В статье речь пойдет об оборудовании для 3D-печати заготовок для последующего спекания по MIM процессу для получения металлических изделий. Они называются "зелеными деталями" или "зелеными заготовками"
В прошлой публикации я кратко описал технологию порошковой металлургии – MIM.
Сегодня подробнее остановлюсь на 3D-принтерах для печати «зеленых» деталей. В обзоре будут не только принтеры для MIM-процесса (метал), но и CIM-процесса (керамика), т.к. оборудование очень похоже и часто один принтеры способны печатать зеленые детали для обоих процессов.
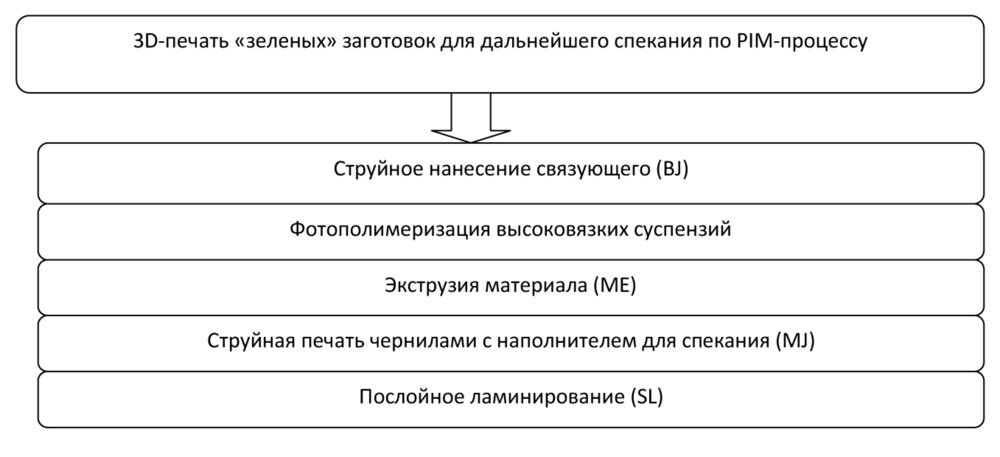
1) Струйно-порошковые принтеры (технология «струйное нанесение связующего»)
Используются обычные порошки для MIM-технологии.
Цикл печати примерно следующий:
- формируется слой порошка
- на слой порошка наносится слой связующего при помощи струйной головки. При необходимости идет промежуточная сушка ИК-лампами.
- формируется новый слой порошка и цикл повторяется.
По данной технологии работают принтеры HP Metal Jet S100, Desktop Metal Production System, промышленные принтеры ExOne и установки Digital Metal DM P2500
Принтеры фирмы HP используется такими «гигантами», как компании GKN, Parmatech, Cobra Golf, Legor Group, Volkswagen, Domin Digital Motion, Lumenium и Schneider Electric, принтеры конкурентов тоже находят своего потребителя.
Порошок играет роль опорных структур, что позволяет печатать «зеленые» детали любой сложности, точность нанесения связующего – 1200…1600 точек на дюйм, точность печати – естественно ниже
Кроме возможности изготовления единичных и мелкосерийных деталей у данной системы есть еще одно достоинство – возможность изготовления деталей сложной формы, которые невозможно изготовить методом литья под давлением.
Подробнее об этой технологии - см.
2) Фотополимерная печать. Используются фотополимеры с большим количество наполнителя (металлического или керамического порошка), из-за большого процентного содержания наполнителя подобные фотополимерные композиции очень вязкие и печать традиционной технологией («фотополимеризация в ванне») невозможна.
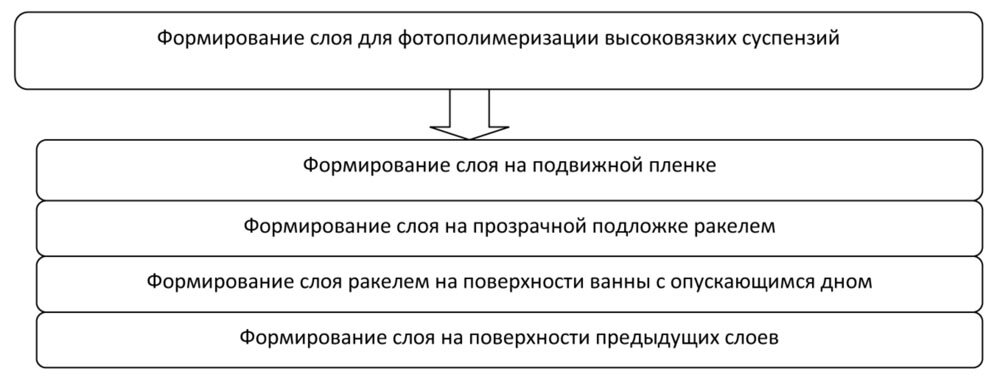
Используются четыре основных решения:
2.1. Формирование слоя фотополимерной суспезии на пленке (пример принтеры Admaflex от Admatec)
2.2. Формирование слоя на прозрачной неподвижной подложке ракелем (как вариант – вращающимся ракелем), пример – принтеры Cerafab от компании Lithoz
2.3. Формирование слоя подвижным ракелем на поверхности ванны с опускающимся дном. Пример – принтеры Ceramaker от фирмы 3DCeram.
2.4. Формирование слоя на поверхности предыдущего слоя с нагревом фотополимера. Используется очень густой фотополимер, консистенции твердого маргарина или масла, который можно намазать слоем только разогрев. Пример – принтеры австрийская компания Incus GmbH.
Засветка производится либо лазером, либо DLP-проектором.
Подробнее об отдельных технологиях - см.
3) Использование обычных или специальных FDM-принтеров для печати специальными филаментами или гранулами. Основные игроки на этом поле:
Принтеры для печати специальным филаментом с частицами металла:
Desktop Metal с его технологией BMD (Bound Metal Deposition – нанесения связанного (биндером) металла )
Markforged с технологией ADAM (Atomic Diffusion Additive Manufacturing – адиитивное производство на основе атомной диффузии)
Принтер для печати специальным филаментом с частицами керамики
3DCERAM Sinto M.A.T – принтеры для печати «фирменными» филаментами с керамическим наполнителем.
Печать обычными PIM гранулами:
AIM3D с технологией CEM (Composite Extrusion Modeling – моделирование экструзией композитного материала).
Концерн BASF пошел по другому пути и предлагает специальный филамент Ultrafuse 316L и Ultrafuse 17-4 PH, печать которым возможна на «обычном» FDM-принтере.
Отдельно следует упомянуть печать экструзией «обычной» керамической массой – при этом получается керамическая заготовка, которая обжигается и обрабатывается как традиционная керамика.
4) Струйная печать чернилами с «наночастицами» металла или керамики. Под наночастицами подразуемается субмикронный перетир – 0,5 мкм и менее.
В случае печати металлом это технология NJP (Nano Particle Jetting) от XJet Ltd. Nano Particle Jetting – струйная печать наночастицами. Относится к группе «струйное нанесение материала». Печать ведется суспензией с наночастицами металла. Каждый слой «чернил» сушится, готовая «зеленая» деталь запекается. Подробнее здесь:
5) Послойное ламинирование.
Суспензию с металлическим или керамическим порошком раскатывают в тонкий лист, вырезают сечение детали, сечения соединяют и склеивают в единое целое.
В настоящее время такая технология считается устаревшей и принтеры по ней больше не выпускаются.
Но вполне возможно, что к ней вернуться в будущем.
Путеводитель по каналу: