Так называют структуру работающую над формированием детали. Станок - Приспособление - Инструмент - Деталь. От качества звеньев которой зависит качество исполнения. Потому, чтобы исполнить как следует, надобно все звенья были как следует.
Зачем спид?
Система СПИД это упрощение, чтобы понимать: станок, приспособление, инструмент деталь составляют единое целое. Называется: размерная цепь.
Понимая в каком состоянии узлы цепи, понять получится деталь или нет, очень просто. Узнаем какие отклонения в каждом из узлов системы СПИД, складываем все данные.
Если что-то не так, находим слабое звено цепи, укрепляем чтобы было так и готово.
Как измеряют и считают СПИД?
Станок - все его детали, биение шпинделя, точность направляющих, состояние движущихся узлов и соостность задней бабки меряют и выясняют какую точность станок может соблюсти.
Приспособление - то что крепит деталь, люнет, зажимы, планшайба на сколько точно в них позиционируется деталь и как крепко держится.
Инструмент - например расточной резец 1000 мм длинной режет совсем не так как как мелкий писенышь 17 см. Это учитывают.
Деталь - мало того что надо знать её габариты, так и материал, качество поверхности, толщину стенок. Учитывают искажения исходной формы в процессе обработки. Тепловые деформации, влияние инструмента и воздействия сил резания....силы резания это скорость которая создает центробежную силу, вся мощь атомных связей разрываемых резцом, которая превращается в тепло стружки, надо учесть каждый из моментов...
Все параметры собирают и считают, на сколько то что имеется совпадает с тем что должно получиться. Если не подходит, надо выбрать другое оборудование.
Самые продвинутые отсчитывают суммарные отклонения системы просто моделируя процессы в 3D системах
Неандертальцы берут динанометр, измеряют как сильно отклоняются каждый из СПИДовых узлов, а потом считают с помощью логарифмической линейки, требухи козла и таблицы тагенсов.
Всякие дикари спрашивают у специалистов работающих на оборудовании: можно ли сделать у них то что нудно сделать или лучше не надо. Теперь подробности
Из чего состоит СПИД?
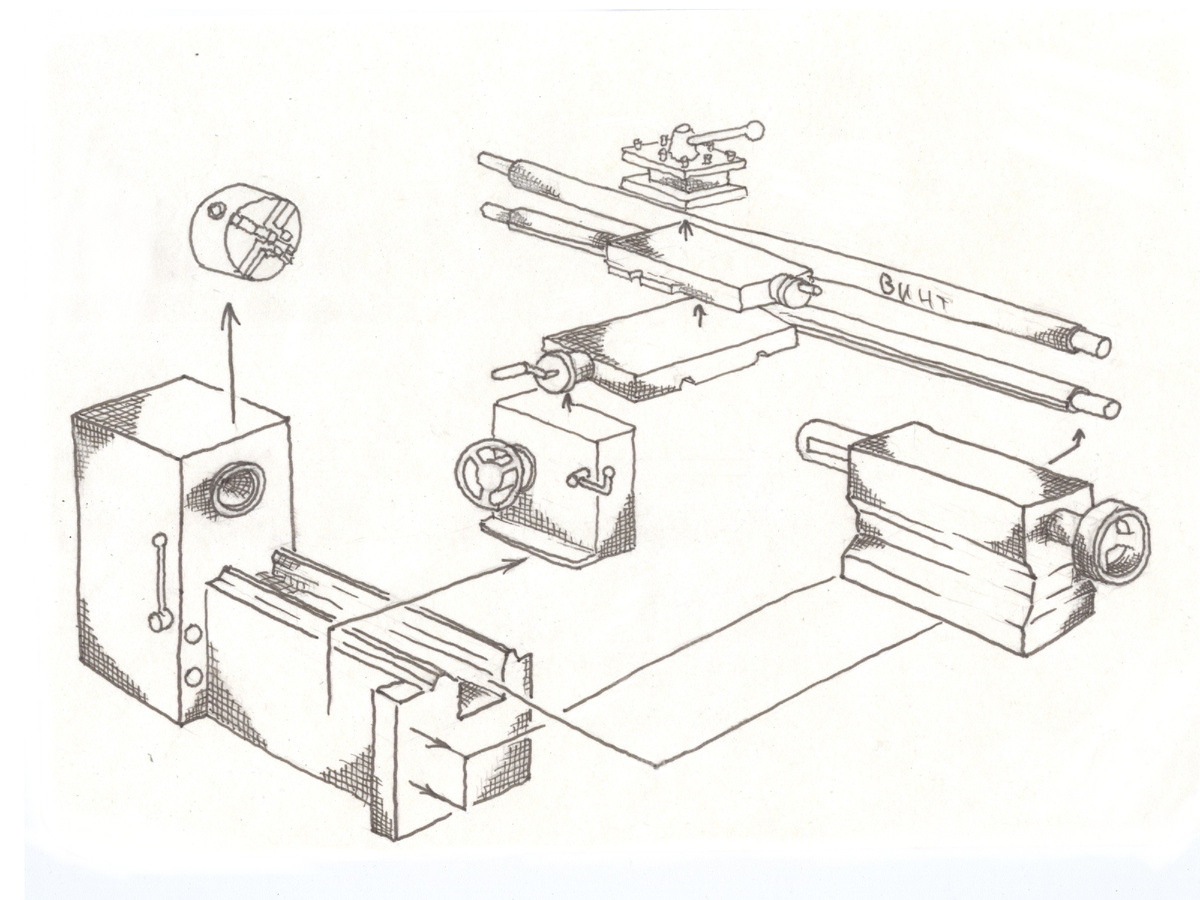
Станок
