Литьевое оборудование, ВЭД-риски и роль MERCURIX в серийном производстве и импорте

В производстве электронных устройств именно пластиковые корпуса и конструктивные элементы формируют внешний вид продукта, его эргономику, воспринимаемое качество и коммерческую ценность. Независимо от сложности электроники, серийный выпуск аппаратного продукта невозможен без устойчивой технологии формования пластиковых деталей.
Термопластавтомат (ТПА) — ключевой элемент производственной цепочки, обеспечивающий массовое изготовление корпусов, разъёмов, рамок и функциональных элементов с высокой повторяемостью геометрии и стабильным качеством поверхности.
На практике именно литьё под давлением, а не электроника, формирует основную капитальную нагрузку при выводе продукта на рынок. Самые значимые затраты связаны с изготовлением пресс-форм и организацией производственного контура. Ошибки на этапе выбора оборудования, оснастки или стратегии поставки приводят к росту TCO и потере времени выхода на рынок.
Поскольку большинство современных термопластавтоматов и пресс-форм производится за пределами РФ, трансграничная поставка оборудования становится критически важным элементом проекта. Некорректная классификация, расхождения в документации или ошибочный выбор базиса поставки Incoterms 2020 напрямую влияют на сроки запуска производства.
Именно поэтому управление импортом литьевого оборудования должно рассматриваться как отдельный, управляемый процесс. В этой зоне услуга CROSS BORDER IMPORT PROVIDING (CBIP) — ключевая компетенция дистрибьютора MERCURIX LTD — обеспечивает системное управление ВЭД-рисками и защищает инвестиции в оборудование и оснастку.
Прототипирование и серия: где проходит граница технологий
На этапе разработки продукта широко используется 3D-печать. Это эффективный инструмент для быстрого прототипирования, проверки сборки, эргономики и визуальных решений. Однако технологически и экономически 3D-печать не предназначена для массового производства.
- 3D-печать — высокая гибкость, быстрые итерации, высокая себестоимость единицы, нестабильные свойства материала.
- Литьё под давлением — высокие начальные инвестиции, но минимальная себестоимость детали при росте тиража и стабильные физические свойства.
Переход от прототипа к серии — это не просто смена технологии, а смена всей логики проектирования, финансирования и поставки оборудования. Именно на этом этапе принимаются решения, определяющие экономику продукта на годы вперёд.
Принцип работы термопластавтомата и структура затрат
Термопластавтомат осуществляет переработку термопластов путём нагрева гранул до вязкотекучего состояния и подачи расплава под высоким давлением в полость пресс-формы. После охлаждения форма раскрывается, и готовая деталь извлекается системой выталкивания.
Ключевые параметры ТПА:
- усилие смыкания (тонны);
- объём и давление впрыска;
- тип привода (гидравлический, гибридный, электрический);
- точность повторяемости цикла;
- энергоэффективность.
Однако сам станок — лишь часть системы. Основная доля инвестиций приходится на пресс-форму.
Экономика пресс-форм
Стоимость пресс-формы может составлять десятки и сотни тысяч долларов. Она определяется:
- материалом (алюминий, инструментальная сталь);
- ресурсом (количество циклов);
- количеством гнёзд;
- типом литниковой системы;
- сложностью геометрии и механизмов.
- Малые серии (до 10 тыс. шт.) — алюминиевые формы, быстрый запуск, ограниченный ресурс.
- Крупные серии (сотни тысяч и миллионы) — закалённая сталь, высокая цена, но минимальная себестоимость детали.
Для стартапов часто используется схема амортизации формы через надбавку к стоимости первых партий. Такой подход снижает стартовый CAPEX, но требует точного расчёта финансовой модели.
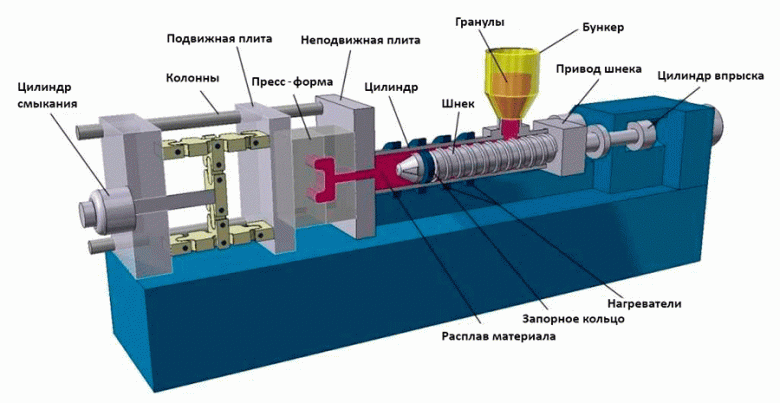
Литьевая машина под давлением, типовая конфигурация (иллюстрация Rutland Plastics)
Design for Manufacturing (DFM): критические правила проектирования
Даже самый современный ТПА не компенсирует ошибок проектирования. Игнорирование требований DFM приводит к браку, нестабильному качеству и резкому удорожанию оснастки.
