Зубофрезерование червяными фрезами сложный процесс, описать в одной статье его будет невозможно, это первая статья на эту тему. Базовые основы зубообработки можно прочитать в статье «Цилиндрические зубчатые колеса»
Изготовление зубчатых колес на зубофрезерных станках осуществляется червяными фрезами.

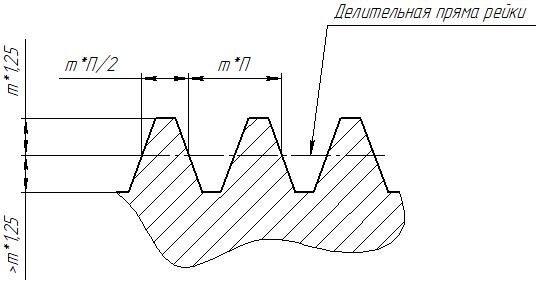
Однозаходная червяная фреза представляет собой однозаходный винт, разрезанные стружечными канавками, таким образом получаем набор зубчатых реек, расположенных по цилиндру смещенными по спирали, шаг этой спирали в нормальном сечении (к витку) будет равен m*П, при вращении фрезы мы получаем бесконечно бегущую рейку. Таким образом за один оборот червячной фрезы зубчатая рейка смещается на один шаг.
Настройка кинематики станка состоит в том, чтобы за Z оборотов однозаходной червяной фрезы, нарезаемое колесо провернулось на 1 оборот, таким образом мы нарежем Z зубьев и этим мы выполняем главное условие зацепления – непрерывное с постоянной скоростью качение делительной прямой рейки по делительной окружности колеса без скольжения, осевые скорости всех прямых рейки червячной фрезы будут равны тангенциальным скоростям делительной окружности на которой как мы упоминали в статье «Цилиндрические зубчатые колеса» умещаются зубья с шагом m*П, соответственно путь пройденный рейкой фрезы будет равен длине дуги делительной окружности за любой отрезок времени. Докажем это. d=mz – делительный диаметр зубчатого колеса, L=П*d=П*m*z – длина окружности делительного диаметра, раз за один оборот рейка червяной фрезы смещаются на m*П, за Z оборотов рейка червяной фрезы пройдет путь Lфр=m*П*Z, т. е. L=Lфр – длина делительной окружности колеса будет равна пути рейки фрезы, т. е. делительная прямая рейки катится по делительной окружности колеса без скольжения, тем самым мы нарезаем эвольвентный зуб с углом профиля червяной фрезы согласно выводам сделанным в статье «Цилиндрические зубчатые колеса».
Для многозаходных фрез все аналогично, только такую фрезу нужно рассматривать как сложение нескольких фрез, или нескольких реек, смещенных друг от друга на расстояние m*П, и имеющих ход k*m*П (k – число заходов), т. е. за один оборот такие рейки смещаются на расстояние k*m*П, соответственно для выполнения условий зацепления за один оборот фрезы колесо должно поворачиваться не на один зуб а на k зубов, т. е. за Z оборотов фрезы колесо повернется не на один оборот а на k оборотов.
Главная особенность кинематики зубофрезерных станков – связь между главным движением (вращением фрезы) и поворотом стола с заготовкой, осуществляется через гитару деления (подбором шестерен), для старых станков, или же по программе, для современных.
Как мы видим на фото фрезы выше, на торце фрезы замаркирована информация, включая угол подъема спирали, на это угол необходимо повернуть фрезу для изготовления прямозубых колес. Для изготовления косозубых колес необходимо добавить угол наклона зуба к углу поворота фрезы, это необходимо для исключения затирания зуба фрезы об косую поверхность зуба детали, ну и приведения фрезы в угол зацепления косозубого колеса, см. рис. 6. Сама же «косозубость» достигается связью между перемещением фрезы вдоль оси детали и дополнительным поворотом заготовки на необходимый угол, расчет этого угла можно посмотреть в статье «Цилиндрические зубчатые колеса», в разделе 2 про косозубые колеса.
Для изготовления косозубых колёс старые механические станки имеют дифференциал, складывающие движение поворота стола от вращения фрезы и дополнительный поворот от осевого движения фрезы вдоль оси заготовки. Гитара диффереренциала настраиваться по формулам в паспорте станка, подобрать точно шестерни практически невозможно, потому как там участвуют тригонометрические функции. Подбираются шестерни с наименьшим отклонением от заданного передаточного числа. Погрешность подбора будет влиять на направление зуба, пятно контакта, для шлифованных колес – на распределение припуска. Для современных зубофрезерных станков такой проблемы нет, движение складывается по программе. Характерная особенность настройки гитары дифференциала, или включение расчета косозубой кинематики на программном станке – перемещение фрезы вдоль оси заготовки – и одновременный доворот заготовки.
Итого мы имеем, что фрезерование зубьев колес червяной фрезой - это совмещение процесса фрезерования цилиндрической фрезой и процесса обката эвольвенты описанного выше.
Для процесса фрезерования цилиндрической фрезой будет характерна стадия захода - Y1, см. рис 4, , самого фрезерования B, и выхода Y2, он может быть как попутным так и встречным, от диаметра фрезы будет зависеть длина захода, можно врезаться конечно и радиально, но при этом подача будет 10% от рабочей. Подача вдоль оси задается на оборот колеса, что обусловлено геометрическими искажениями профиля, т. к. в тот-же зуб на детали фреза попадает только через полный оборот колеса, мы имеем как бы волну недорезанности, видно по характерным рискам на впадине и волнам на профиле.
Подача обычно в пределах 1-4 мм на оборот детали. Скорость резания зависит от материала фрезы и твердости заготовки, в принципе находится в разумных пределах относительно обычного фрезерования.
Фрезы бывают как левые так и правые, как и резьбы, от этого зависит направление вращения заготовки. Применяются для компенсации угла наклона косозубого колеса, для того чтобы уменьшить угол наклона оси фрезы для правых колес - правые фрезы, для левых колес - левые фрезы.
Как говориться на этом всё, но остались нюансы, о которых поговорим в других статьях: