Сварочный полуавтомат существенно облегчает и ускоряет процесс сварки, делает его более точным. Однако, чтобы получить качественный шов, важно правильно настроить оборудование для сварки. Соединяемые металлы различаются по толщине, составу и состоянию, поэтому требуют особого подхода к выбору параметров. Ошибки в настройке приводят к появлению дефектов, о которых мы писали ранее, и другим неприятностям.
В этой статье мы разберемся, как настроить сварочный полуавтомат типа MIG/MAG для различных условий работы. Эти рекомендации будут полезны как новичкам, так и профессионалам, стремящимся систематизировать свои знания.

Подписывайтесь на наш телеграм-канал — там тоже много интересного.
Подготовка оборудования
Перед настройкой убедитесь, что оборудование исправно и готово к работе.
- Проверьте подающий механизм и катушку с проволокой. Убедитесь, что проволока правильно заправлена и не перекручена.
- Проверьте состояние сварочной горелки: отсутствие повреждений на сопле, наличие контактного наконечника соответствующего диаметра.
- Очистите место подключения массы от загрязнений и ржавчины — это предотвратит проблемы с электрическим контактом.
Выбор режима
Как правило, сварочные полуавтоматы могут работать с защитным газом (режим MIG/MAG) или с порошковой проволокой (FCAW).
- MIG/MAG - полуавтоматическая сварка с газом. Подходит для работы с черными металлами, нержавейкой и алюминием.
- FCAW - не требует подачи газа, может использоваться даже в помещениях с естественной вентиляцией или на открытых пространствах.
Основные параметры
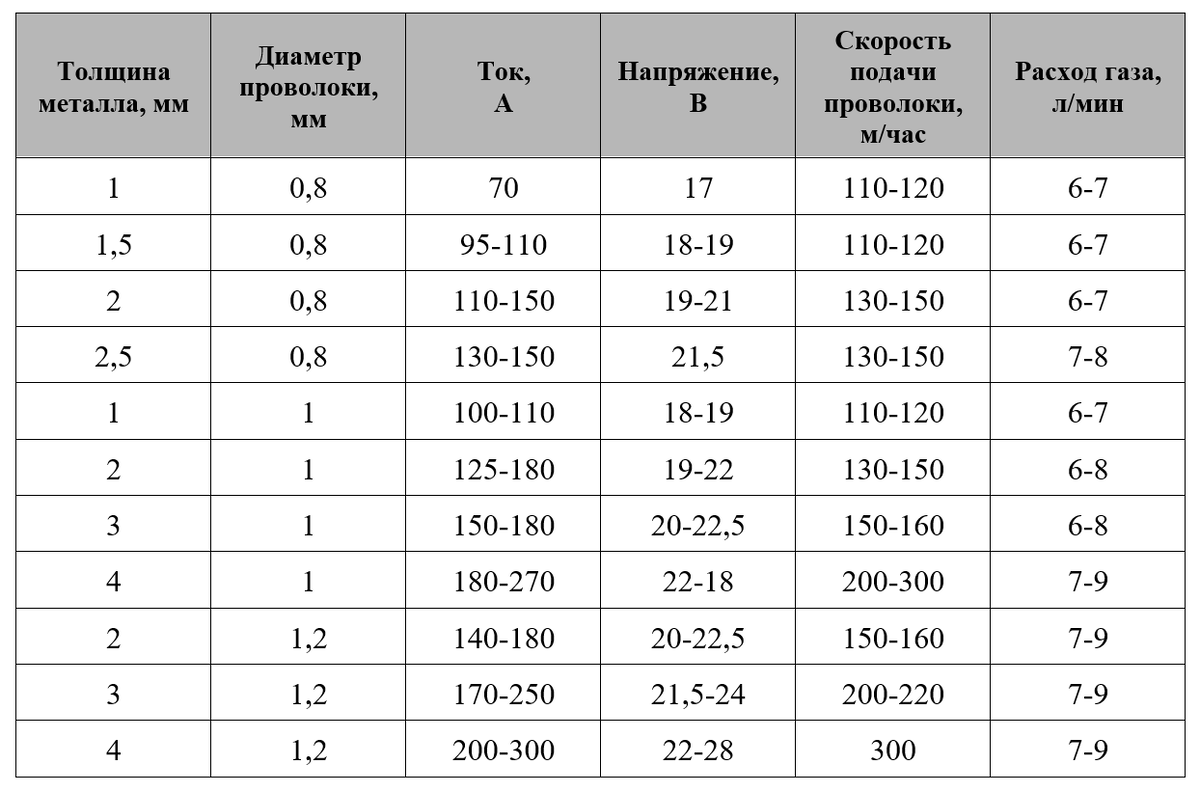
Для наглядности предлагаем таблицу соответствия напряжения дуги, расхода газа, силы тока, диаметра и скорости подачи проволоки с толщиной свариваемого металла. Дальше подробно разберем каждую из настроек.
