В первой части я кратко описал основные параметры ножевых сталей. Получилось достаточно суховато. Обсудим подробнее.
Зачем? Для понимания. Для того чтобы незнакомые слова не вызывали отторжения и было понятно чем топовые могут отличаться от обычных сталей в принципе.
Картинка немного не по теме. Но уверен внимательные читатели разглядят как минимум три будущих статьи. Какие? Отгадаете?
Немного вопросов с ответами (faq)
- Если нож должен резать, то самая важная характеристика - это удержание кромки?
Оказывается, что - нет. Нет ни одного маловажного параметра. Все параметры важны.
- Есть ли стали в которых, к примеру, удержание кромки и твердость "10 из 10"?
Нет. А если оба параметра будут "7 из 10", то это будет топовая сталь.
- Твердость означает прочность?
Нет. Есть твердые (HRC) стали при этом они хрупкие и наоборот (M390 8 к 6, а 1075 6 к 8).
- Стоит ли обращать внимание на сопротивление коррозии если остальные параметры устраивают?
Да. Стоит. Ржавление приводит в том числе и к разрушению режущей кромки!
- Хирургическая сталь, Inox, Rosterfrei - это марки сталей?
Нет. Это просто обозначение нержавеющих сталей.
- Если ножом можно бриться (срезает волосы, бреет), то это хороший нож?
Нет. Острота зависит от качества заточки и ничего не говорит про сталь. Если пару раз резануть бумагу и после этого нож перестанет брить, то и зачем его точить до "бритвенной остроты"? Вопрос риторический.
- Ламинат, San Mai, Дамаск - это марки стали?
Нет. Это технологии в которых используются несколько сталей. - Если сталь топовая (хотя бы по цене), то и нож будет топовым?
Я отвечу позже. Хотя как Вы уже догадываетесь, ответ конечно же "нет".
Влияют ли типы стали на типы ножей?
Конечно влияют. На примере твердости (твердость в HRC, читать с юмором):
- 52-54: Неплохое качество, но мягкое лезвие. Если такой нож потеряешь, то "может оно и к лучшему".
- 54-56: Типичная твердость кухонных ножей. Точить стоит регулярно и процесс не сложный.
- 56-58: Твердость премиальных ножей. Они остаются острыми достаточно долго, а значит можно отойти от кухни, например, в лес или на рыбалку. Ну и при желании их можно относительно легко заточить.
- 58-60: Если жизнь без ножа не мила и его приходится постоянно носить на себе (EDC) и заточка ножа не обыденный процесс, а таинство с окроплением заточных брусков, это тот самый вариант.
- 60-62: Очень твердая сталь, хрупкой структуры не позволит батонить (от baton с англ. дубинка, т.е. бить по ножу поленом в надежде расколоть другое полено) что ни попадя, хотя при разумном использовании точить нужно будет редко. И тут уже Вы либо любитель... Да какой любитель, профи заточки! Либо нож висит на стене в красивых ножнах. Да и пользоваться таким ножом необходимо с должным уходом и соблюдением определенных правил. Фетиш? Почему бы и нет.
Какие виды сталей бывают?
По составу углерода
- До 0,25% - низкоуглеродистые
- От 0,25% до 0,65% - среднеуглеродистые
- От 0,65% - высокоуглеродистые
По примесям (легирующим элементам)
- До 2,5% - низколегированная
- От 2,5% до 10% - среднелегированная
- От 10% до 50% - высоколегированная
Ржавейка/нержавейка
Чтобы сталь была нержавейкой (Stainless Steel) необходимо иметь в составе минимум 11-12%, а лучше 13% хрома.
Согласно ГОСТ:
"3.1 легированные нержавеющие стали: Стали с минимальной массовой долей хрома 10,5 % и максимальной массовой долей углерода 1,2 %."
На практике от 13% и это тоже не верно. На сопротивление коррозии влияет не только Cr, но и Mo, W и N, а также температура закалки.
Примеры с тему:
- Сталь A8 Mod (8,5Cr 1,3Mo 0,5V 0,5Mn 0,9Si) высоколегированная, но при этом ржавейка. Увы.
- Cталь CPM Rex 121 с содержанием Cr всего 4% сильно нержавейка, потому что 5Mo, 10W 9,5V, а эти элементы увеличивают коррозионную стойкость.
Согласно ГОСТам:
- Инструментальные углеродистые (более 0,7% углерода) стали маркируют буквой "У", далее идет процент углерода, а сталь с уменьшенным содержанием отрицательных включений в конце маркируется буквой "А". Например, У8, У10А.
