Производственный и технологический процессы характеризуются наличием целенаправленных потоков предметов: исходных материалов, заготовок, деталей, сборочных единиц, вспомогательных материалов, режущих инструментов, приспособлений, технологической оснастки, отходов производства. Заготовки перемещаются в соответствии с предписанным технологическим маршрутом, образуя потоки.
Для изготовления деталей необходим инструмент, который должен быть собран, настроен на требуемый размер или измерен и в нужный момент доставлен на определенный станок. После выработки инструментом определенного периода стойкости режущий инструмент должен быть снят со станка и отправлен в отделение повторной заточки, где инструмент разбирают, повторно затачивают, снова собирают и отправляют на склад.
В производственном процессе, таким образом, заготовки, изделия, инструменты, приспособления, вспомогательные материалы, отходы производства периодически перемещаются каждый по своему маршруту через технологическое оборудование, транспортные устройства, склады и накопители, через различные производственные участки и отделения (рис. 1.2).
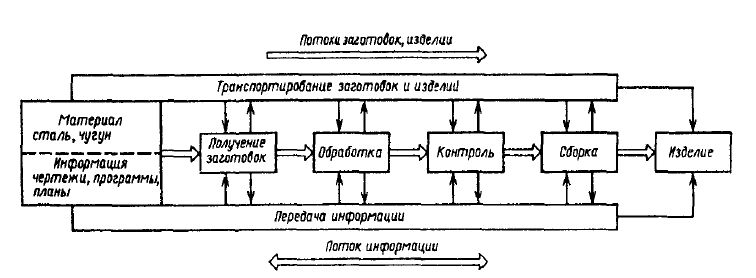
Для организации и управления предметными потоками в производстве необходима различная информация о следующем: наличии необходимых заготовок и материалов, начале и окончании обработки конкретной заготовки на конкретном станке, достигаемой точности размеров, запасе стойкости режущих инструментов и расходовании этих запасов, необходимой последовательности обработки, режимах обработки, траектории движения режущего инструмента и многих других параметрах производственного процесса. Информация может быть представлена в различных видах и отображена на различных носителях. Информация о детали, подлежащей изготовлению, обычно представляется в виде чертежа. Технологическая информация представляется в виде текстовых документов и технологических эскизов. Чертежи, эскизы, текстовые документы предназначены для рабочих и не могут быть использованы непосредственно в автоматическом производстве. Для станка или робота та же информация должна быть представлена, например, в виде перфоленты с управляющей программой для устройства -ЧПУ.
Помимо разработанной заранее информации необходима еще текущая информация о ходе процесса: получаемых размерах детали, износе инструментов, работоспособности станков, числе заготовок на складе, расположении транспортных тележек на участке в данный момент времени и пр. Текущая информация о состоянии процесса собирается с помощью различных измерительных средств и датчиков. Не располагая необходимой информацией, невозможно управлять процессом.
В неавтоматизированном производстве многие информационные процессы оказываются скрытыми, неявными, поскольку они осуществляются людьми, которые могут дополнять недостающую информацию благодаря своим знаниям и опыту. Так, например, в серийном производстве технологические процессы изготовления простых деталей подробно не разрабатывают. Квалифицированный рабочий может сам изготовить на станке деталь, пользуясь только чертежом. При автоматизации производства с использованием станка с ЧПУ необходимо не только подробно указать все параметры обработки, включая режимы резания, траекторию перемещения инструментов и т.п., но и представить эту информацию в виде программы, пригодной для ввода в конкретную систему ЧПУ станка.
При автоматизации производства количество необходимой для производственного процесса информации резко возрастает. Особенно это касается ГПС с автоматической переналадкой станков на изготовление требуемого изделия.
Автоматизация производства заключается в автоматизации предметных и информационных потоков. Автоматизация предметных потоков осуществляется с применением автоматических транспортных систем, автоматических складов и накопителей, устройств автоматической загрузки и выгрузки станков, автоматического технологического оборудования: станков, промышленных роботов, сборочных и других машин. Автоматизация информационных потоков осуществляется установкой различных автоматичсскйх измерительных средств: устройств активного контроля размеров и свойств деталей, контактных головок, координатно-измсрительных машин, устройств отсчета перемещений, путевых выключателей и различных других датчиков, необходимых для получения нужной информации. Для автоматической передачи информации используют различные каналы связи: проводные, светоколонные, оптические, индуктивные, акустические, электромагнитные. Информацию можно передавать и механическим путем на различных носителях: перфолентах, перфокартах, магнитных дисках, штриховых кодовых этикетках и др. Для автоматического преобразования и использования информации применяют ЭВМ, устройства ЧПУ, программируемые контроллеры, различные устройства ввода и вывода информации и другие средства.
При автоматизации действующего производства необходимо: во- первых, выявить, проанализировать потоки предметов и информации, необходимым образом их изменить или организовать другие потоки; во-вторых, выбрать из числа имеющихся или спроектировать и изготовить новые средства автоматического обеспечения требуемых потоков; в-третьих, обеспечить функционирование и взаимодействие предметных и информационных потоков в автоматизированном производстве.
Организация предметных и информационных потоков осуществляется в пространстве и во времени. Заготовки, изделия, инструменты и их положение в пространстве характеризуются размерами, которые изменяются с течением времени.
Поэтому в производственном процессе необходимо рассматривать по меньшей мере взаимодействия размеров, времени и информации.
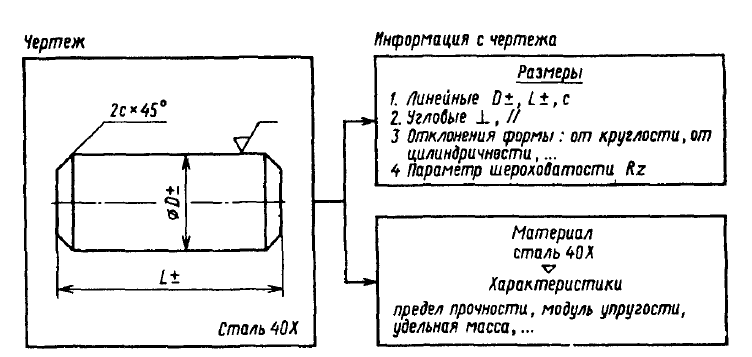
Достижения требуемого качества изделий машиностроения (рис. 1.3) связано с преобразованием размеров и свойств материалов, которое осуществляется в пространстве и во времени. Размеры заготовок целенаправленно преобразуют в ходе технологических процессов в размеры изделий, которые должны быть получены в пределах установленных допусков. На каждой операции технологического процесса размеры детали образуются благодаря взаимосвязи размеров режущего инструмента, станка, приспособления. Размеры в изделии между исполнительными поверхностями образуются в результате сборки благодаря взаимодействию размеров составляющих деталей. Установка заготовок, инструментов, других перемещаемых объектов должна осуществляться в определенном месте производственного участка с требуемой точностью для достижения необходимого результата. Все эти процессы описываются размерными связями, под которыми понимают взаимообусловленность, взаимозависимость отдельных размеров, характеризующихся номинальными значениями и допустимыми отклонениями.
Каждый процесс протекает во времени и характеризуется длительностью. Начало следующей операции обусловлено окончанием предыдущей. Для выполнения задания к требуемому сроку осуществляются планирование и согласование многих процессов во времени. Определение необходимого числа станков, инструментов, транспортных средств требует расчетов затрат времени и фондов времени.
Для осуществления производственного процесса в автоматическом режиме необходимо соединить размерные, временные и информационные связи в единую систему и реализовать их с помощью аппаратных и программных средств.