Вторая статья цикла про литье чугунной артиллерии в Англии, начиная с 1543 года и примерно до 1760 года. В первой статье был краткий обзор, как все это происходило с политической и венной точек зрения, в этой статье — как все было устроено технически. Напомню — дело происходит в Уилде (Вилде, Weald), к югу от Темзы и Лондона, между меловыми хребтами Норт и Саут-Даунс. На территориях в основном Суссекса (Сассекса) и, в меньшей степени, Кента и Суррея.
Для литья чугунных пушек нужен чугун. Для чугуна нужны домны. Для домен нужна руда, топливо и вода для привода мехов, время паровых машин еще не пришло. Итак, начнем с ресурсов.
Для литья пушек нужны:
Руда
Хотя по современным меркам, руды в Уилде недостаточно для коммерческой эксплуатации, ее хватало для производства железа и до римского завоевания, и римлянам, и саксам, и норманнам. Хватило ее и на примерно 300 лет активного производства чугуна и железа, среди которых литье пушек было далеко не главным.
Основные железные руды здесь — сидерит, точнее, сферосидерит в смеси с лимонитом там, где сидерит достаточно окислился.
Залегает он сравнительно неглубоко - 1-3 метра, и добывали его вплоть до 18 века открытым способом, просто из ям. Для карьеров тут недостаточно толстые пласты, да и распределение руды весьма неравномерное. И еще со средних веков получивший право на добычу руды должен был закапывать за собой эти ямы.
Топливо
А именно, древесный уголь. Его наличие обеспечивалось непривычным для большинства жителей России методам — порослевым лесовосстановлением, точнее восстановлением за счет пневой поросли. Или, как выражаются проще, сажанием на пень. То есть, рощи регулярно срубались, но не подчистую. Часть пород деревьев дает достаточно бурную поросль из пней, которая, в свою очередь, через 7-20 лет в зависимости от породы дерева снова срубалась.
В силу специфики английского лесопользования, землю можно было арендовать под вырубку для получения деловой древесины, при этом сучья и верхушки оставались в пользу хозяина или других арендаторов, под использование этих сучьев и верхушек, под рубку дров, но только с посаженых на пень деревьев, при этом нельзя было трогать большие деревья. Плюс ограничения по породам и возрастам деревьев. И это не считая отдельных прав на сбор топлива для местных жителей.
Здесь есть часто пропускаемый момент — для домен оптимален древесный уголь именно из молодых деревьев. Он прочнее и меньше крошится — значит, можно выше засыпать домну и обеспечить в ней единовременно большее количество чугуна. Это, кстати, одна из причин последующей победы кокса — он еще прочнее. Оттого периодически возникали судебные разбирательства между металлургами и например, стекольщиками, которым, наоборот, был нужен более крупный древесный уголь - а деревья не успевали дорастать.
Система уравновесилась где-то за сто лет, леса и древесного угля стало хватать всем, но по мере развития промышленности за 16 век уголь подорожал вчетверо, и еще примерно вчетверо — за 17 век.
Жгли уголь в кучах, иногда, где-то с начала 18 века - в печах, но распространенной практикой это не стало.
Вода
Вот с ней в Уилде были проблемы. Большинство речек — мелкие, со сравнительно небольшим расходом воды. Строить продольные отводы в заводские пруды, как принято в той же Шотландии, было бы недостаточно в большинстве мест — приходилось перегораживать долины с ручьями и речушками поперек из края в край. И то, в неудачные годы воды не хватало для работы мехов домн, и, хватаясь за сердце и кошелек, промышленники нанимали рабочих крутить колеса, прыгая по ним. А что оставалось делать, если горит военный заказ.
Черное — горы железного шлака. Они действительно были так велики, что их активно использовали для укрепления плотин, и в ряде старых прудов объем шлаков примерно равен исходному объему тела плотны. А то и превосходит.
