Станки электроэрозионной обработки сверхточных материалов
Инвестиционная эффективность и управляемый трансграничный импорт через CROSS BORDER IMPORT PROVIDING от MERCURIX

Станки электроэрозионной обработки — это не просто металлообрабатывающее оборудование. В условиях растущего спроса на сверхточные материалы и сложные геометрии деталей они выступают как системные узлы, напрямую определяющие конкурентоспособность производства в аэрокосмике, медицинской технике, автопромышленности и электронике. От точности обработки микрометрических отверстий до возможности работы с сверхтвердыми сплавами зависит не только выход продукции, но и способность компании выпускать детали с гарантированными характеристиками.
На практике станки электроэрозионной обработки применяются в самых разных сценариях — от производства медицинских имплантов до обработки турбинных лопаток для авиационных двигателей. Однако вне зависимости от области использования, ключевой фактор успеха остаётся неизменным: оборудование должно быть встроено в проект как управляемый элемент архитектуры, а не как изолированная единица. Ошибки на этапе выбора, поставки или обслуживания таких станков неизбежно масштабируются в простои, рост брака и непрогнозируемые издержки.
Эффективность внедрения станка электроэрозионной обработки определяется не только скоростью, точностью или глубиной обработки. Критичен весь жизненный цикл оборудования: от инженерного подбора конфигурации до корректной закупки, логистики, таможенного оформления и стратегии сервисной поддержки. Практика B2B-проектов показывает, что значительная часть скрытых издержек формируется именно на стыке инженерии и внешнеэкономической деятельности.
Ошибки на этапе трансграничной поставки — некорректный выбор базиса Incoterms 2020, расхождения между спецификацией и инвойсом, неточности в ВЭД-документации — напрямую влияют на сроки запуска, доступность запасных частей и совокупную стоимость владения (TCO). В критически важных проектах такие сбои способны свести на нет технологические преимущества даже самого современного оборудования.
Именно поэтому всё больше компаний рассматривают импорт станков электроэрозионной обработки не как разовую закупку оборудования, а как отдельный управляемый процесс. В этой логике трансграничный импорт-провайдер MERCURIX выступает не продавцом техники, а архитектором безопасной цепочки поставки, закрывающим юридические, логистические и регуляторные риски в рамках услуги CROSS BORDER IMPORT PROVIDING, не вмешиваясь в инженерную и технологическую часть проекта.
Электроэрозионная обработка: физика процесса и пределы применимости
Электроэрозионная обработка (EDM) основана на управляемом импульсном разряде между электродом и заготовкой в диэлектрической среде. Каждый разряд формирует локальную зону плавления и испарения материала. Снятие происходит без механического контакта, что принципиально отличает EDM от традиционного резания.
Ключевое технологическое преимущество — независимость от твёрдости материала. Закалённые инструментальные стали, жаропрочные никелевые сплавы, карбиды — всё это обрабатывается без предварительного размягчения. Для инструментального производства и изготовления штампов это означает сокращение технологических циклов и минимизацию промежуточных операций.
Однако промышленная реализация EDM — это не просто наличие генератора импульсов. Стабильность и производительность определяются архитектурой управления процессом.
СТАНКИ ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ РЕЗКИ ПРОВОЛОКИ ONA AV35
Критические параметры промышленной реализации EDM
В производственной среде эффективность электроэрозии определяется совокупностью параметров:
- энергия и длительность импульса;
- частота следования разрядов;
- скорость обновления диэлектрика в зоне обработки;
- точность поддержания межэлектродного зазора;
- алгоритмы адаптивной коррекции в режиме реального времени.
Современные промышленные генераторы обеспечивают многоступенчатую регулировку импульсов, позволяя балансировать между скоростью съёма материала и качеством поверхности. Системы ЧПУ контролируют позиционирование с микронной точностью, компенсируя износ проволоки и отклонения траектории.