- Литьевой уклон 1–2° — обязателен для всех вертикальных поверхностей.
- Равномерная толщина стенок — предотвращает усадку и коробление.
- Использование рёбер жёсткости вместо локальных утолщений.
- Минимизация поднутрений — отказ от сложных механизмов двойного выталкивания.
- Скругление углов — улучшает заполнение формы и снижает внутренние напряжения.
- Линия разъёма формы — проектируется на невидимых поверхностях.
- Следы толкателей — размещаются в функционально второстепенных зонах.
Раннее вовлечение инженера, знакомого с технологией литья, позволяет снизить стоимость формы на десятки процентов.
Какие аспекты следует учитывать при выборе?
Литниковые системы
- Холодные каналы — проще, дешевле, подходят для старта и средних серий.
- Горячие каналы — меньше отходов, ниже давление, но высокая стоимость формы.
Типы пресс-форм
- Одноместные — отладка и пилотное производство.
- Многоместные — рост производительности.
- Семейные — несколько разных деталей за цикл (используются ограниченно).
Выбор материала
- Поликарбонат (PC) — высокая прочность, премиальный внешний вид.
- ABS — более доступный, для массовых устройств.
Прокачка закупки и трансграничной поставки — зона ответственности MERCURIX
Импорт термопластавтоматов и пресс-форм относится к категории инженерно сложных и регуляторно чувствительных поставок. В отличие от стандартного промышленного оборудования, литьевые машины и оснастка представляют собой совокупность высокоточных механических, гидравлических, электрических и программных компонентов, каждый из которых имеет собственные требования к классификации, сертификации и описанию.
Практика реализации проектов показывает, что до 70–80% задержек и внеплановых затрат возникают не по причине дефектов оборудования или ошибок проектирования, а на стыке инженерной конфигурации и внешнеэкономической документации. Неправильно выстроенный ВЭД-контур приводит к простоям производства, блокировке платежей, доначислению пошлин и срыву графика запуска серии.
Неправильное управление ВЭД-контуром при импорте термопластавтоматов напрямую влияет на TCO проекта, срок окупаемости оснастки и устойчивость производственного контура.
Ключевые типы ВЭД-рисков при импорте литьевого оборудования:
- Неверная классификация термопластавтоматов, пресс-форм и автоматики по ТН ВЭД
ТПА, системы управления, гидравлические модули, термоконтроллеры и пресс-формы часто ошибочно декларируются как единый объект. На практике различные узлы могут относиться к разным товарным позициям, что приводит к доначислению пошлин, штрафам и углублённым таможенным проверкам. - Расхождения между технической спецификацией и инвойсом
Несоответствие параметров усилия смыкания, объёма впрыска, комплектации автоматики, наличия роботов или периферии между контрактом, спецификацией и инвойсом вызывает приостановку таможенного оформления и запросы со стороны валютного контроля. - Ошибочный выбор базиса поставки Incoterms 2020
Использование EXW или FCA без учёта фактической ответственности за экспортное оформление, упаковку, погрузку и страхование перекладывает критические риски на заказчика. В результате возникают незапланированные расходы на логистику, хранение, простой оборудования и корректировку документов. - Регуляторные и сертификационные риски
Литьевое оборудование подпадает под требования технических регламентов ТР ТС, электробезопасности и электромагнитной совместимости. Отсутствие корректно оформленных деклараций и сертификатов приводит к запрету выпуска или условному выпуску с последующими проверками. - Непроработанная логистика запасных частей и оснастки
Отсутствие заранее выстроенной схемы поставки ЗИП (шнеки, нагреватели, датчики, клапаны, элементы автоматики) может привести к простою производственной линии на недели или месяцы, что критично для серийного выпуска.
В совокупности эти факторы делают ВЭД-контур критическим элементом TCO проекта по внедрению литьевого оборудования. Именно поэтому в подобных проектах дистрибьютор MERCURIX LTD выступает не как продавец станка, а как эксперт по управлению ВЭД-рисками — CROSS BORDER IMPORT PROVIDING (CBIP), обеспечивая контролируемую и предсказуемую трансграничную поставку термопластавтоматов и пресс-форм.