И наконец, для литья пушек нужны
Домны, сверла и мастера
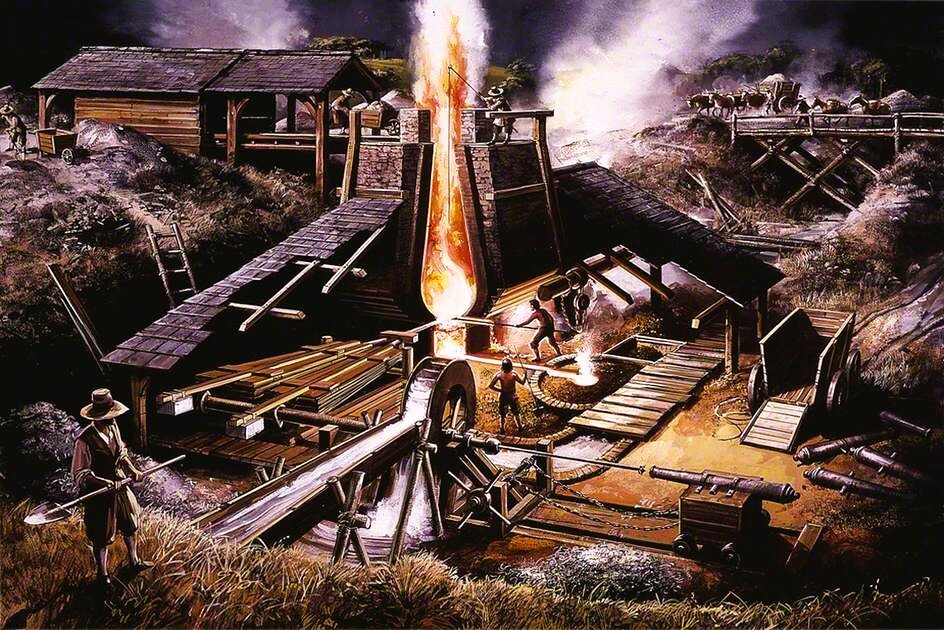
Домны появились в Англии сравнительно поздно, в начале 16 века. В их организации принимали активное участие мастера из Валлонии, оттого более чем уместно проиллюстрировать этот раздел картиной фламандского живописца. Тем более, абсолютно точно отражающей особенности производства. В центре изображена собственно домна, слева — кричная печь и кузница, где из чугуна производится сварочное железо или сталь. Именно с этой целью и строились первые домны в Уилде, до литья чугуна дело дошло еще нескоро.
Производством чугуна для переделки в железо занималось от 90% домн в Уилде в 16 веке, до 60% домн в начале 18 века. С середины 17 века производство стало сворачиваться из-за сильной конкуренции со стороны Центральной Англии, позже и Шотландии.
Картина точна в деталях — узкое водяное колесо (30-50, в редких случаях до 70 сантиметров по археологическим данным) приводит в движение меха, видимые в проем. Влево отводится шлак, расплавленный чугун заполнил изложницу, образуя "свинью" (sow, отсюда и "чушка чугуна"). Еще одну, уже остывшую, несут на весы, ближе к нам сложены, очевидно, уже взвешенные.
Изначально, если получался перелив в свинью-saw, рядом срочно выкапывали меньшие ямки для поросят-pigs. Позже отсюда пошло pig-iron, но в документах чугун еще долго фигурирует как "crude iron in sows". Сварочное же железо шло как "wrought iron in bars", в брусьях, или, как говорили на Руси, в "досках".
Археологические находки вполне подтверждают такую картину, единственное принципиальное отличие - в случае литья пушек рядом с домной вместо изложниц для чугуна будет глубокий колодец для литейной формы.
А вот так такой колодец выглядит в реальности:
Глубина этого колодца - 4.5 метра. В нем был найден сохранившийся деревянный стол для установки литейных форм и регулировки глубины колодца под формы разного размера.
И сам стол в колодце и снаружи.
О высоте домен можно судить только по письменным источникам, поскольку ни одна не сохранилась выше фундамента. Составляла она от 4-5 метров для домен 16 века до 8-8.5 метров для 18 века.
Пока высота домн была невелика, порой приходилось строить две домны рядом для отливки крупных орудий одновременно из двух домн. Примерно к середине 17 века такая практика была прекращена, а размеры и вес отливаемых орудий все повышался - а значит, высота домн росла. При этом отливка 24 и 36 фунтовых орудий была уже обычным делом, были и пробные партии пушек (не мортир!) с калибром более 40 фунтов.
Все же вместе собирается примерно в такую картину:
Здесь мы видим собственно домну в разрезе. Стоит обратить внимание на массивный столб, от которого видна только нижняя часть. Внешний угол домны поддерживал две арки, через которые производилось дутье и литье, от его прочности зависела устойчивость всей домны, оттого выполнялся он куда массивней остальных трех углов домны, обычно сильно выступая за плоскости стен. Также прочность домны поддерживала массивная обвязка из деревянных брусьев.
