Как уже говорилось в статье «Зубофрезерование червяными фрезами, теоретические основы», однозаходная червяная фреза представляет собой однозаходный винт, разрезанные стружечными канавками, таким образом получаем набор зубчатых реек, расположенных по цилиндру смещенными по спирали, шаг этой спирали в нормальном сечении (к витку) будет равен m*П, при вращении фрезы мы получаем бесконечно бегущую рейку, многозаходная фреза - сложение нескольких фрез однозаходных фрез, или нескольких реек, смещенных друг от друга на расстояние m*П, и имеющих ход k*m*П (k – число заходов). Многозаходные фрезы имеют выше производительность, так как при той-же скорости вращения фрезы (скорости резания) заготовка вращается в разы быстрее (в k раз). При этом угол подъема витка у многазаходных фрез больше, поэтому наклон фрезы больше, это может помешать при фрезеровании косозубых шестерен, просто суппорт упирается в стол при больших наклонах, необходимо поднимать деталь над столом, что уменьшает жесткость. И как говорят многозаходные фрезы дают менее точный зуб (выше погрешность профиля зуба), но это не точно. Вообще точность зубофрезерования для меня не является критической, всё что точнее десятой степени точности, все равно необходимо шлифовать, а зуб-шлиц (зуб не работающий обкатом) не особо требователен к погрешности профиля зуба. Поэтому я рассматриваю зубофрезерование только как процесс чернового нарезания зуба, для зуба, работающего в зацеплении, и чистовой процесс для зубов-шлицов.
Червяные фреза бывают цельными из быстрорежущей стали и с пластинами, пластины как обычного закрепления так и тангенциального, со вставными ножами, впаянными пластинами. Конечно цельные и со впаянными пластинами фрезы, если они шлифованные, будут точнее, чем с пластинами. Допуск на пластины прямо сильно не вписывается в допуски зубчатого зацепления. Вообще зуб характеризуется в разы более точными требованиями, чем остальные процессы мехобработки, поэтому очень тяжело уложиться в требования чертежа не использую чистовые методы обработки, зубошлифование, зубошевингование.
Необходимы минимум параметров которые мы хотим видеть на фрезе:
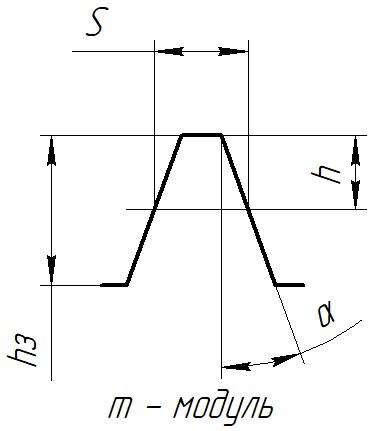
В нормальном сечении: m - модуль, альфа - угол профиля S – ширина зуба на высоте головки - h, высота зуб - hз. Угол профиля и модуль написаны на торце фрезы, S – и hг – измеряются штангензубомером, hз - любым глубиномером. Таким образом зная эти требования к фрезе всегда можно подобрать нужную фрезу, не имея даже её чертежа. Особое внимание нужно обратить на закругление углов зуба. Часто конструктор фрезы закладывает закругление равное R=0,38m, что является ошибкой, такая фреза не позволит получить полный профиль зуба для всех колес.
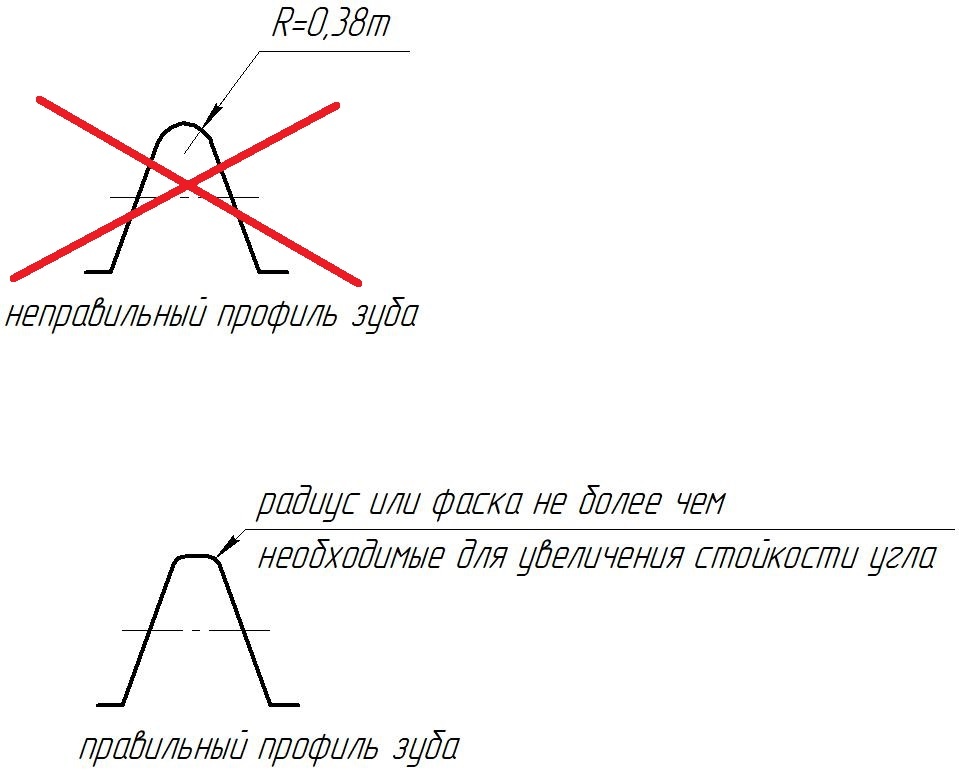
Колеса бывают коррегироваными, т.е. со смещением, поэтому соотношение основной окружности и диаметра впадин зубьев разное. Наша задача при фрезеровании состоит в том, чтобы по всей линии зацепления прошла геометрия трапеции а не радиусная, только в этом случае мы будем иметь полностью правильный профиль зуба, если по линии зацепления пройдет радиусная часть зуба фрезы, зуб детали будет не дорезан в ножке, будет подклинивание.
