Полиэтиленовые трубы низкого давления (ПНД) применяются в системах холодного водоснабжения, напорной канализации, дренажа и газоснабжения. Их популярность объясняется высокой химической стойкостью, антикоррозийностью, долговечностью (до 50 лет) и простотой монтажа. Однако это работает только при соблюдении технологии. Нарушения при монтаже ведут к серьёзным последствиям: от утечек и гидроударов до разрушения трубопровода и полной замены участка. Ниже разберём 7 распространённых ошибок, их последствия и методы профилактики.

1. Неправильный подбор фитингов и соединений
Использование несертифицированной арматуры, неправильный подбор по SDR (толщина стенки), попытки соединения ПНД труб с металлическими трубами без компенсаторов.
Технические последствия:
- Разгерметизация на переходах;
- Неравномерное распределение давления;
- Локальные напряжения, приводящие к микротрещинам.
Техническое решение:
- Подбирать фитинги по ГОСТ 32415-2013;
- Не допускать резьбовых соединений в подземной прокладке;
- Для переходов на металл — использовать фланцевые соединения с прокладками из EPDM.
2. Нарушение технологии сварки ПНД-труб: ключевые риски и параметры
При монтаже ПНД-труб широко применяются два метода сварки: стыковая сварка (встык) и электросварка (муфтовая). Оба метода требуют строгого соблюдения технологических режимов, иначе прочность соединения резко снижается.
Основные ошибки:
- Неподготовленные торцы — отсутствие зачистки, неправильная геометрия (неровная или под углом);
- Загрязнённые поверхности — пыль, влага, масляные плёнки мешают формированию надёжного молекулярного шва;
- Нарушение температурного режима — недогрев (плохо проваривается) или перегрев (структурная деградация);
- Слишком короткая или чрезмерная выдержка времени оплавления и охлаждения;
- Ручная сварка без стабилизации давления и температуры.
Физика процесса (стыковая сварка):
- Оплавление торцов:
Торцы двух труб прижимаются к нагревательному элементу, температура которого ≈220–230 °C. - Снятие нагревателя и сварка:
Трубы сводятся под давлением для сплавления молекулярной решётки. - Выдержка:
До полного остывания соединения под удерживающим давлением.
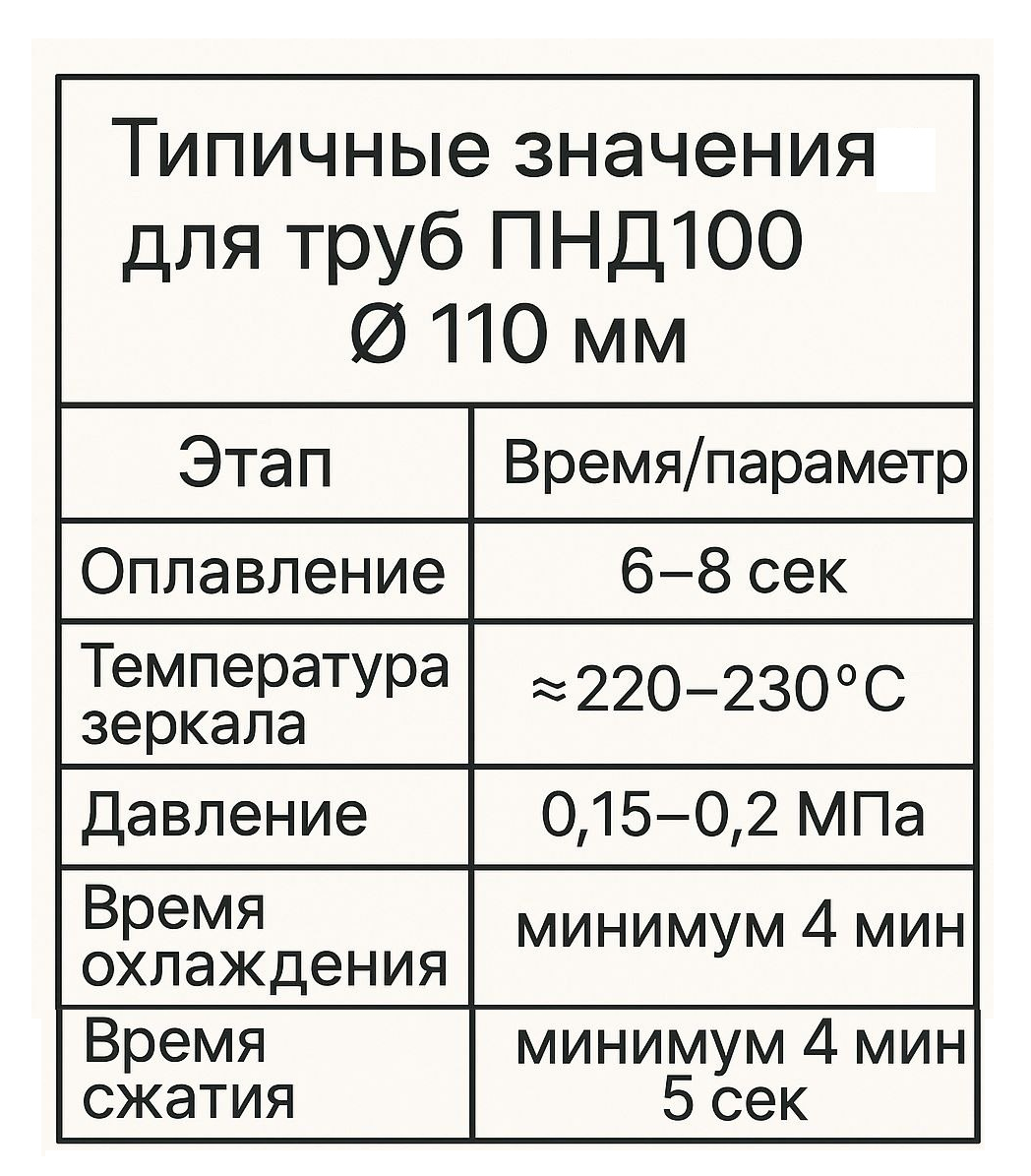
Типичные значения для трубы ПНД100, Ø110 мм:
(Значения могут варьироваться в зависимости от SDR и стандарта трубы)
Последствия нарушений:
- Холодный шов — при недогреве и загрязнении: быстрое разрушение соединения;
- Пережжённый стык — перегрев снижает прочность на разрыв;
- Отсутствие бурта или его деформация — признак плохого сжатия;
- Несовпадение осей труб — создает внутренние напряжения;
- Скрытые дефекты, не проходящие испытания давлением.
