Монтаж полиэтиленовых трубопроводов в современных условиях строительства наружных инженерных сетей редко происходит в идеальной, лабораторной среде. На практике специалисты сталкиваются с комплексом неблагоприятных факторов: ограниченным пространством котлованов и колодцев, неблагоприятными погодными условиями (осадки, отрицательные температуры, ветер), высоким уровнем грунтовых вод и наличием действующих коммуникаций, затрудняющих размещение сварочного оборудования. Основная инженерно-техническая и нормативная проблема заключается в обеспечении гарантированного качества и долговечности сварного соединения, его полного соответствия требованиям действующих нормативных документов, таких как СП 62.13330.2011 «Газораспределительные системы» и СП 31.13330.2012 «Водоснабжение. Наружные сети и сооружения», в условиях, отклоняющихся от стандартных. Любое нарушение технологии сварки в таких обстоятельствах приводит к образованию скрытых дефектов, которые могут проявить себя уже в процессе эксплуатации, вызывая аварийные утечки, необходимость дорогостоящего ремонта и создавая угрозу безопасности.
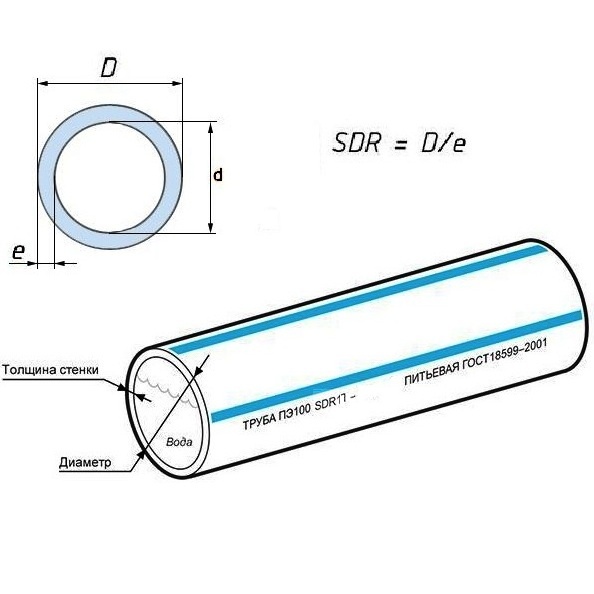
С технологической точки зрения, основной метод соединения полиэтиленовых труб – стыковая сварка – наиболее уязвим к неблагоприятным условиям. Данный процесс, регламентируемый ГОСТ Р 55276-2012 (ISO 21307:2011), требует значительного свободного пространства для размещения центрирующего устройства и сварочного аппарата, а также стабильного основания для его установки. В узкой траншее или при выполнении работ в колодце применение стыковой сварки становится либо технически невозможным, либо сопряженным с грубыми нарушениями процедуры центровки и сведения труб, что недопустимо. Более того, при отрицательных температурах или сильном ветре происходит ускоренное остывание нагревательного элемента и торцов труб, что нарушает временные параметры сварки и приводит к формированию так называемого «холодного спая» – соединения с недостаточной механической прочностью. В качестве альтернативы и, зачастую, единственно верного решения в сложных условиях выступает электромуфтовая сварка. Применение электросварных фитингов (муфт, отводов, тройников, седелок) позволяет работать в крайне стесненных обстоятельствах. Сварочный аппарат для этого метода значительно компактнее, а сам процесс в меньшей степени зависит от пространственного положения труб, хотя требования к соосности и неподвижности соединения во время сварки и остывания остаются строгими.
С регуляторной перспективы, нормативная база не делает скидок на «неудобные условия». Требования к качеству подготовки поверхности, чистоте зоны сварки и соблюдению температурно-временных режимов, изложенные в СП 42-101-2003 и других отраслевых стандартах, являются абсолютными. Здесь и возникает основное противоречие, которое является предметом споров среди специалистов: стремление подрядчика сдать объект в срок сталкивается с необходимостью проведения трудоемких подготовительных мероприятий. К примеру, работа в обводненной траншее категорически запрещена, так как попадание даже минимального количества влаги в зону сварки при нагреве приводит к образованию пара, созданию пор в сварном шве и, как следствие, к браку. Это требует организации мероприятий по водопонижению. Аналогично, работа при осадках или сильном ветре требует обязательной установки защитных укрытий (палаток, тентов). Среди проектировщиков и контролирующих органов ведется дискуссия о необходимости более детального прописывания в проектной документации методов работы в заведомо сложных условиях, чтобы исключить попытки экономии на качестве со стороны недобросовестных подрядчиков. Ответственный производитель работ понимает, что выполнение врезки в действующий подземный газопровод или организация сложного узла с применением нескольких фитингов требует не упрощения, а, наоборот, усиления контроля на всех этапах.
С экономической и эксплуатационной точек зрения, игнорирование технологических требований в сложных условиях является ложной экономией. Затраты на установку защитной палатки, откачку воды или использование более дорогостоящих электросварных фитингов вместо стыковой сварки несоизмеримо малы по сравнению с убытками от последующей аварии. Это особенно критично, когда широкая сфера применения полиэтиленовых труб затрагивает ответственные объекты, например, ввод водопровода в многоквартирный дом или медицинское учреждение, где перебои с водоснабжением недопустимы. Любое соединение в системе, будь то линейный участок, отвод на водомерный узел или подключение к системе напорной ливневой канализации, является потенциальной точкой отказа. Поэтому выбор правильной технологии и качественных материалов, а также строгий контроль со стороны технического надзора, являются прямым вложением в безаварийную эксплуатацию и долговечность всей инженерной сети. Современные сварочные аппараты для электромуфтовой сварки, соответствующие ГОСТ Р ИСО 12176-2, оснащены системами протоколирования и автоматической коррекции параметров сварки в зависимости от температуры окружающей среды, что минимизирует влияние человеческого фактора, но не отменяет главного – необходимости тщательной подготовки соединения.
Таким образом, успешная сварка полиэтиленовых труб в неудобных условиях — это не поиск неких «секретных» приемов, а неукоснительное следование базовым принципам, адаптированное к конкретной ситуации. Синтез различных точек зрения позволяет сделать однозначный вывод: приоритетом всегда должно оставаться качество и соответствие нормативам. Ключевыми факторами успеха являются: во-первых, грамотный выбор метода сварки, где в большинстве сложных случаев предпочтение отдается электромуфтовому соединению; во-вторых, создание локальной «нормальной» зоны для проведения работ путем установки укрытий и проведения водопонижения; в-третьих, безупречная подготовка труб, включающая механическую зачистку оксидного слоя и обезжиривание поверхностей непосредственно перед сваркой; в-четвертых, использование поверенного, сертифицированного оборудования, способного адаптироваться к внешним условиям и протоколировать процесс сварки. Ответственность за конечный результат в равной степени лежит как на квалификации сварщика, так и на инженерной подготовке и организации работ со стороны руководителя участка. Экономия на любом из этих этапов является прямым нарушением технологии и закладывает основу для будущих аварий.
Глубокое понимание этих технологических и нормативных аспектов является основой для успешной реализации любого проекта. Компания «Наружные трубопроводы» предлагает не просто компоненты, а комплексные, проверенные решения для строительства инженерных сетей. Для ознакомления с полным каталогом сертифицированного сварочного оборудования, полиэтиленовых труб и фитингов, соответствующих строгим стандартам качества, приглашаем вас посетить наш официальный сайт: https://setivspb.ru/?utm_source=dzen&utm_content=fabrcon.
#трубыдляводопровода #водопроводвдоме #подземныйгазопровод #наружныетрубопроводы #трубапнд