Отдельного внимания требует стабильность теплового режима и фильтрация диэлектрика. Нарушение этих параметров приводит к микродефектам поверхности, увеличению шероховатости и снижению ресурса детали. Именно поэтому при выборе оборудования анализируются не только паспортные характеристики, но и инженерная архитектура станка.
Станок как инструмент выхода из ценовой конкуренции
В условиях высокой конкуренции предприятие либо снижает цену, либо повышает технологическую сложность продукции. EDM позволяет перейти ко второму сценарию. Возможность формировать сложные контуры и микрогеометрию открывает доступ к сегментам с высокой добавленной стоимостью.
Для контрактных производств это означает:
- расширение перечня выполняемых операций;
- сокращение зависимости от субподрядчиков;
- повышение маржинальности сложных заказов;
- укрепление позиций в переговорах с крупными заказчиками.
Таким образом, EDM-станок становится элементом инвестиционной стратегии, а не просто производственной единицей.
Контекст и вызовы рынка станков электроэрозионной обработки
Рынок станков электроэрозионной обработки за последние 10–15 лет сместился от универсальных оборудования к специализированным системам для конкретных материалов и геометрий: сверхточных сплавов, керамик, композитов и микрометрических деталей. Каждая сфера требует уникальных характеристик: от разрешения в нанометрах для электронных компонентов до глубины обработки в метры для нефтегазового оборудования.
Ключевые вызовы рынка:
- Рост сложности геометрии деталей и требуемой точности.
- Появление новых сверхточных материалов (композиты, керамики, сплавы на основе титана и никеля).
- Жесткие требования к стабильности качества и нулевому браку.
- Нужда в автоматизации для снижения зависимость от ручного труда.
- Давление на себестоимость со стороны глобальных игроков рынка.
На этом фоне станок электроэрозионной обработки становится не просто оборудованием, а центром управления качеством, производительностью и безопасностью процесса.
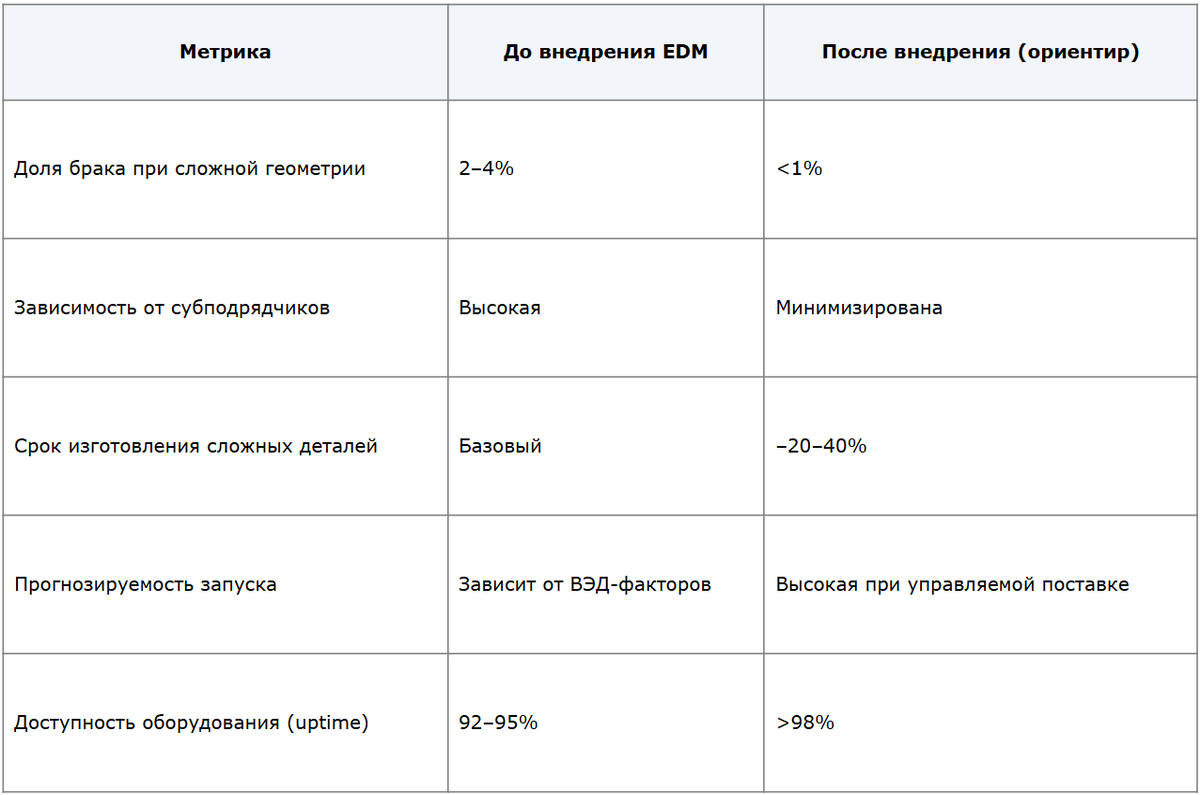
Ориентировочные KPI внедрения
Концепция современного станка электроэрозионной обработки
Современный станок электроэрозионной обработки — это сочетание механики, электроники и цифрового управления:
- Высокоточная механическая структура с точностью позиционирования до микрометров.
- Сенсорные системы для контроля качества и прогнозирования отказов.
- Автоматическое управление процессами с использованием ИИ и ML-моделей.
