Струйное нанесение наночастиц (NJP)
Технология изобретена и запатентована компанией XJet Ltd. в 2016 году (патент США сер. № 15/029 815) под руководством Х. Готаита (H. Gothait). В мае того же года она была впервые представлена на выставке RAPID 2016: 3D Printing and Additive Manufacturing для демонстрации печати металлических деталей, а уже в ноябре на выставке Formnext 2016 продемонстрирована первая опытная установка печати керамических изделий. В настоящее время все права на применение данного метода печати в соответствии с зарегистрированным в 2021 году патентом US20210354365A1 “3D Particle Printing” (является частичным продолжением патента 2016 года) принадлежат XJet Ltd. В соответствии с ГОСТ Р 57589 (ASMT F2792-12A) данный метод можно отнести к категории процессов «Струйное нанесение материала» (Material Jetting).
Терминология
В англоязычной литературе для обозначения данного метода обычно используют запатентованное XJet наименование технологии NanoParticle Jetting (NPJ).
На русском языке информация о данной технологии печаталась лишь в электронных новостях некоторых сайтов, также данный метод упоминался в каталоге «Аддитивные технологии», выпущенном Агентством промышленного развития города Москвы. В связи с этим для единообразия применяемой в трехмерной печати терминологии в данной статье будет употребляться термин «струйное нанесение наночастиц» (СНН).
Принцип печати
Для реализации СНН 3D-принтер имеет 24 печатающие головки (половина — для нанесения конструкционного материала, половина — для материала поддержки), каждая из которых содержит 512 сопел. Все печатающие головки объединены в печатающий блок. Применяя термины литейного производства (по выполненным на каждом этапе заготовкам), разделим процесс печати следующим образом:
- «зеленый» этап;
- «коричневый» этап;
- заключительный этап.
«Зеленый» этап
Печать осуществляется нанесением слоя наночернил (состав указан в разделе «Материалы») из струйных сопел. Метод формирования капель неизвестен, предположительно аналогичный ПКНМ. После формирования капля падает на нагретую рабочую платформу, температура которой поддерживается равной +160…+230 °C. Когда капли наночернил соприкасаются с горячей поверхностью, жидкость-носитель начинает испаряться, оставляя частицы, покрытые тонким слоем связующего. Для поддержания процесса испарения за печатающим блоком следует нагревательная лампа, состоящая из шести галогенных ламп, и источник горячего воздуха. После полного испарения жидкости-носителя оставшиеся частицы могут связываться между собой. Затем выравнивающий валик перемещается по вновь напечатанному слою для определения его высоты. С этого момента система сравнивает полученное расстояние по вертикали с заданным и регулирует расположение печатающего блока при подготовке к печати следующего слоя.
По завершении этого этапа получается «зеленое» изделие, то есть изделие-заготовка, состоящее из металлического порошка и полимера. Схема процесса проиллюстрирована на рис. 1.

«Коричневый» этап
После печати всех необходимых слоев дальнейшая постобработка обеспечивает окончательную микроструктуру. Вначале изделие охлаждается, находясь внутри камеры построения. Потом рабочая платформа с изделиями вынимается из принтера и помещается в сушильный шкаф, чтобы обеспечить прочность в сыром виде. Затем процесс удаления подложки завершается в емкости с растворителем, где материал подложки растворяется. На выходе этого этапа получается «коричневое» изделие, то есть изделие после удаления связующего.
Заключительный этап
Наконец, готовые детали транспортируются в печь для спекания, где деталь подвергается воздействию высоких температур для достижения почти полной плотности и конечных свойств материала.
Материалы
Используются запатентованные XJet металлические (нержавеющая сталь, предположительно марки 316L) и керамические (диоксид циркония) наночернила и чернила с растворимым материалом поддержки. В августе 2021 года компания анонсировала применение оксида алюминия.
Применяемые чернила представляют собой диспергированные наночастицы металла или керамики, взвешенные в жидкости, которая выполняет роль раствора-носителя. Наночастицы внутри суспензии являются стохастическими (разной формы и размера).
Подобный состав позволяет поддерживать вязкость чернил в определенном диапазоне, необходимом для реализации процесса печати, но имеет некоторые недостатки. Например, невозможность точно контролировать структуру осаждения материала, поскольку он удерживается внутри раствора-носителя, и образование осадков, ведущих к засорению сопла.
Принтеры
В настоящее время в связи с тем, что право на использование метода СНН есть только у компаний XJet, количество 3D-принтеров на рынке ограничено двумя линейками:
- Carmel C (для керамических изделий);
- Carmel M (для металлических изделий).
Печать ПП
Технология имеет большой потенциал развития, но пока не использовалась для печати двумя функциональными материалами одновременно (в данном случае металлом и керамикой). В связи с чем к настоящему моменту попытки применения данной технологии для изготовления ПП отсутствуют. Тем не менее компании XJet постоянно совершенствует свою технологию, что позволяет надеяться на реализацию подобной системы в будущем. Однако сейчас уже возможно применение СНН для изготовления керамических листов для высокочастотной электроники.
Я. Ох (Y. Oh) с соавторами провели исследования образцов диоксида циркония (ZrO2), изготовленных СНН. В результате работы были получены следующие сведения:
- кристаллографический анализ показал, что образцы представляют собой смесь моноклинного (53%) и тетрагонального диоксида циркония, стабилизированного оксидом иттрия (47%);
- рентгенофлуоресцентная спектроскопия показала элементный состав 91% ZrO2 и 9% Y2O3 (по массе);
- программа TOPAS показала наличие 87% кристаллической и 13% аморфной фаз;
- средний размер частиц составлял 69 мкм со стандартным отклонением 31,2 мкм;
- микроскопический анализ показал незначительное наличие дефектов или полостей, указывающих на очень низкую пористость и высокую плотность образцов;
- наблюдаемая усадка образцов после спекания в среднем составила 18% со стандартным отклонением 0,98%;
- предполагается, что плотность и усадка образцов будут сильно зависеть от профиля спекания;
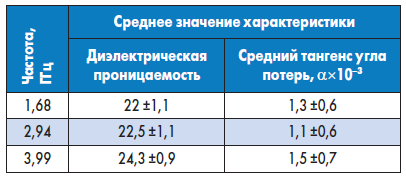
- диэлектрическая проницаемость и тангенс угла потерь на микроволновых частотах составили 23 и 0,0013 соответственно (аналогично значению, ожидаемому для кристаллического состава).
Полученные измеренные средние значения характеристик представлены в таблице.
Я. Ох и соавторы также продемонстрировали возможность изготовления прямоугольной диэлектрической резонаторной антенны и синусоидальной спиральной антенны с напечатанной методом аэрозольного нанесения материала серебряной спиралью.
Авторы
Ольга Смирнова
olga.smirnova.nik@gmail.com
Юлия Боброва
ju.s.bobrova@bmstu.ru
Константин Моисеев
k.moiseev@bmstu.ru
Обращайтесь по любым вопросам!
Подписывайтесь на наш канал, а также следите за нами в социальных сетях:
➡️ Telegram
➡️ VK
➡️ YouTube