Пример комплектов документов, подготовленных MERCURIX
CROSS BORDER IMPORT PROVIDING: управляемый процесс для литьевого оборудования
В рамках услуги CBIP MERCURIX закрывает ключевые внешнеэкономические этапы поставки литьевого оборудования, минимизируя TCO и снижая риски простоев производства:
- Формирование и верификация контрактного пакета — приведение наименований, технических параметров и конфигураций ТПА и пресс-форм к требованиям ВЭД, обеспечение согласованности контракта, инвойса и спецификации.
- Анализ и проверка технического описания — сопоставление заявленных характеристик оборудования (усилие смыкания, объём впрыска, тип привода, автоматика) с кодом ТН ВЭД и регуляторными требованиями.
- Организация фабричных инспекций (Pre-Shipment Inspection) — контроль фактической комплектации, маркировки, серийных номеров и готовности оборудования к отгрузке до выхода с завода.
- Логистика и экспортное сопровождение — выбор оптимального маршрута с учётом габаритов, массы и чувствительности оборудования, оформление Packing List, CMR / B/L и экспортной декларации.
- Таможенное оформление — подача ГТД, взаимодействие с таможенными органами, ответы на технические запросы и подтверждение классификации оборудования.
Как выглядит наша услуга CBIP как бизнес-процесс и почему он снижает риски ваши в ВЭД
Такой подход позволяет инженерной и производственной команде заказчика сосредоточиться на запуске серии и оптимизации процессов, а MERCURIX берёт на себя управление всеми внешнеэкономическими и регуляторными рисками.
Практическая дорожная карта реализации задачи по закупке литьевого оборудования при импорте
Закупка термопластавтоматов и пресс-форм требует синхронизации инженерных, производственных, логистических и внешнеэкономических процессов. Ниже приведена практическая дорожная карта, позволяющая минимизировать риски задержек поставки, финансовых потерь и сбоев при запуске серийного производства.
Шаг 1 — Инженерная подготовка
- Определение ключевых параметров ТПА — расчёт требуемого усилия смыкания, объёма впрыска, давления, типа привода (гидравлический, гибридный, электрический) в зависимости от геометрии и материала изделия.
- Выбор материалов изделий и требований к пресс-форме — анализ термопластов (ABS, PC и др.), требований к ресурсу формы, количеству гнёзд и типу литниковой системы.
- Расчёт производительности — определение цикла, количества изделий в смену, месячного и годового объёма выпуска.
- Формирование целевой себестоимости — расчёт стоимости детали с учётом амортизации оборудования и оснастки.
Шаг 2 — Коммерческое предложение и техническая верификация
- Сбор коммерческих предложений от производителей термопластавтоматов и пресс-форм.
- Запрос детальных технических спецификаций, включая периферию, роботов, системы охлаждения и автоматики.
- Проверка соответствия оборудования требованиям DFM и серийному производству.
- Согласование сроков изготовления, FAT и готовности к отгрузке.
Шаг 3 — Управление ВЭД-контуром (зона CROSS BORDER IMPORT PROVIDING)
- Внешнеторговый контракт — разработка контракта с учётом валютного контроля, особенностей литьевого оборудования и оснастки.
- Унификация документов — полное соответствие формулировок в контракте, инвойсе и спецификации для исключения таможенных рисков.
- Предварительная классификация по ТН ВЭД — классификация ТПА, пресс-форм и автоматики до отгрузки.
- Согласование Incoterms 2020 — выбор оптимального базиса поставки (как правило, CIP или DAP) совместно с MERCURIX.
Шаг 4 — Фабричная инспекция и логистика
- Фабричная инспекция — проверка комплектации, серийных номеров, маркировки и соответствия спецификации. MERCURIX организует фото- и видеоотчёт.
- Упаковка и отгрузка — контроль использования усиленной упаковки для защиты оборудования и пресс-форм.
- Логистическая модель — проработка маршрута с учётом габаритов, массы и требований к перегрузке.
Шаг 5 — Таможенное оформление и запуск
- Таможенное оформление — подача ГТД, расчёт и оплата пошлин и НДС, сопровождение запросов таможенных органов.
- Доставка до производственной площадки — организация доставки «последней мили» с учётом требований к разгрузке.
- Приёмка и ввод в эксплуатацию — сверка комплектации, подписание актов и запуск оборудования в работу.
Литьё под давлением — наиболее капиталоёмкая и критически важная часть вывода аппаратного продукта на рынок. Экономия достигается не за счёт упрощения оборудования, а за счёт грамотной инженерной архитектуры, DFM-подхода и управляемой трансграничной поставки.
Когда ВЭД-риски находятся под контролем, команда может сосредоточиться на продукте и производстве.
Подробнее о термопластавтоматах и услуге CROSS BORDER IMPORT PROVIDING — MERCURIX.
Материал подготовлен как практический B2B-гид для инженеров, product-менеджеров и руководителей производственных проектов.