В каждом производственном процессе, включая сварку, что-то всегда может пойти не так. От ошибок не застрахован даже опытный мастер. Но чтобы свести к минимуму вероятность изготовления бракованной продукции, важно разобраться в том, какие изъяны в ней бывают и почему образуются. В этой статье рассмотрим наиболее часто встречающиеся дефекты сварки, факторы, влияющие на их появление, способы обнаружения и устранения. За основу возьмем ГОСТ 30242-97 «Дефекты соединений при сварке металлов плавлением», который содержит классификацию, обозначения и определения.

Если вам близок формат небольших постов и анонсов, подписывайтесь на наш телеграм-канал.
Нормативная база
Дефекты сварки негативно влияют на прочность, герметичность и долговечность конструкций. Причины таких отклонений разнообразны и включают в себя недостаточную квалификацию сварщика, использование неподходящих материалов, нарушения технологических процессов или несоответствие оборудования требованиям. Помимо указанного выше межгосударственного стандарта качество сварки регламентируют и другие нормативные документы:
- ГОСТ 5264-80 «Ручная дуговая сварка. Соединения сварные»,
- ГОСТ 14771-76 «Дуговая сварка в защитном газе. Соединения сварные»,
- ГОСТ 16037-80 «Соединения сварные стальных трубопроводов»,
- ГОСТ 23118-2012 «Конструкции стальные строительные. Общие технические условия»,
- ГОСТ 3242-79 «Соединения сварные. Методы контроля качества»,
- ГОСТ 14772-86 «Контроль неразрушающий. Соединения сварные. Методы ультразвуковые».
Эти стандарты, в частности, описывают виды дефектов, допустимость их наличия и способы выявления.
Классификация дефектов
Врага надо знать в лицо, поэтому в первую очередь посмотрим на внешние дефекты, которые легко обнаружить визуально. Они могут быть поверхностными: подрезы, наплывы, непровары, кратеры, или сквозными: свищи и прожоги. К наружным относятся и геометрические дефекты, связанные с нарушением формы шва и соединения или смещением кромок. Познакомимся с каждым из них подробнее.
Прожог
С этой проблемой сталкиваются многие начинающие сварщики. Сквозное отверстие образуется при избыточном нагреве и чрезмерном плавлении металла, слишком медленном ведении электрода или при большом расстоянии между соединяемыми деталями.
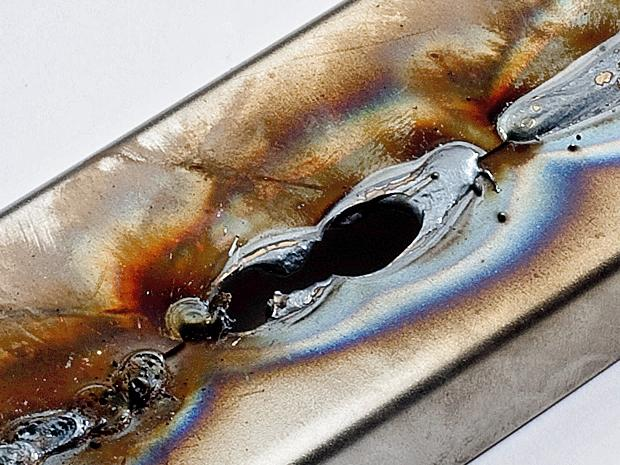
Проблема чаще всего возникает при работе с тонколистовыми заготовками. Согласно ГОСТам, прожоги допускаются, но в некритичных соединениях. На противоположной стороне при этом может возникнуть наплыв.
Поры
Это небольшие газовые пустоты внутри сварного шва. Они образуются вследствие загрязнения поверхности, недостаточной защиты свариваемого участка от воздуха, высокого содержания углерода в присадке или использования влажных электродов.
Количество газовых пор ограничено и зависит от класса прочности изделия (ГОСТ 5264-80, ГОСТ 14771-76); их наличие недопустимо в герметичных и ответственных соединениях (ГОСТ 30242-97).
Трещины
Это разрушение внутри самого шва или зоны термического воздействия. Их появление связано с внутренними напряжениями, неправильным выбором тока или режима охлаждения, ошибкой в стыковке деталей или плохой подготовкой металла. В зависимости от ориентации трещины в сварном шве бывают продольными или поперечными.
Кратерная трещина может иметь звездообразную форму. Обычно она возникает на конце сварного шва. Горячие трещины возникают непосредственно в ходе сварки, холодные — уже после остывания металла. Трещины могут стать причиной разрушения всей конструкции, поэтому считаются самыми серьезными дефектами и недопустимы в сварных соединениях.
Подрезы
Дефект проявляется как углубления вдоль кромки сварного шва или на поверхности сплавления многопроходных швов. Эти усадочные канавки образуются возле корня сварного шва и снижают его прочность.
