За 3 минуты узнаете все способы как сделать больше за меньшее время
Написано на станке, но в целом эта инструкция как сделать производительность выше. Хоть на станке хоть без него. Но больше всего про токарный станок. Вам останется только вписать нужные вам операции и действия для вашей ситуации.
Начиная от самого простого, заканчивая самым дорогим
Упростить деталь
Бывает что деталь не сложная но имеет ненужные и излишние части.
Высокая шероховатость, фаски, которые ни для чего, углы и радиусы с излишней чистотой. Слишком точные размеры которые на самом деле будут приварены и никто их не увидит или поверхности которые закрасят и при этом их нужно полировать.
Так вот чтобы этого не делать или делать проще, просто обсудите детали изготовления деталей с руководством или технологом, а то и конструктором.
Хотя этот случай не стоит денег, от потребует больших затрат времени чтобы пробить нежелание людей работать. Или придется поработать вам чтобы изучить конкретный узел и его назначение. Однако результат может быть впечатляющим. А может и не быть.
Затраты: заставить поработать технологов
Отточить техпроцесс
Техпроцесс не в смысле та кипа бумаг с маршрутками всякими расчетами трудочасов. Но алгоритм действий что конкретно нужно сделать чтобы получить некую деталь.
Хороший техпроцесс как по мне, надо составлять только после обработки одной, двух деталей. Непосредственно специалистом. И уже после корректировать технологом.
До этого я видел техпроцессы которые делают исключительно технологи. Даже не выходя в цех и не видя в этом необходимости. Для чего вообще нужен этот техпроцесс? Чтобы был. Для чего нужны эти бумажки если от них нет пользы?
Техпроцесс без специалиста имеет место быть если в работе например новый материал. Который только разработали или впервые обрабатывают. Тогда да, о нем надо много сведений еще задолго до обработки. Но если это огромная кипа бумаг, составленная человеком который сделал все в теории. Это не техпроцесс а макулатура.
Главное: техпроцесс должен быть четким и грамотным, с последовательными операциями и установками.
Известное дело: гладко было на бумаге да забыли про овраги + составленный для конкретного оборудования и для конкретного имеющегося инструмента. Вот тогда это рабочий инструмент. И он очень сильно ускоряет работу. И больше того, техпроцесс в процессе в процессе работы скорее всего можно доработать и сделать еще эффективнее.
Затраты: рабочее время ответственных специалистов.
Изменить режимы резания
В целом это значит станок должен работать с полной загрузкой ресурса двигателя. Режимы должны максимально нагружать станок без ущерба качеству, целостности оборудования и специалиста. За телесную целостность специалиста отвечает инженер по охране труда.
Режимы резания определенно надо увеличивать до предела. Возможного на черновых операциях. На чистовых это гораздо сложнее, но тоже возможно.
Однако не стоит бездумно повышать скорость и подачу.
Если при этом пластина за 400 рублей будет разрушаться за один проход или вы будете точить резец каждый проход, то ваша эффективность полностью нивелируется затратами на новые пластины и вашей усталостью от точения резцов.
В режимах резания главное не увеличивать скорость вращения шпинделя, а уменьшения времени работы станка.
Кроме сокращения машинного времени. То есть станок меньше работает но делает больше. Правильные режимы резания нужны чтобы сделать стружку - стружкой скола. Когда ее очень просто убрать. В отличии от бесконечных спиралей и острых вьющихся лент. Так что грамотные режимы резания + экономия времени на уборке и объеме вывозимой стружки.
Затраты: подумать как лучше
Собирать документы заранее
Это скорее работа мастера, но может быть на вашей ответственности, если вы сможете написать в седалище мастеру чтобы он работал работу, а не груши околачивал.
Лучше всего чтобы у специалиста был план Б и ещё один план С. А в зависимости от специфики производства еще какой то план. Как минимум чтобы если одно задание закончено, можно было бы начать другое. Если вдруг оборудование вышло из строя, имелась бы возможность работать на другом, возможно с другими заданиями. Итд.
Согласно исследованиям, затраты на поиски документов и заготовок а также другие бумажные дела на производстве тратят 25% рабочего времени
Затраты: пинать в седалище мастера а может использовать дополнительную мотивацию чтобы планировали все заранее
Навести порядок и встроить инструменты по рангу
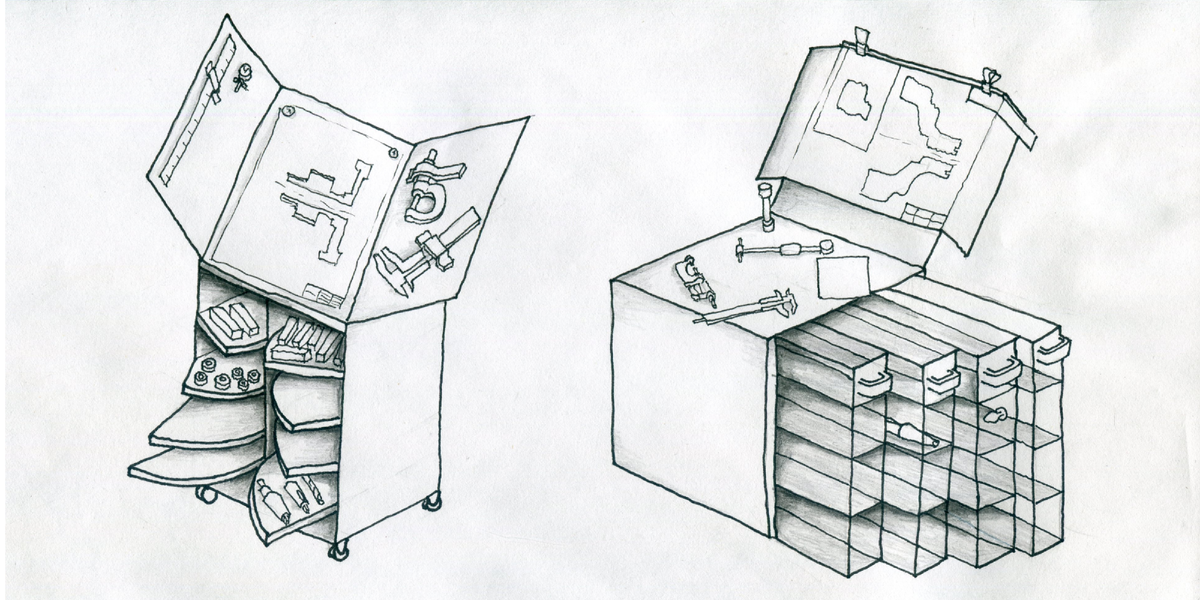
Поиск инструментов отнимает 3-5% времени специалиста. Может и гораздо больше если наименование деталей большое а станков со специалистами много. Потому чем больше производство, тем лучше должна быть система инструментоборота.
Инструмент это не только резцы и сверла.
Критически важно расположить инструмент в удобном порядке без шаговой доступности на малом станке. В идеале чтобы не сходя с места брать то что нужно. В таком случае вы сможете делать вещи не только быстро но и меньше устанет. А значит сможет сэкономить силы на любовниц или на переработку
Затраты: немного времени, в худшем случае инструментальный шкаф
Уменьшить количество брака
Хотя на мой взгляд брак неизбежен, ведь это следует из самой природы человека и сущности всей материальной реальности, которая не идеальна. А производство, как полностью созданная несовершенным человеком среда, не идеальна на один уровень выше.
И даже так можно уменьшить количество брака.
Это использование точных инструментов и оборудования для самых точных операций.
Обучение использования самым совершенными мерителями. И использование чистовых станков. И конечно надо сделать все чтобы возможность брака не ударила по производству. То есть не подорвали возможность сорвать сроки итд.
Затраты: эконом вариант, заставить мастера осваивать все методы, пускай потом обучает сотрудников в рабочее время
Специализация
Разные станки для разных деталей и в идеале разные специалисты для разных деталей увеличивают производительность до 37%
Можно использовать разные схемы, например: доверять ответственные, точные и сложные узлы только тем кто тебя зарекомендовал, то есть самым лучшим специалистам. Не ответственные узлы пускай делают не отвественные специалисты.