Регулировка напряжения
Важнейшим шагом является установка правильного уровня напряжения. Если работа ведется с тонким материалом (до 1,5 мм), то лучше выбрать наименьшее значение в пределах 19–21 В. Для металла средней толщины (примерно 2 мм) подойдет диапазон от 20 до 23 В. Высокие значения 28–30 В потребуются для обработки толстостенных элементов (свыше 8 мм).
Например, рекомендуемый диапазон напряжений для соединения листов толщиной 3 мм – 20–22,5 В. Помните, что для достижения безупречного результата недостаточно выставить только напряжение. Необходимо точное соответствие всех остальных параметров.
Выбор силы тока и скорости подачи проволоки
Сила тока регулируется одновременно с подачей проволоки. Эти параметры взаимосвязаны и должны подходить к установленному уровню напряжения. Если проволока подается излишне быстро, дуга будет «толкать» металл, приводя к образованию наплывов. Это станет заметно уже в начале процесса сварки – проволока не успеет расплавляться, появятся брызги. Тогда как слишком низкая скорость даст неравномерный шов или образование волн, приведет к тому, что наконечник, через который подается проволока, начнет забиваться.
Например, для трехмиллиметрового металла следует выбирать ток от 170 до 250 А и подавать проволоку со скоростью 200–220 м/ч. Правильный подбор этих значений гарантирует качественный результат.
Полярность: как сделать выбор
Этот этап является одним из самых простых. Прямая полярность подразумевает подсоединение пистолета к минусу, а обратная — к плюсу. Полярность выбирается исходя из типа применяемой проволоки: омедненная требует установки обратной полярности, флюсовая – прямой.
Выбор газовой смеси
Этот этап важен для эффективной защиты свариваемого металла от окисления, предотвращения пористости шва и уменьшения образования брызг. Полуавтоматы работают с разными видами газов. Чаще всего используются сочетания аргона и углерода, но многокомпонентные смеси могут также включать кислород, гелий, азот и другие газы. Рассмотрим несколько наиболее распространенных вариантов.
Активный углекислый газ подходит для сварки массивных металлических конструкций и толстолистового железа, чугуна или стали. Обеспечивает глубокое проникновение сварочной ванны, но может приводить к образованию искр и к грубым швам.
Инертный аргон предпочтителен для сварки алюминия, так как предотвращает искрообразование и способствует созданию ровных и чистых соединений.
Смесь 3 к 1 аргона и углекислоты — оптимальный вариант для работы с тонкими листами. Данная пропорция способствует образованию аккуратного и высококачественного шва, минимизируя вероятность появления брызг.
Смесь, содержащая 98% аргона и 2% углекислого газа, — наилучший вариант для сварки нержавеющей стали.
Чем выше содержание аргона, тем чище и аккуратнее сварное соединение. С преобладанием углекислого газа, напротив, создают более грубые швы, поэтому его концентрацию ограничивают при работе с тонкостенными элементами и мелкими заготовками.
Если вы проводите сварку на открытом пространстве, увеличьте поток газа, чтобы компенсировать его рассеивание ветром.
Настройка вылета проволоки
Вылетом — это расстояние от края проволоки до наконечника горелки. Грамотно настроенный вылет снижает риск возникновения брызг, улучшает проплавление и уменьшает деформацию деталей. Рассмотрим три варианта настройки вылета проволоки.
Стандартный, от 0,6 до 1 см, подойдет для большинства случаев с использованием чистой углекислоты или смесей аргона. При работе с инертными газами вылет может превышать 1 см. Если наконечник сопла глубоко погружен в корпус горелки, короткий вылет может затруднить нормальное плавление. В такой ситуации, чем глубже находится наконечник, тем больше должен быть вылет проволоки.
Возможные трудности
Перечислим несколько наиболее часто встречающихся трудностей, возникающих при подготовке полуавтомата:
- Если сила тока недостаточна или неверно выставлена скорость подачи проволоки, аппарат не обеспечит должную глубину проплавления, что сделает сварной шов менее прочным.
- Нехватка или полное отсутствие защитного газа вызовет разбрызгивание металла, образование пор в шве, изменение цвета его поверхности на зеленый или коричневый оттенок.
- Превышение скорости подачи проволоки по отношению к выставленному напряжению может нарушить процесс формирования шва.
- Избыточное напряжение способно привести к прожигу свариваемых деталей.
- При медленной подаче проволоки засорится наконечник, что негативно скажется на качестве шва.
- Большой вылет вызовет неравномерное распределение металла и увеличит количество брызг.
Подведем итоги
Как видим, настройка полуавтомата требует опыта и внимательного подхода. Теоретические основы просты для понимания, но для достижения стабильных и качественных результатов необходима практика. Постоянные тренировки помогут вам овладеть всеми нюансами работы с аппаратом.
Большой выбор полуавтоматов MIG-MAG, аксессуаров и расходных материалов для сварочных работ вы найдете на нашем сайте. Переходите и используйте промокод DZEN, чтобы получить скидку 3%.