Если недорезанный в ножке зуб шлифуется, то в ножке окажется больший припуск, если зуб цементированный, то это уменьшит твердость рабочей поверхности зуба, и может привести к прижогам при шлифовании. В шлицевом соединении излишнее закругление на фрезе может привести к интерференции профилей сопрягаемых деталей. Вообще радиус закругления в ножке зуба это скорее следствие обката, а не закругления инструмента.
В противоположность простому закруглению для колес под шлифовку выполняют червяные фрезы с утолщенной головкой, выполняющие протуберанец. Протуберанец выполняется высотой с припуск под шлифовку для минимизации или вообще устранения шлифовки в ножке зуба.
Конечно в этом случае фрезы с пластинами гораздо выгоднее, утолщение выполняется на пластине. Пластины для фрез бывают как полного профиля, «лопаты», стандартного крепления, или тангенциальные пластины, тангенциальные пластины устанавливаются в шахматном порядке из-за конструктива места крепления, при этом конечно страдает точность, но для фрез под шлифовку это не существенно, зато они имеют больше чем одну режущую кромку, тогда как обычные выполнены с задним углом и имеют одну режущую кромку.
Вообще, как говорилось выше фрезы с пластинами я бы рекомендовал использовать на черновых операциях, там они проявляют себя очень хорошо, там можно уже не боятся волнистости зуба (рис. 8), и давать подачи на оборот детали до 8-10 мм, что при высоких скоростях резания очень сильно сокращает время обработки (в разы, даже десятки раз), по сравнению с фрезами из быстрореза. Еще одно преимущество фрез с пластинами – это возможность обработки без СОЖ, как известно СОЖ при зубофрезеровке – масло, собрать его с деталей полностью не получается, отсюда большой расход, а это дорого.
Червяные фрезы зачастую работают не все своей шириной. Зону резания фрезы можно построить графически через длину линии зацепления как показано ниже:
Для левой и правой стороны строим линию зацеления от основной окружности до диаметра вершин, и как на рисунке определяем рабочую зону фрезы, ее можно и нужно сдвигать для распределения износа фрезы по всему корпусу, рабочая зона зачастую намного меньше чем длина фрезы, только для колес с большим числом зубов ширины фрезы может не хватить, но если мы делаем под шлифовку, то небольшой нехваткой можно пренебречь, зуб будет, только эвольвента не будет сформирована по все высоте зуба, так как правильная эвольвента формируется только по линии зацепления. На программных станках прямо указывается рабочая зона на фрезе, и способ ее перемещения, я бы рекомендовал ступенчатый, т. е. сдвиг на новой детали. Таким образом можно обойти сломанные зубья, просто пропуская это место на фрезе.
Особенность заточки фрез – заточка по передней поверхности, таким образом на затылованных фрезах мы не нарушаем профиль, всего лишь уменьшается толщина зуба, и диаметр фрезы. При этом нужно помнить что передняя поверхность – это винтовая линия, так, как она нормальна подъему витка, её шаг указан на торце фрезы или в паспорте фрезы, шаг большой в тысячах миллиметров (несколько метров), он нужен для настройки заточного станка.
Режимы резания зависят от материала фрезы, скорости резания для фрез из быстрореза – 20-30 м/мин, для порошкового покрытого быстрореза - 50-80 м/мин, для фрез с МНП из твердого сплава около 100 м/мин, подача на оборот детали 1-8 мм, обычно 1-4 мм, но можно и 8 мм, если хочется заработать. На этом про фрезы всё.