Или такое: самые ответственные и скорее всего высокооплачиваемые специалисты делают чистовые работы, безответственные черновые. На черновых работах можно больше ошибаться.
Так у безответственных будет желание получить большую оплату, а значит и более точные детали делать лучше.
Схема кроме увеличения производительности в целом, увеличивает мотивацию сотрудников к обучению.
Затраты: немного подумать какие станки для чего подходят
Использование приспособлений и отправок
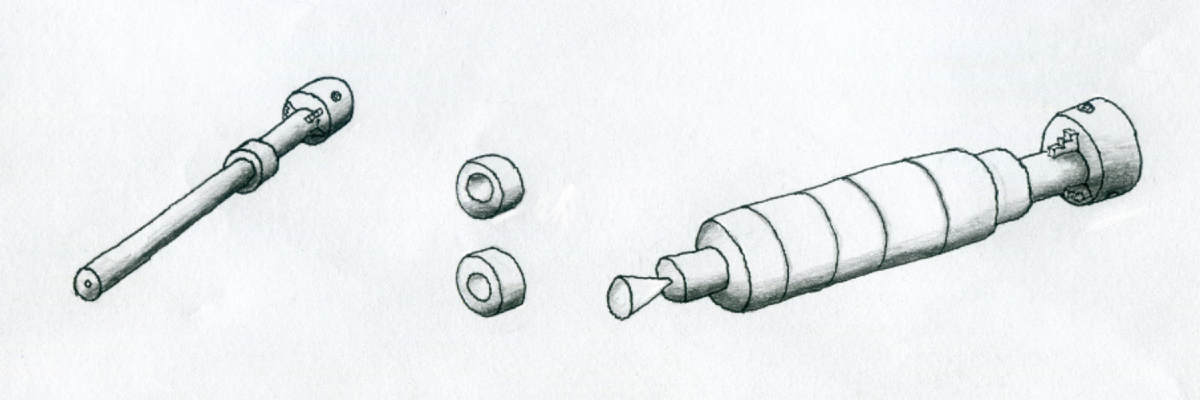
Приспособления
Бесчисленная прорва всяких устройств. Самый простой пример: для обточки колец. Если нужно много колец с точными размерами, чтобы не устанавливать каждое в патрон, надо много расточить в размер и насадить все на оправку, проточив разом штук 10 по одному размеру.
Ясное дело вам придется точнее точить внутренний диаметр. В любом случае приспособления увеличивают скорость. Вам останется только выбрать или придумать приспособу.
Еще очень простая схема: для обработки например корпусов. Если нужно соблюсти соосность, корпус просто натягивают на оправку, тем самым экономя время на вторую установку.
Резцы комбинированные
Например для нескольких резцов сразу. Чтобы за раз прорезать несколько канавок.
Сюда же отнести комбинированные резцы, для проточки наружной поверхности и зарезьбовых канавок хоть для наружной, хоть для внутренней резьбы
Затраты: использовать всякое барахло и сварить все что нужно. И конечно подумать. Для этого нужны хорошо мотивированные специалисты.
Использовать качественный инструмент и оборудование
Один только точный станок повышает количество точных деталей как минимум на 50%. Конкретно не придется проходить 2 раза по одному и тому же месту и легко снимать сотые доли миллиметра там где это нужно.
При этом просто новые инструменты не могут дать ощутимого прироста производительности если сотрудники не обучены и не заинтересованы работать хорошо.
Затраты: большие.
ЧПУ
Очень много можно сделать на ЧПУ но не все. Но то что можно надо делать на нем.
ЧПУ требует настройки и хорошего специалиста, а ещё программиста и наладчика, но при изготовлении больших и средний партий, ЧПУ незаменимый инструмент который будет работать круглосуточно. Если у вас есть кому на нем работать.
Затраты: ЧПУ И сотрудники для него
Список будет дополняться и уточняться. Пишите свои предложения особенно о техпроцессах, оправках и комбинированных резцах. И обо всем остальном😄
Я в свою очередь скоро напишу подробнее обо всем что написал выше. Задавайте вопросы, возможно не все понятно.
Ставьте пальцы вверх и подписывайтесь, я буду знать что вам интересно. А еще мне будет приятно