Среди причин подреза — неправильный наклон электрода, его быстрое перемещение или завышенная сила сварочного тока. Подрезы частично разрешены согласно ГОСТ 16037-80 и ГОСТ 23118-2012 (глубиной до 0,5 мм).
Непровар
Это отсутствие соединения между основным металлом и сварочным швом. Подобный дефект возникает из-за недостаточного нагрева металла, наличия загрязнений, неправильного угла или слишком быстрой подачи электрода.
В ответственных конструкциях непровары запрещены, так как значительно ослабляют шов (ГОСТ 30242-97).
Наплыв
Избыток металла, выходящий за пределы сварного шва, но не сплавленный с основным изделием, называют наплыв. Часто этот дефект появляется при выполнении стыковых или угловых соединений в горизонтальном положении.
Основные причины наплывов – неправильное ведение электрода, чрезмерное количество присадки при недостаточном прогреве металла заготовки, окалина на соединяемых деталях. Наплывы допускаются, если они не препятствуют сборке и эксплуатации конструкции (ГОСТ 14771-76), а также в некритичных соединениях (ГОСТ 23118-2012).
Кратер
Возникает при обрыве сварочной дуги. Это углубление формируется из-за недостаточного заполнения шва в месте завершения, может приводить к образованию трещин.
Кратеры допускаются с определенными ограничениями по глубине (ГОСТ 3242-79).
Свищ
Это полость, связывающая внешнюю поверхность с внутренней частью дефекта. Он появляется из-за повышенного содержания газов в зоне сварки или резкого обрыва дуги.
Свищи особенно распространены в угловых соединениях, снижают прочность стыка, провоцируют появление трещин, поэтому недопустимы в герметичных конструкциях.
Посторонние включения
Мелкие частицы шлаков, флюса, крупинки металла или грязи, попадают в рабочую зону из-за недостаточной очистки рабочей поверхности перед сваркой и между проходами или неправильного выбора режима.
Этот дефект снижает качество соединения, поэтому по нормативам его быть не должно.
Причины возникновения дефектов
На появление изъянов в процессе сварки влияет целый ряд факторов:
- Некачественная подготовка поверхности: наличие загрязнений, ржавчины или масла мешает нормальному соединению металла.
- Технологические ошибки: неверный выбор сварочного оборудования, материалов или режима работы.
- Нарушение режимов сварки: неправильная температура, недостаточная защита от окисления или высокая скорость подачи электрода приводят к появлению пор и трещин.
- Недостаточная квалификация сварщика: отсутствие опыта или нарушения техники выполнения сварки увеличивают риск дефектов.
- Внешние условия: влажность, низкая температура или сильный ветер могут ухудшить качество сварки.
Методы контроля качества
Для выявления поверхностных дефектов производят визуальный осмотр сварных швов. Этот метод контроля достаточно прост и не требует особых инструментов.
Достаточно взять линейку или штангенциркуль, лупу или микроскоп. Визуальный контроль поверхности и оценку геометрии шва производят после зачистки и остывания металла. С помощью этого метода можно обнаружить прожоги, кратеры, свищи, трещины и другие дефекты.
Ультразвуковая диагностика: позволяет выявить внутренние поры, трещины и непровары.
С помощью рентгенографического контроля можно обнаружить внутренние дефекты и зафиксировать результаты обследования на пленке.
Для диагностики ферромагнитных металлов применяется магнитопорошковый метод.
Работа над ошибками
При обнаружении дефектов в сварных соединениях, изделие считается бракованным и непригодным для использования до устранения изъянов. Как правило, для исправления ошибок и устранения дефектов производят следующие действия:
- Зачищают дефектный участок перед повторной сваркой.
- Полностью или частично переделывают участок шва.
- Производят наплавку металла для устранения прожогов и подрезов.
- Для удаления наплывов поверхность шлифуют.
- Завершается ремонт повторным контролем качества.
Профилактика дефектов
Для уменьшения риска появления дефектов важно соблюдать следующие рекомендации:
- Контролировать качество материалов: использовать очищенный металл и электроды.
- Готовить кромки: тщательно зачищать их и правильно выравнивать заготовки перед работой.
- Оптимизировать режимы сварки: выбирать подходящие ток, напряжение и скорость в зависимости от материала и его толщины.
- Регулярно повышать квалификацию и осваивать новые технологии.
Заключение
Качество сварных соединений играет ключевую роль в надежности конструкций. Грамотный подход к подготовке, выполнению и контролю работ позволяет значительно снизить риск дефектов и получить добротный результат.
В магазине Геон вы найдете современное оборудование для сварки, которое минимизирует влияние человеческого фактора на результат. Менеджеры помогут сделать выбор. Приятный бонус — скидка 3% на все товары по промокоду DZEN