На многих станках требуются такие решения задач, как измерение длины или фиксация положения исполнительного органа. Чаще всего ставят такой датчик, как инкрементальный энкодер. В этой статье рассмотрим подключение энкодера к ПЛК и написание программы.
Схема подключения энкодера к ПЛК
Приветствую уважаемые читатели блога KIPIAPLC. В этой статье мы рассмотрим типовую задачу измерения длины. Часто требуется в прокатных станках, термовакуумных станках, и на различном оборудовании, где точно измеряют длину детали.
Рассмотрим схему подключения и напишем управляющую программу.
Для примера я использовал энкодер Delta ES и программируемый контроллер AH от Optimus drive. Принцип работы и написание программы примерно одинаков и в Mitsubishi и в Delta.
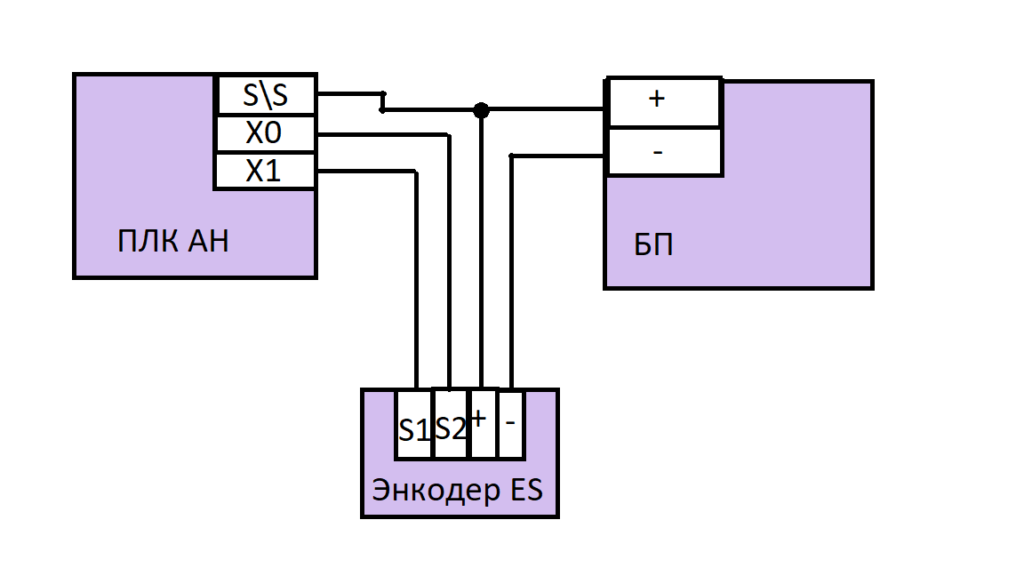
В моём случае был энкодер с выходом npn (-). Чаще всего применяют энкодер на 24 В с выходом Push-pull, то есть работает и на + и на -.
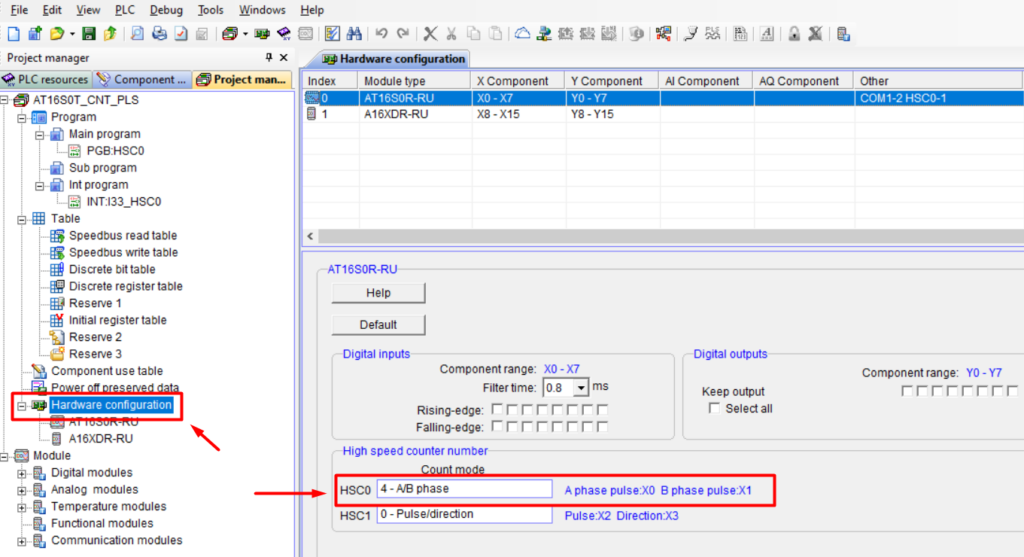
В ПЛК с быстрыми входами в конфигураторе ставится значение быстрых входов, нужно указать явно, что вы используете быстрые входы, для этого мы указываем сразу пару X0 и X1.
Открываем ПО PLCSoft, и ставим галочки.
Программная часть ПЛК
Для работы с быстрыми входами есть специальная инструкция, она называется HSC.
С помощью реле SM2 присваивается значение 5000 на регистр V1000, таким образом мы задаем количество импульсов, которое нужно посчитать.
Когда мы крутим вал энкодера эта функция считывает фактическое значение, после достижения уставки срабатывает промежуточные контакт реле M19.
Сброс счётчика осуществляется с помощью функции HCWR, замыкая контакт М20 импульсом.
SM2 это системное реле, которое зарезервировано в системе ПЛК. Оно замыкается разово после подачи питания на ПЛК.
Если задержки по сбросу недопустимы (чтобы избежать погрешностей). Для этого применяется функция прерывания interrupt i33. Тогда счётчик будет сбрасываться сразу же, как закончил счёт.
На этом я заканчиваю, надеюсь статья для вас полезна, если есть вопросы, пишите в комментариях.
С уважением, Гридин Семен