
Введение
В системах числового программного управления (ЧПУ) G54 – это один из стандартных G-кодов, относящихся к рабочим смещениям (Work Offsets). Он позволяет задать программный ноль детали (нулевую точку заготовки) относительно машинных координат, что делает программирование обработки более удобным и гибким.
Назначение и применение G54
Основные задачи G54:
- Определение начала координат детали (X0, Y0, Z0) в пространстве станка.
- Возможность быстрой перенастройки при смене заготовки без переписывания УП (управляющей программы).
- Использование вместе с другими смещениями (G55, G56, …) для обработки нескольких деталей или разных сторон одной заготовки.
Принцип работы G54
Машинные координаты vs. Рабочие координаты
- Машинный ноль (Machine Zero, MZ) – это "домашняя" позиция станка, куда он возвращается после включения (G28).
- Рабочий ноль (Work Zero, WZ) – точка, задаваемая G54, от которой отсчитываются все перемещения в программе.
Как G54 влияет на обработку?
Когда в программе встречается G54, ЧПУ берет из своей памяти заранее сохранённые смещения (X, Y, Z) и использует их для пересчёта координат инструмента.
Пример:
- Если в таблице смещений G54 X=100, Y=50, Z=0, то команда G00 X0 Y0 переместит инструмент в точку с машинными координатами (100, 50, 0).
Установка смещений G54
Ручной метод (на примере Fanuc)
1. Фиксация заготовки на столе станка.
2. Подведение инструмента к желаемому нулю детали (например, к углу заготовки).
3. Обнуление координат (в режиме "POS" → кнопка "Origin" или "Zero Set").
4. Запись значений в таблицу смещений ("Offset" → "Work" → ввод X, Y, Z).
4.2. Автоматический метод (с использованием пробника или щупа)
1. Установка пробника в шпиндель.
2. Запуск цикла автоматического измерения (например, G65 P9023 в Fanuc).
3. Система сама определяет положение заготовки и записывает смещения в G54.
Пример программы с использованием G54
O0001 (Пример программы с G54)
G17 G21 G40 G49 G80 G90 (Безопасные настройки)
G54 (Активация рабочего смещения)
T01 M06 (Смена инструмента)
G43 H01 Z50 (Компенсация длины инструмента)
S2000 M03 (Включение шпинделя)
G00 X0 Y0 (Быстрое перемещение в нулевую точку детали)
Z5 (Опускание инструмента)
G01 Z-2 F500 (Подача в материал)
X50 Y30 (Фрезерование контура)
...
G00 Z100 (Подъём инструмента)
M30 (Конец программы)
```
Ошибки и особенности работы с G54Типичные ошибки
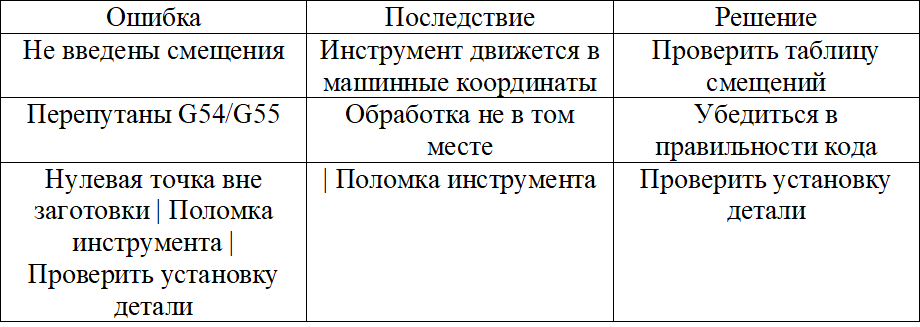
Особенности
- G54 не сбрасывается после M30 – смещения остаются в памяти.
- G53 – временный переход в машинные координаты (игнорирует G54).
- G54.1 P1, P2, … – расширенные смещения (на некоторых станках).
Практическое задание
Задача: Написать программу для фрезерования квадрата 50×50 мм с использованием G54.
Решение:
O0002 (Фрезерование квадрата)
G90 G17 G40 G49 G80 (Безопасные настройки)
G54 (Активация смещения)
T01 M06 (Фреза D10)
G43 H01 Z50 (Компенсация длины)
S2500 M03 (Включение шпинделя)
G00 X-5 Y-5 (Подход к начальной точке)
Z5
G01 Z-3 F300 (Погружение)
X55 F500 (Фрезерование)
Y55
X-5
Y-5
G00 Z100 (Подъём)
M30 (Конец)
```
Вопросы для самоконтроля
1. Как отменить действие G54?
- Через G53 (машинные координаты) или активацию другого смещения (G55).
2. Можно ли использовать несколько G54 в одной программе?
- Да, но только последовательно (последний активированный остаётся в силе).
3. Что произойдёт, если не установить смещения G54?
- Инструмент будет двигаться относительно машинного нуля, что может привести к аварии.
Заключение
G54 – это ключевой инструмент для эффективной работы на станках с ЧПУ. Правильная настройка смещений экономит время, повышает точность и предотвращает аварии.
Рекомендации:
- Всегда проверяйте смещения перед запуском программы



