И все что на нем крутится. Станок единая система, стоящая на основании, основание жестко закреплено и стоит на опорах. Всякие дурни которые зачем то думают на 2 шага вперед, заливают основания бетоном, ставят антивибрационные опоры и используют более совершенные технологии, но самые прогрессивные технари, знают топовый метод: станок на старые резцы, на болтах из земли, лучше всего на старых, трухлявых пнях🔥
Основание проверить очень просто: если станок при работе дёргается на 0,05 мм, значит вал с биением 0,05 мм в нем вряд ли удастся сделать. Хотя это ужас, к такому лучше не подходить.
Устройство колеблющееся на 0,02 мм до работы не допускается.
Опоры не только гасят вибрации самого станка, но и не позволяют получать вибрации от соседних станков и от основания. Что особенно важно если вокруг работают всякие гидравлические молоты или метро ходит.
Колебания от работы двигателя станка в основном должны гаситься мощным основанием, но чем больше основание, тем оно дороже. Потому производители вычисляют минимальные габариты для того чтобы получить минимальный вес, который будет гасить колебания.
И тут конечно противоречие, тяжелый хорошо, но дорого, дорого никто не купить поэтому приходится крутится и делать и дешево и мощно🤷🏼♂️
Станочная часть СПИД включает направляющие, которые ходят друг по другу, винты, которые вращаются и сами создают колебания и патрон на токарном станке или шпиндель на фрезерном. Словом все узлы должны быть без зазоров больших муравьиной попки, с колебаниями гасящимися самой системой. Тогда СПИД станка будет на уровне.
Как наладить станок?
Казалось бы, если станок уже стоит, сложно с ним что-то сделать, ведь он уже есть и придется его использовать. Но есть масса вариантов:
Самый первый: как следует подбирать подачу и обороты, для этого надо понимать процессы в процессе кромсания металлов.
Содержать станок в порядке. Просто но крайне эффективно, с отложенным эффектом.
Хотя даже в моменте, самая мелка стружка попавшая меж направляющими и направляющими, создаст чрезвычайные сложности: направляющие поцарапаются, отожмутся друг от друга и вот на ровно месте брак. Нам же нужны хорошие детали, потому метём станок как следует.
Качественно укрепляют основание, что тоже целое искусство. Искусство к счастью строителей.