Сталь закаливается до 61-63РКС, но имеет слабую тепло и износостойкость. - Легированные стали это нержавеющие «Ж», хромистые «Х» или магнитные. Например, 5ХВГ, 9ХС.
- Низколегированные стали - содержат небольшой процент углерода, а также небольшой процент легирующих добавок. Примеры: Х6ВФ, 95ХГСВФ, 9ХС, ХВГ. Твердость до 65HRC, но износостойкость выше, теплостойкость такая же.
- Быстрорежущие обозначают буквой "Ш" и "Р", за ней идет ориентировочное содержание вольфрама. Дополнительно могут указываться содержание кобальта "К" или ванадия "Ф". Содержание хрома 3-4% всегда, поэтому не указывается в маркировке.
Код по ГОСТ имеет структуру X1 X2 Y Z
- X1 — показатель содержания углерода. У инструментальных сплавов это "У" (повышенное содержание).
- X2 — концентрация углерода с в десятых долях процента. Минимальное значение 7, максимальное 12.
- [Y] — наличие легирующих добавок (необязательный). Обычно марганец (Г), хром (X), вольфрам (В) и другие. См. Легирующие добавки.
- [Z] — если сталь качественна то А (необязательный).
Легирование
Леги́рование (нем. legieren «сплавлять» от лат. ligare «связывать») — добавление в состав материалов примесей для изменения (улучшения) физических и/или химических свойств основного материала.
Сталь, в зависимости от общего количества в её составе легирующих элементов, делится на три категории:
- Низколегированная (не более 2,5%);
- Среднелегированная (не более 10%);
- Высоколегированная (от 10% до 50%).
Легирующие добавки
C (углерод) — улучшает удержание кромки, повышает ударную вязкость, твердость и износоустойчивость. Уменьшает пластичность, понижает коррозионную стойкость.
X, Cr (хром) — улучшает защиту от коррозии. Является ключевым элементом образования карбида. Улучшает прокаливаемость и прочность на растяжение. Большое количество может снизить ударную вязкость.
Г, Mn (марганец) — увеличивает (прокаливаемость), твердость, износостойкость, но в больших количествах может увеличить хрупкость. Используется для удаления кислорода при плавке металла.
C, Si (кремний) — увеличивает прочность, износостойкость и ударную вязкость. Замещает кислород (меньше вздутий или изъязвлений). Похож по эффекту на марганец.
М, Mo (молибден) — повышает ударную вязкость, что снижает вероятность образования сколов. Позволяет стали сохранять свою прочность при высоких температурах, что способствует простоте производства ножей.
Ф, V (ванадий) — увеличивает твердость, тепло и износостойкость. Подобно молибдену способствует образованию карбида, а при термообработке создает мелкое зерно. В премиальных сталях его содержание достаточно высоко.
K, Co (кобальт) — значительно повышает прочность, твердость и теплопроводность, улучшает шлифовку. Снижает прочность и повышает хрупкость. Повышает гашение (поводить закалку на более высоких температурах) и усиливает эффект других присадок.
H, Ni (никель) — увеличивает прочность, ударную вязкость. Высветляет порции стали, в дамасских сталях. Там их не одна. Уменьшает твердость.
B, W (вольфрам) — придает теплостойкость, износостойкость, стабильность при закалке, стойкость к высоким температурам и значительно повышает твердость. Снижает прочность и теплопроводность.
Nb (ниобий) — увеличивает прочность, износоустойчивость, сопротивление коррозии. Уменьшает зернистость и является мощным образователем твердых карбидов.
А, N (азот) — используется для замены углерода. Увеличивает твердость и защиту от коррозии особенно в сочетании с молибденом.
Р (бор) — добавляется для улучшения затвердевания стали. Используется обычно в низкоуглеродных сталях.
Т, Ti (титан) — увеличивает прочность, сопротивление коррозии и износоустойчивость, облегчает и делает сталь мелкозернистой.
Ц, Zi (цирконий) — увеличивает прочность и ударную вязкость, участвует в образовании карбида (улучшает удержание кромки)
Б, Nb (ниобий) — увеличивает твердость, защиту от коррозии, пластичность, износостойкость и улучшает удержание кромки.
Д, Cu (медь) — улучшает защиту от коррозии, твердость, делает сталь мелкозернистой.
Ю, Al (алюминий) — замещает кислород (меньше вздутий или изъязвлений), способствует уменьшению грануляции.
S (сера) — Приводит к появлению трещин. Отсутствует в качественных сталях.
П, P (фосфор) — увеличивает твердость и обрабатываемость, но снижает ударную вязкость, добавляет хладноломкость.