Решения и рекомендации:
- Использовать автоматические сварочные аппараты с контролем температуры и давления;
- Обязательная механическая зачистка торцов (стружка);
- Работы проводить в навесе или палатке, особенно при температуре < +5 °C;
- Выполнять визуальный контроль: правильный бурт — ключевой признак качественного шва;
- При электросварке — строго соблюдать паспортные параметры муфты (время, напряжение, ток)
3. Отсутствие температурной компенсации
ПНД имеет высокий коэффициент линейного расширения (α ≈ 0,15 мм/м·°С). При повышении температуры на 30 °С труба длиной 50 м удлиняется на 0,15 × 50 × 30 = 225 мм — почти четверть метра!
Типичная ошибка:
Монтаж жёстко закреплённого трубопровода без П-образных или Г-образных компенсаторов на открытых участках.
Результат:
- Смещение труб из фитингов;
- Разрыв сварных соединений;
- Деформация трассы.
Инженерные решения:
- Проектировать температурные петли на каждые 25–40 м;
- В закрытых системах использовать скользящие опоры;
- Предусматривать деформационные зазоры в колодцах.
4. Нарушения при прокладке в траншее
Основные ошибки:
- Укладка на неровное основание;
- Засыпка острым или крупнофракционным материалом;
- Отсутствие подушки и обсыпки.
Нормативное основание:
Согласно СП 40-102-2000, ПНД трубы следует укладывать:
- На уплотнённую песчаную подушку (≥ 10 см);
- Засыпать мелкозернистым песком/грунтом без камней на 30 см выше верха трубы;
- Глубина залегания — минимум на 0,5 м ниже уровня промерзания.
Последствия:
- Механические повреждения;
- Воздействие нагрузок от подвижек грунта и транспорта;
- Провисание трубы на неровностях.
5. Отсутствие или ошибочный гидравлический расчёт
Типичная ситуация:
Проект выполняется "на глаз" — труба выбирается по опыту или остатку на складе, без учёта длины трассы, перепада высот и требуемого давления.
Последствия:
- Перерасход энергии насосов;
- Недостаточное давление в точках водоразбора;
- Акустические шумы, кавитация.
Вывод:
Обязательно выполнять гидравлический расчёт или использовать онлайн-калькуляторы и таблицы соответствия расхода и диаметра.
Формула расчёта потерь давления (по Дарси-Вейсбаху):
h = (λ × L × v²) / (2 × g × d)
где:
λ — коэффициент трения (≈ 0,015 для ПНД);
L — длина трубопровода, м;
v — скорость потока, м/с;
d — внутренний диаметр, м;
g — ускорение свободного падения.
6. Монтаж при низких температурах без соблюдения норм
Монтаж трубопровода при температуре ниже -10 °С без предварительного прогрева и без использования тентов или тепловых пушек.
Проблема: ПНД при -20 °С становится менее эластичным, что увеличивает риск хрупкого разрушения при изгибе или сварке.
Рекомендация:
- При температуре ниже -5 °С необходимо хранить трубы в тепле;
- Прогревать сварочные участки до +10…+15 °С;
- Применять гибкие греющие ленты в зоне монтажа.
7. Недостаточное внимание к уклонам, воздушным пробкам и сливу воды
Уклон трассы не предусмотрен; нет кранов для выпуска воздуха и слива воды.
Последствие:
- Воздушные пробки — причина сбоев в подаче;
- Замерзание воды при отключении системы;
- Повышенное давление и вибрация в магистрали.
Решение:
- Проектировать уклоны 1–3% на каждый 10 м;
- Устанавливать воздухоотводчики в высоких точках;
- Устанавливать дренажные краны в нижних точках.
Заключение:
Правильный монтаж ПНД труб требует инженерного подхода и знания нормативных документов. Большинство аварий происходят не из-за труб, а из-за ошибок при проектировании и установке. В МИРТРУБПЛАСТ мы поставляем не просто продукцию — мы поставляем решения: от выбора трубы до расчётов и консультаций на объекте.
Связаться с нами:
ООО "МИРТРУБПЛАСТ"
Официальный сайт: mirtrub.ru
E-mail: opt@mirtrub.ru
Телефон: +8 (800) 555-45-67
Адрес центрального офиса: 420087,Россия,Республика Татарстан, Казань, Родины, 10
Мы в соцсетях:
ВКонтакте: МТП Группа заводов МИРТРУБПЛАСТ
Telegram: МИРТРУБПЛАСТ | Официальный канал