В условиях современного производства на первый план выдвигается проблема создания гибких производственных систем, предназначенных, в первую очередь, для автоматизации единичного и серийного производств, доля которых достигает 80 %.
Основой организационной структуры ГПС является гибкий производственный модуль (ГПМ), представляющий собой единицу технологического оборудования для производства изделий произвольной номенклатуры в установленных пределах значений их характеристик.
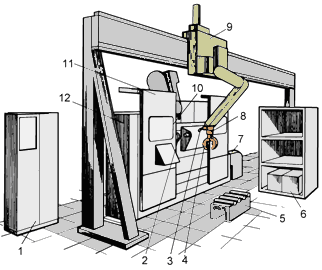
На рис. 11. показана структура РТК на базе токарного станка. Комплекс состоит из токарного станка 12, оснащенного автоматическими зажимными и базирующими приспособлениями 2 и устройством 10 для автоматической смены инструмента, ПР 9 с устройством для автоматической смены захватного устройства 4 и устройством 3 для очистки базовых поверхностей обрабатываемых заготовок, а также системы управления 1 ПР и станком. Заготовки располагаются в ячейках 6 автоматизированного склада и в ориентирующих магазинах 5. В токарном станке предусмотрены ограждение 11 рабочей зоны и конвейер 7 для удаления стружки.
При этом технологическое оборудование должно быть оснащено программным управлением, автоматически выполнять все функции, связанные с изготовлением изделий, и иметь возможность встраивания в ГПС.
В свою очередь, роботизированный технологический комплекс (РТК) представляет собой совокупность единицы технологического оборудования, промышленного робота (ПР) и средств оснащения, автономно функционирующих и осуществляющих многократные циклы. РТК, предназначенные для работы в ГПС, должны иметь автоматизированную переналадку и возможность встраивания в систему.
Общую структуру РТК можно представить в виде пяти основных систем:
- основного технологического оборудования;
- межоперационного транспортирования и складирования;
- манипулирования;
- измерения и контроля;
- удаления технологических отходов.
Применительно к РТК механической обработки указанные системы должны отвечать ряду требований.