В статье: О технологиях 3D-печати SMS (Selective Mask Sintering – выборочное масочное спекание) и SIS (Selective Inhibition Sintering) – спекания выборочным нанесением ингибитора.
Сегодня я расскажу о двух «невзлетевших» технологиях 3D-печати при помощи спекания порошка термопластов инфракрасными излучателями:
Забытая технология выборочного масочного спекания от Ральфа Ларсона при помощи напечатанной маски.
Технология селективного теплового спекания при помощи ингибитора спекания.
Об актуальных вариантах технологии спекания порошка при помощи ИК-излучателей я писал здесь:
SMS (Selective Mask Sintering – выборочное масочное спекание).
В начале 2000-х годов шведская фирма Speed Part RP разрабатывала 3D-принтеры по этой технологии.
В основу технологии положен патент США Ральфа Ларсена Патент США 6531086 от 11 марта 2003.
Рисунок из патента:
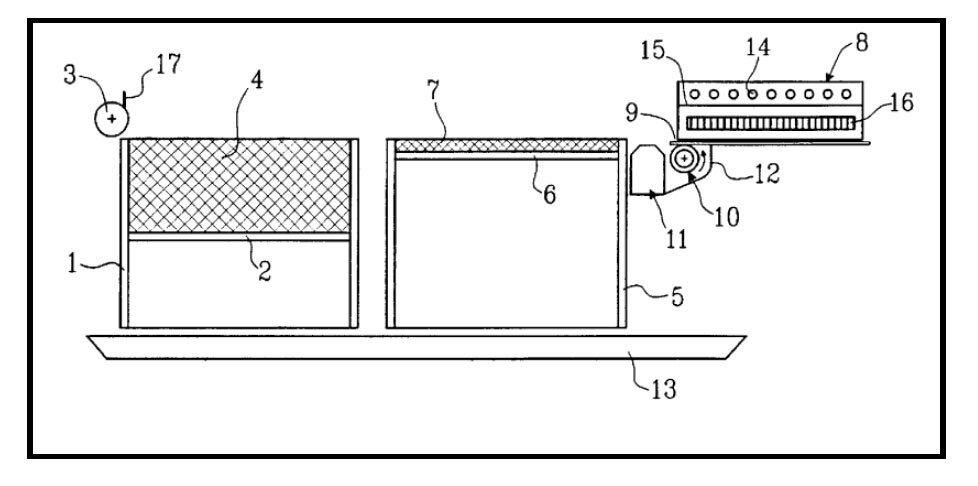
На рисунке:
1- бункер с исходным порошком
2 – подвижное дно бункера
3 – валик для формирования слоя порошка
4 – порошок
5 – камера построения
6 – подвижное дно камеры построения
7 – слой порошка в камере построения
8 – ИК-излучатель
9 – кварцевое стекло для печати трафарета
10 – электропечатающее устройство
11 – картридж с тонером
Остальные детали имеют вспомогательный характер
Сам процесс 3D-печати по технологии SMS происходит следующим образом:
А) При помощи лазерного принтера на листе кварцевого стекла белым тонером печатается негатив сечения детали – свободные места закрыты белым тонером, само поперечное сечение детали – незакрыто тонером. Этакий фототрафарет.
Естественно, тонер наносится без спекания, чтобы его легко было удалить.
В) Формируется слой порошка:
Платформа построения 6 опускается на величину слоя.
Дно бункера с исходным порошком 2 поднимается.
Валик 3 переносит порошок из бункера на платформу построения, разравнивает и формирует слой.
С) Напечатанный фототрафарет накладывается на слой порошка
D) Включается ИК-излучатель
E) Белый тонер отражает инфракрасный свет, а незакрытые тонером места – пропускают. Под ними порошок спекается в единую деталь.
На «запекание» слоя уходит 1-2 секунды.
F) После «Запекания» слоя лист кварцевого стекла возвращается на печатающее устрйоство, с листа кварцевого стекла удаляется тонер, печатается новое сечение и цикл повторяется заново, формируя еще один слой.
В 2008 году фирма Speed Part RP была поглощена немецким концерном Sintermask FIT GmbH, но работы продолжились. Опыты проводились вплоть до 2014 года, и даже выпускались опытные образцы принтеров. Но «не взлетело»
В настоящее время и эта фирма, и технология и принтеры почти полностью забыты – потеряли актуальность в связи с появлением более совершенных технологий.
Вторая технология 3D-печати - SIS (Selective Inhibition Sintering) – спекания выборочным нанесением ингибитора.
О варианте этой технологии для печати металлических деталей я уже писал:
Но первоначально эта технология возникла для спекания пластмассового порошка.
На слой порошка наносится ингибитор. После длительных опытов пришли к выводу, что лучшим ингибитором для пластмассы является иодид калия (KI).
При спекании порошок без раствора соли спекается в единую деталь, а порошок с раствором соли остается неспеченным:
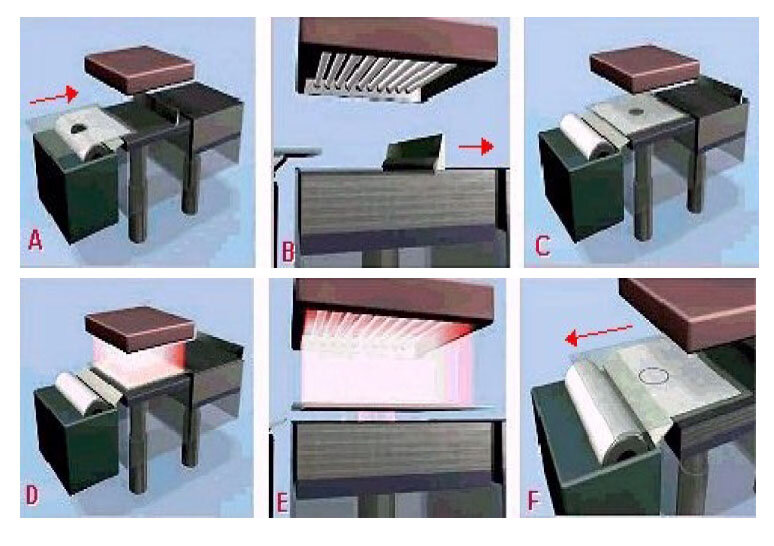
В целом процесс выглядит следующим образом:
На рисунке буквами:
A) формирование слоя
B) нанесение ингибитора
С) накладывание маски, чтобы исключить спекание порошка по краям платформы
D) спекание слоя порошка
Этапы A, B, C, D повторяются до тех пор, пока не будет напечатана деталь
E) извлечение спеченного блока порошка
F) извлечение из спеченного блока готовой детали
Подробнее – см. рисунок:
Слева направо верхний ряд:
1) Дно бункера с исходным порошком поднимается, дно бункера построения опускается на толщину слоя
2) Валик перемещает порошок из бункера исходного порошка в бункер построения, формирует слой порошка, излишек порошка сбрасывается в бункер излишков порошка
3) На обратном ходе наносится ингибитор струйной печатающей головкой
Второй ряд слева направо:
4) Каретка возвращается назад, опускается нагреватель и при повторном перемещении спекается слой порошка
5) Извлекается спеченный блок и удаляется неспеченный порошок.
Внешний вид принтеров, использовавшихся в опытах по спеканию пластмассового порошка:
В результате опытов были получены детали:
Но «не взлетело». Опыты над ней периодически возобновляются, но вряд ли она сможет составить конкуренции современным SLS 3D-принтерам. Хотя… может быть всякое.
Обзорная статья про группу технологий «синтез на подложке»:
Путеводитель по каналу: