G-код - это язык, используемый для программирования станков с ЧПУ.
Регламентирован стандартом ISO 6983-1:1982, стандартом ГОСТ 20999-83. В технической литературе Советского Союза G-код именуется, как код ИСО 7-бит (ISO 7-bit).
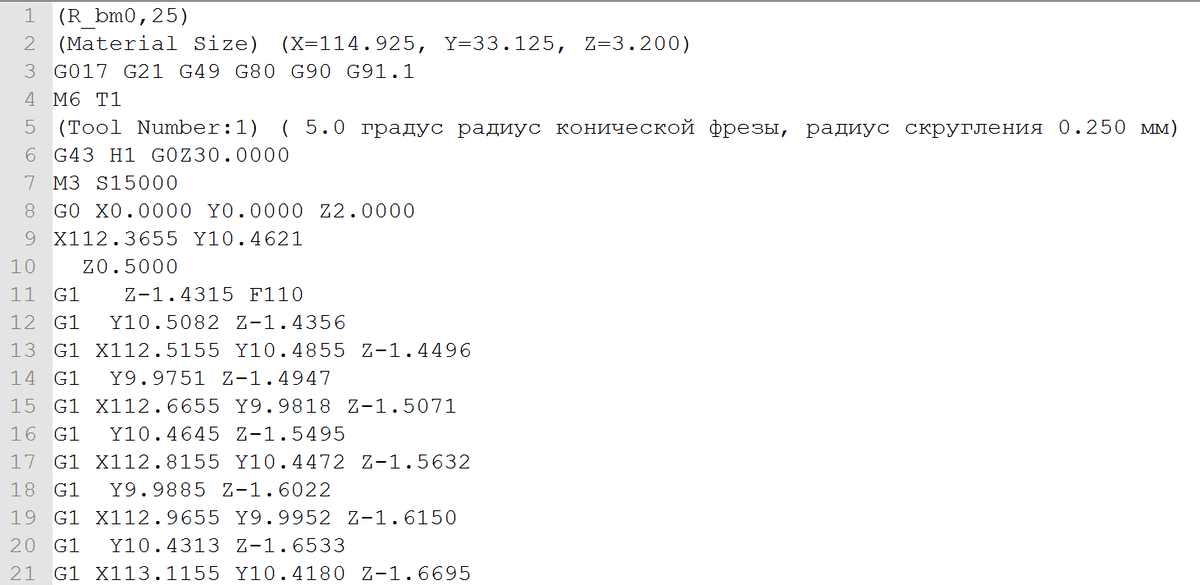
Программа, написанная с помощью G-кода, имеет жёсткую структуру:
🔻 текст управляющей программы представляет собой совокупность кадров — группы, состоящей из одной или более команд.
🔻 каждый кадр - последовательность слов (адресов): буквенного кода, математического знака (+/-) и следующего за ним числового значения (оно может быть положительным, отрицательным, целым или дробным).
Основные блоки управляющей программы (УП):
❗ УП начинается с символа «начало программы». Он передает системе ЧПУ сигнал о начале выполнения УП. Кадр с символом «начало программы» не нумеруется.
❗текст УП должен содержать геометрические, технологические и вспомогательные данные, которые необходимы для выполнения заданной обработки.
❗ если УП нужно добавить обозначение, его размещают в кадре с символом «начало программы» сразу за символом.
❗если необходим комментарий, его вставляют перед символом «начало программы».
❗ УП должна заканчиваться символом «конец программы», сообщающим системе ЧПУ об окончании выполнения УП.
Ну, и в заключении, немного о командах, использующихся в g-коде:
🔸 G-команды делятся на основные и подготовительные. Они отвечают за определение линейной или круговой скорости и направления движения рабочих инструментов. Так же они регламентируют расточку отверстий и нарезание резьбы, и управляют особенностями дополнительной аппаратуры.
🔸 М-команды – вспомогательные (технологические). Они дополняют основные команды, упрощают выполнение алгоритма. На практике они отвечают за смену лезвий, сверл (или других органов), а также за вызов и завершение подпрограмм.
Кроме того имеются:
🔸 S-команды - отвечают за специфику основного движения.
🔸 F-команды - определяют характер подачи.
🔸 D, H, T - выражают основные параметры навесных элементов.
Начинающему программисту ЧПУ необходимо изучить структуру УП, научиться разбираться в разнообразии имеющихся символов. А вот навык построчного чтения текста УП будет преимуществом для оператора, т.к. это необходимо для контроля выполнения технологических операций.