- Интерфейсы интеграции с линией и учётными системами (ERP/MES).
- Программное обеспечение для управления производством и аналитики данных.
В архитектуре проекта этап закупки и поставки — критическая точка перехода от инженерного решения к реальной экономике проекта.
Управление ВЭД-рисками при импорте станков электроэрозионной обработки: зона CROSS BORDER IMPORT PROVIDING
Важные риски при импорте станков электроэрозионной обработки:
- Некорректная классификация по ТН ВЭД.
- Расхождения между контрактом, инвойсом и фактической комплектацией.
- Отсутствие стратегии по ЗИП (запасные части и расходники).
В этой зоне CROSS BORDER IMPORT PROVIDING от MERCURIX выступает как инструмент управления рисками, а не как продавец оборудования.
MERCURIX берёт на себя:
- Подготовку и верификацию контракта, инвойса и спецификаций.
- Проверку ТН ВЭД и технического описания.
- Организацию логистики и фабричных инспекций.
- Таможенное оформление и выпуск ГТД.
Как выглядит услуга CBIP как бизнес-процесс
Практическая дорожная карта импорта станка электроэрозионной обработки
Ниже — детализированная дорожная карта, перенесённая из практики B2B-проектов по импорте сложного технологического оборудования. Каждый этап содержит конкретные задачи, ответственных и контрольные точки (deliverables).
- Определение области применения станка (медицинская техника, аэрокосмика, автопромышленность, электроника и т.д.).
- Техническое ТЗ: требуемая точность, скорость обработки, рабочая зона, требования к адаптивности.
- Анализ площадки: фундамент, подъездные пути, крановый метр, электроснабжение, вентиляция, погрузочно-разгрузочные зоны, сопряжение с другими участками линии.
- Составление спецификации интерфейсов: соединение с MES/ERP, требования к API/PLC, протоколы сбора данных.
- Выработка требований к ЗИП и расходникам: список критических запасных частей, рекомендуемые остатки на складе.
- Подготовка RFQ: единая форма для запросов (технические и коммерческие условия).
- Сбор КП и сравнение по матрице: комплектация, сроки изготовления, доставка, гарантия, реф-лист, стоимость владения (TCO).
- Проверка поставщика: технические кейсы, фотогалерея установок, отзывы, фабричные инспекции у референсных клиентов.
- Оценка рисков поставки: сроки, сезоны загрузки завода, политические/логистические риски.
- Формализация конфигурации: базовая машина + опции, пакеты ПО, уровень автоматизации.
- Подготовка детальной спецификации (спецификация по позициям с серийными номерами, артикулами, массой и габаритами).