Справа от домны — меха и их привод. Слева — колодец для орудий, понижение рядом с ним отвечает конструкции большинства раскопанных домн. Так проще извлекать форму с отлитым орудием. Рядом с ним отлитое орудие с прибылью — избытком чугуна, необходимым для качественной отливки. Англичане говорят - с головой, head. Одно такое орудие, бракованное, было уложено в основание домны и найденов о время раскопок.
Выше и левее от домны показан процесс изготовления глиняных форм для орудий, что можно считать и художественной вольностью — далеко не факт, что формы изготавливались в том же помещении.
И наконец, отлитое орудие с отпиленной "головой" требуется просверлить. Орудия, кроме отлитых по привилегии принца Руперта в 1660х годах и позднее, отливались пустотелыми, с заготовленным каналом ствола, который требовалось только расширить. Сверление шло с приводом от водяного колеса, горизонтальным буром.
Одни такой бур удалось найти и исследовать.
Размеры и конструкция бура на прорисовке.
Тело бура было изготовлено из сварочного железа. Также был исследован один зуб, имевший сварную конструкцию. Основная масса была из сварочного железа, твердостью около 170 HV1. На него была наварена режущая кромка из стали, с твердостью в диапазоне 326-713 HV1, структура неравномерная, мартенсит закалки и троостит. По мнению исследователя — перегрев и неудачная закалка в воде, так как распределение структур случайно.
А еще считалось необходимым, чтобы перед литьем пушек домна была в компании, то есть непрерывно работала, не менее месяца. Только тогда получался лучший металл. Металл начала компании шел на переделку в железо, на отливку ядер, позже — на задники для каминов, надгробные плиты, другие подобные неответственные отливки.
И наконец, для всего этого нужны люди. Откуда они взялись? Как было сказано в начале части, первые мастера-доменщики были иммигрантами из Валлонии или других франкоговорящих регионов. Местные жители стремительно перенимали знания, во время отливки первых орудий в 1543 году главным мастером числился англичанин. Но при этом 6 его помощников носили французские (фламандские) фамилии. К концу 16 века мастерами были уже англичане.
В итоге орудия надо продать.
Покупателем могло выступать правительство. В этом случае орудия осматривались, взвешивались и пробовались стрельбой с двойным зарядом сначала в Тауэре, затем в Вулвиче, после переезда арсенала. При успешной приемке орудия метились и вносились в специальные книги. Теперь, по записям точного веса, иногда удается опознать орудия, поднятые со дна моря.
Как пример — выловленное голландским рыболовным судном в 1984 году орудие. Опознано по меткам и весу как отлитое в 1652 году Томасом Фоли и Джорджем Брауном (это промышленники, а не мастера), установленное на судно "Оук", ранее захваченное у голландцев и несшее 32 орудия, и затонувшее в сражении при Схевенингене, последнем морском сражении Первой Англо-Голландской войны 10 августа 1653 года. Находится в Порт-Нельсон.
Орудия могли сдаваться обладателям монопольных привилегий или специальных лицензий, до второй трети 17 века.
Орудия могли заказывать компании типа Ост-Индской, в этом случае приемку осуществляли их артиллеристы.
Орудия, в том числе не прошедшие военную приемку, могли продаваться на торговые суда. Сначала по разрешениям короны (Тайного совета), позже через специально устроенный в Лондоне рынок.
Стоимость орудий при государственной закупке составляла 10-11 фунтов длинную тонну в середине 16 века, около 18 фунтов в середине 17 за "грубый металл", 26-30 фунтов в то же время за "очищенный металл", 13-17 фунтов в 18 веке, в зависимости от калибра орудий. Цены упали в более спокойные времена. И так продолжалось, пока в 1764 году завод "Кэррон" в Шотландии не предложил на несколько фунтов меньше.
Основные источники: "Железная индустрия Уилда" Клир и Кроссли, 1995; "Железная индустрия Уилда" Ходжкинсон, 2008; "Конструкция домен Уилда" Хаутон, 2006; материалы и публикации "Группы исследований железа Уилда", в том числе графические реконструкции М. Кодда и Р. Г. Хаутона.
Предыдущая статья:
Другие статьи:
Список статей о технологиях железа и стали на канале:
Подписка, комментарий, лайк или репост помогут развитию канала! Спасибо!