E, Se (селен) — нежелателен для столовых приборов. Используется по аналогии с фосфором.
Ч (редкоземельные металлы) — различные улучшения, в зависимости от...
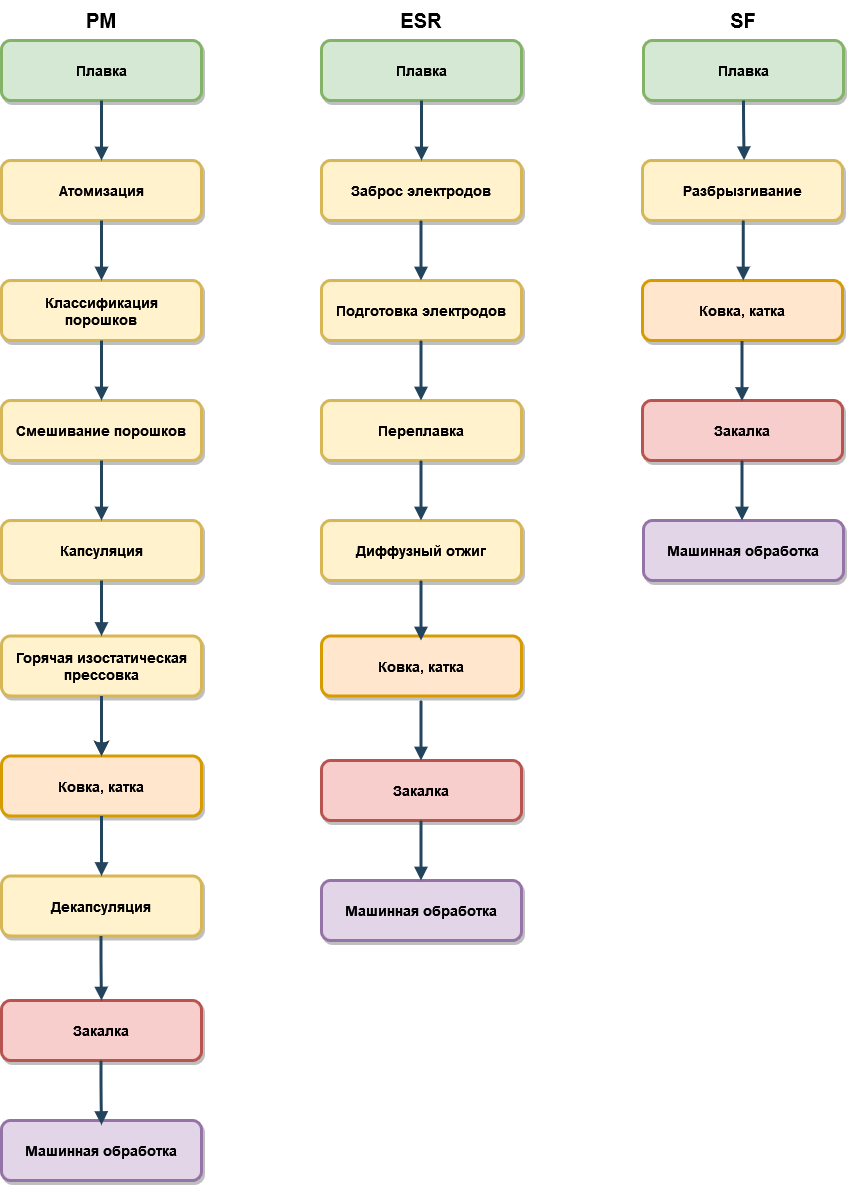
Популярные технологии изготовления сталей
CPM - Crucible Particle Metallurgy (CPM™, 1970г). Технология тигельных или афорфных металлических сплавов от компании Crucible. На первом этапе процесса расплавленный металл проливается через небольшое сопло инертным газом высокого давления, превращая поток жидкости в брызги мелких сферических капель. Капли проходят через охлаждающую колонну и затвердевают. Затвердевшие частицы просеиваются и собираются в герметичные контейнеры, а затем уплотняются с помощью горячего изостатического прессования (HIP) при температурах, близких к тем, которые используются для ковки. Первой CPM была S30V.
ESR - Electroslag Remelting (1930г). При ESR расходуемый электрод погружается в ванну со шлаком в форме с водяным охлаждением. Электрический ток (обычно переменного тока) проходит через шлак между электродом и формуемым слитком и перегревает шлак так, что капли металла расплавляются. Расплавленный металл проходит через шлак на дно водоохлаждаемой формы, где он затвердевает. По мере формирования слитка шлаковая масса поднимается вверх. Новый слиток из рафинированного материала медленно поднимается со дна формы.