Все закрепить, например перед проходом фиксируют суппорт специальной гайкой
Учитывать температурные расширения, например шпиндель токарного станка меняет размеры на 0,02 мм из холодного в горячее состояние. Потому точные работы надо делать на разогретом токарном. Как предварительные ласки, чтобы как следует драть, сначала надо разогреть. Стоит покрутить станок часа 2-3. Но для оптимизации производства, почему бы на нем поточит что-нибудь ненужное. Или неточное.
Для каждого станка свои мероприятия. Смотрите паспорт.
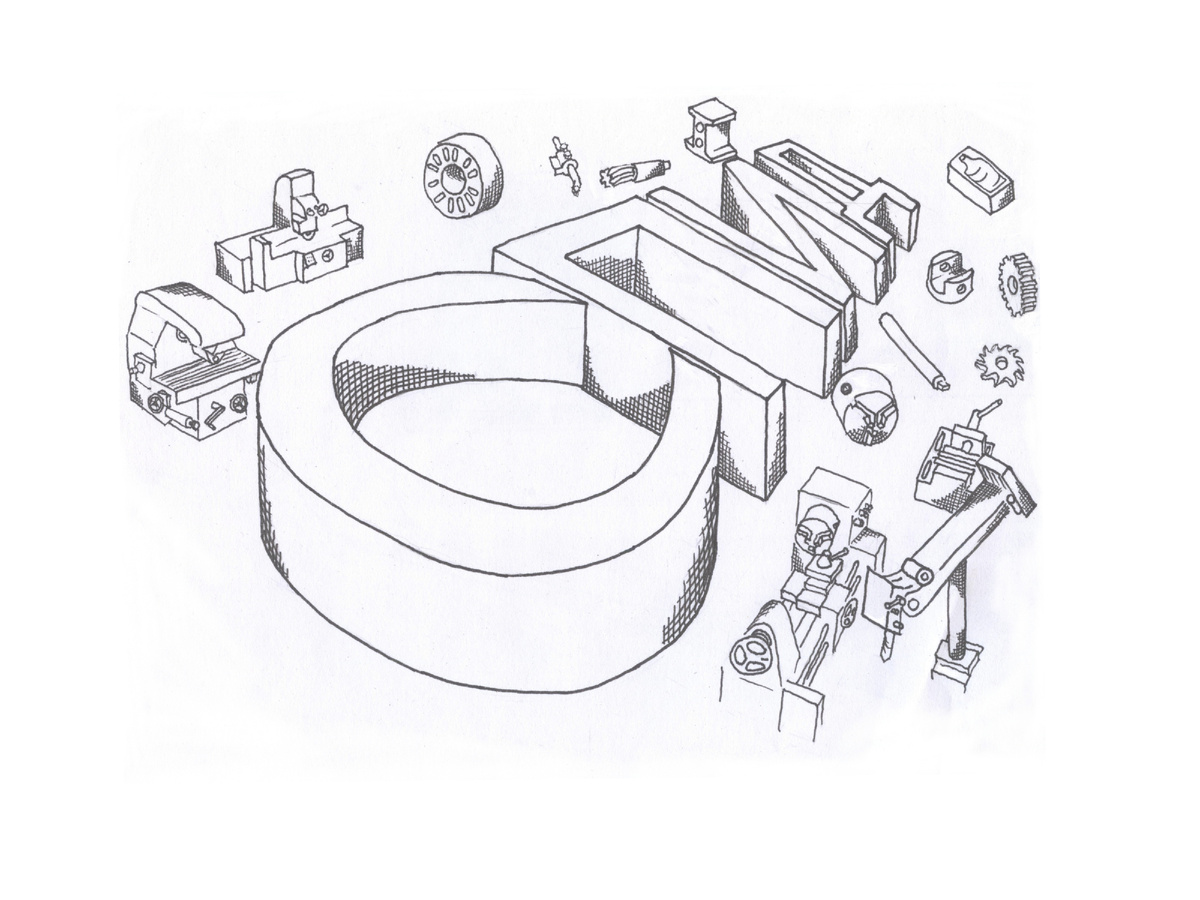
Приспособление
Не до конца понятно что это значит. Самое очевидное я подумал на фрезере приспособа, есть тиски, на токарном - патрон.