- Предварительная экспертная классификация по ТН ВЭД для каждой позиции.
- Согласование пакета ЗИП: перечень, артикулы, рекомендованные минимальные остатки.
- Подготовка внешнеторгового контракта: точная привязка комплектации, опций, условий приемки, гарантийных обязательств и SLA.
- Фиксация условий оплаты и валютных рисков (аккредитив, предоплата, транши).
- Требования к инвойсу: детальная разбивка по позициям с указанием кодов ТН ВЭД, страны происхождения, стоимости и веса.
- Согласование упаковки и маркировки для таможни и транспортировке.
- Подготовка страхования: страховая сумма 110–120% стоимости, оговорки по покрытию при транспортировке и хранении.
- Планирование инспекции: чек-лист тестов, принимающая команда, фото- и видеодокументация.
- Функциональные тесты: управление станком, точность обработки, адаптивность, интерфейсы PLC/MES.
- Проверка комплектации и комплектующих: серийные номера, сертификаты, маркировка, наличие ЗИП.
- Упаковка и подготовка к транспортировке: демонстрация креплений, осушители, амортизация.
- Акт фабричной инспекции с перечнем замечаний и планом корректировок.
- Выбор оптимального базиса Incoterms (рекомендация: CIF/DDP в зависимости от компетенций поставщика и желания минимизировать рисков заказчика).
- Планирование маршрута: контейнеризация, спецтранспорт для негабарита, трансшипмент.
- Страхование и страховые оговорки: покрытие при погрузке/разгрузке, хранении, транспортировке.
- Подготовка пакета документов для ГТД: коммерческий инвойс, спецификация, сертификаты, COO (cert. of origin), упаковочный лист.
- Предоставление брокеру всех подтверждающих материалов; оперативная коммуникация для минимизации запросов таможни.
- Организация «последней мили»: спецтехника, подъездные пути, разрешения на движение негабарита.
- Приёмка груза: визуальная проверка упаковки, сверка накладных и серийных номеров.
- Монтаж и механическая сборка: фундаментные и крепёжные работы, выверка по уровню, подключение коммуникаций.
- Пусконаладочные работы (SAT): загрузочные прогоны, настройка точности обработки, отработка сценариев работы, тестовые запуски.
- Приёмные испытания и акт приёмки с указанием принятых KPI (производительность, брак, стабильность режимов).
Станок электроэрозионной обработки как стратегическая инвестиция в технологическое превосходство
Станок электроэрозионной обработки — это инвестиция в архитектуру добавленной стоимости вашего производства. Эффективность такой инвестиции целиком зависит от корректности жизненного цикла — от выбора технологической конфигурации до управления ВЭД-рисками при импорте.
Практика показывает: даже небольшие сбои в таможенном оформлении или задержки в поставке ЗИП способны стоить больше, чем экономия на переговорах цены. Отсутствие сервиса превращает станок из источника дохода в источник риска.
При работе через MERCURIX модель принципиально меняется: оборудование поставляется с гарантированной корректностью ВЭД-документации, проработанной логистикой и долгосрочной стратегией обслуживания.
Вывод простой: управление ВЭД при импорте станков электроэрозионной обработки — это инвестиция в стабильность проекта и прогнозируемость TCO. Именно этот подход позволяет выйти из ценовой войны и сформировать прибыль за счёт технологического превосходства и стабильного качества продукции.
Для проработки конфигурации, расчёта логистической модели и управления ВЭД-рисками обратитесь к экспертам MERCURIX: sales@mercurix.com.ru
Подробнее об импорте станков электроэрозионной обработки: станки электроэрозионной обработки через MERCURIX
Материал подготовлен как практический B2B-гид для инженеров, технологов, руководителей производств и специалистов по закупкам в металлообрабатывающей промышленности. Содержит актуальные данные о технологии электроэрозионной обработки, ВЭД-рисках при импорте и лучшие практики управления жизненным циклом оборудования.