ЭШП - электро-шлаковый переплав, то же что и ESR.
MM - Micro-Melt (MM™, Carpenter). Металл расплавляется с использованием процесса воздушной индукции и заливается в промежуточный ковш для рафинирования где металл нагревается (с помощью плазменной горелки) и очищается, уменьшая количество включений. Затем очищенный расплавленный металл заливается через небольшое сопло инертным газом высокого давления, превращая поток жидкости в брызги мелких сферических капель. Капли охлаждаются и затвердевают. Затвердевшие частицы просеиваются и собираются в герметичные контейнеры под газовой защитой, а затем уплотняются с помощью горячего изостатического прессования (HIP) при температурах, близких к тем, которые используются для ковки.
PM - Powder Metallurgy (с начала1900-х). В 1970-х годах процесс PM был усовершенствован для использования в производстве инструментальной стали. Процесс PM постоянно совершенствуется, например, Bohler-Uddeholm уже использует PM 3-го поколения. Одними из основных целей являются уменьшение размера частиц и зерен, чистота сплава и т.д. Процесс начинается с плавления металла с использованием процесса воздушной индукции. Затем расплавленный металл заливают в рафинировочный ковш ESH (ковш с электрошлаковым подогревом), где металл нагревают (с использованием графитовых электродов) и очищают, уменьшая количество включений. Очищенный, расплавленный металл заливается через небольшое сопло инертным газом высокого давления, превращая поток жидкости в брызги мелких сферических капель. Капли охлаждаются и затвердевают. Далее см. как в CPM/MM. Технология PM 3-го поколения Bohler-Uddeholm позволяет получать порошок размером 250 мкм при размерах карбидов 2-4 мкм.
MC - Micro Carbide. Аналогично PM. Термин используется компанией Henckels для некоторых из топовых сталей.
SF - Spray Form (Osprey, 1970г.). Технология производства, позволяющая получать высоколегированную инструментальную сталь с однородным размером карбида и равномерным распределением карбида. SF имеет меньшее количество стадий, чем PM, и свойства лучше, чем у слитковой стали, предлагая более бюджетное решение по сравнению с PM. Аналогично процессу PM, расплавленный металл впрыскивается в распылительную колонну с использованием газа высокого давления. Однако для впрыскивания расплавленного металла используются две колеблющиеся форсунки, и полутвердые капли собираются на вращающемся металлическом диске (заготовке), перемещающемся вверх внутри распылительной колонны. В процессе SF образуются равномерно распределенные карбиды размером 10 мкм. Больше, чем в современном процессе PM, но меньше, чем в обычных слитках из стали.
VAR - Vacuum Arc Remelting. Процесс вторичной плавки для улучшения свойств сплава, включая уточнение микроструктуры и дальнейшую очистку. Переплавка стали в условиях контролируемого вакуума. Процесс может быть строго контролируемым для достижения наилучших желаемых результатов. Из-за высокой стоимости он не используется для большинства имеющихся в продаже сплавов.
VIM - Vacuum Induction Melting. Процесс плавки металла в вакууме с использованием электромагнитной индукции. Металл плавится в вакууме или в среде инертного газа, чтобы предотвратить окисление. Химическая реакция, диссоциация и флотация удаляют растворенные и химически связанные примеси. В результате получается очень чистый и однородный сплав.
Расшифровка названий легированных сталей
Попробуем расшифровать несколько марок сталей с использованием полученных выше знаний.
- У8ГА - углерода 0,8% (повышенная концентрация), в составе есть марганец, высококачественная.
- Х12МФ - углерода примерно 1% (нет букв спереди), хрома 12%, в составе есть молибден и ванадий.
- Р6М5К5 - быстрорежущая, вольфрама 6%, молибдена 5%, кобальта 5% (присутствует хром и ванадий, но они не указаны в соответствии с ГОСТ).
Отчасти понятны и импортные названия:
- X5CrNi18-10 - 0,05% углерода, 18% хрома, 10% никеля
- X50CrMoV15 - 0.55% углерода, хрома 15%, а еще молибден и ванадий
- 5Cr15MoV - 0.5% углерода, хрома 15%, а еще молибден и ванадий
Но нужно помнить, что в разных странах, приняты разные стандарты маркировки, не все нам очевидные. Типичный пример:
Марки сталей на схемах
Чувствую, что статью опять затянул и много чего не рассказал. А Вы спрашивайте, я мог чего и подзабыть.
Вот, например, не попросили табличку со сводными данными по сталям. А я мог бы и дать её. В ней есть и характеристики и даже аналоги по известным ножевым сталям.
Ну а если чего не хватает - то я добавлю.