Но это же неотъемлемой часть станка. Может это патрон относят к пункту: станок?
Но точно задний центр это приспособление, как и люнет. Хотя скорее всего патрон приспособление, потому что обрабатывать можно без патрона, в центрах например. Не так важно.
Важно чтобы патрон, тиски и задний центр без изъянов прилегали к станку.
Например задний центр не должен колебаться, бить, если на нем стоит деталь и всего-то еще одна самая мелкая из стружек если залезет в конус Морзе, испортит всю геометрию вашей детали. Равно как и испорченный подшипник заднего центра сделает ваше биение неприемлемым. Кулачки люнета, лежащие на валу, должны скользить, не царапать и многое другое. Смотрите по ситуации
Как наладить приспособление?
Приспособления должны быть исправными, сопрягаться с станком идеально, потому лишний раз протирайте места соединения, особенно конусные.
И в основном приспособам нужен уход. Если сломанные, надо приспобы ремонтировать.
Инструмент
Совершенно точно фреза, сверло и резец - инструменты.
Мало того что резцы надо выставлять с минимально необходимым вылетом. Если вылет велик, делать поправку на сложность обработки. Уменьшая скорость резания. Как и на фрезу.
По этой же причине подкладки под резец не должны быть в множеством числе. Максимум мжм, или жмж. По технологии слишком много сопряжений, которые конечно же не идеальны, а значит в этом месте будет слабость системы и место куда придут вибрации, чтобы украсть ваш точность.
Как и сверло, не надо использовать слишком тонким и длинным, оно разворотит вашу дырку надежности. Лучше выбирать сверло мелкое, но крепкое.
Как налаживать инструмент,
Чтобы инструмент технологической системе служил подобающе, его точат, устанавливают как надо, резец по центру.
Ставят с минимальным вылетом, ведь кроме вибрации вылет это и тепловое расширение, например разогревшись резец удлиняется, на 0,02 мм, даже если вылетает из держателя на свое сечение.
Резец наделяют способностью отводить стружку быстро, не отираясь о деталь и поливают СОЖ, чтобы резание происходило с минимальным трением и теплом.
Деталь
Ради чего все затевалось. Отталкиваться надо от детали и в путевых предприятиях оборудование подбирают по ассортименту деталей. Используют средства максимальной специализации чтобы потом их автоматизировать и делать больше за меньшее время. Значит дешевле и значит больше денег, больше денег, больше возможностей, заказов и нового оборудования.
Еще говорят в параллельной вселенной прибылью делятся с теми кто делает детали, но по моему бред какой-то. Яхты сами себя не построют🤷🏼♂️
Как настраивают СПИД для детали?
Но если у вас есть деталь и некий станок, придется подгонять систему СПИД под нее. Всё поджать, все завернуть, затянуть люнеты, задние центры, фрезы, тиски и даже жидкости под нее подобрать.
Если казалось бы подобраны идеальные условия, деталь скинув свой верхний слой, не без помощи резца. Как человек с которого сняли одежду, сразу изменяет свойства😄
Появляется напряжение......условия изменяться. Потому что СПИД это динамическая система которую надо в моменте отслеживать и постоянно бдить.
В аналоговых станках следит за системой человек.
В ЧПУ корректируют параметры динамические стабилизаторы и другие штуки.
Деталь не надо зажимать что есть силы, иначе погнется и не видать вам детали
От материала детали и задачи в целом нужно подбирать режущий инструмент же, например для высокой скорости используют твёрдый сплав, для фасонной обработки с большим сечением на мелкой скорости, стоит взять быстрорез, потому что быстрорез делают мощными. А то есть материалы твёрже калёной стали, и их надо резать и также внимательно подбирать резаки по материалу.
Итого: СПИД это абстракция, качество детали конкретно, а потому стоит следить за конкретным оборудованием для конкретного качества. В следующих выпусках обсудим подробнее😎
Ставьте пальцы вверх, чтоб мне было радостнее писать еще, делитесь с кем-нибудь и подписывайтесь. Буду рассказывать всякое и всякое про машины обсудим
И вот еще отлично получилось написать про шабрение и разряды карусельшиков