Как мы знаем, Япония была и остаётся страной, небогатой природными ресурсами. В 30-е – 40-е годы прошлого века Япония была страной аграрной с неразвитым и необразованным населением. К тому же, в 1945 году Япония была в числе стран, проигравших войну, и, чтобы выжить в условиях экономического спада и стать передовой державой, необходимо было применить огромные интеллектуальные усилия.

Правительство Японии выбрало автомобильную промышленность как рычаг, который должен вывести страну из состояния прозябания в число наиболее экономически развитых стран мира. В то время безусловным лидером автомобильной промышленности были США. Десятилетиями США снижали издержки за счет наращивания массовости производства и уменьшения номенклатуры выпускаемых моделей автомобилей, в связи с чем заводы содержали объёмные склады для хранения деталей и комплектующих. Поставщики работали по аналогичным принципам. Достоинством такого типа производства было снижение себестоимости автомобиля за счет эффекта от масштаба производства, а недостатком — затраты на поддержание деталей и комплектующих на складах и высокая доля брака на промежуточных стадиях. Этот американский стиль - массовое производство - эффективно использовался во многих отраслях.
В то время президент автомобильной компании «Тойота мотор компани» Кийтиро Тойода сказал: «Необходимо догнать Америку за три года. В противном случае автомобильная промышленность Японии не выживет». Японцы поняли: чтобы догнать США, нужно разработать свою собственную систему производства, отличную от традиционной американской системы массового производства. И это удалось компании «Тойота». В течение нескольких десятков лет автомобильная корпорация создавала свою систему управления, интегрируя лучшую мировую практику.
Достигалось это не увеличением закупок металла для автомобилей, не расширением производственных площадей и набором кадров, не усиленным налаживанием массового производства. Компания «Тойота» достигла успехов, сломав принятый во всем мире американский стереотип системы массового производства и организовав выпуск широкой номенклатуры моделей автомобилей небольшими партиями по совершенно новой, изобретенной сотрудниками «Тойоты» системе.
Кийтиро Тойода, вспоминая ткацкий станок своего отца, который блокировал дальнейший процесс работы, если нить обрывалась, решил внедрить данную систему и на автомобильном заводе. Таким образом, стал применяться первый принцип бережливого производства — дзидока (автономизация). Это позволило до нуля сократить производство дефектных деталей и таким образом снизить потери. Если на каком-то этапе создавался брак, то машина автоматически останавливалась и подавала сигнал о происшедшей проблеме на данном участке.
Следующим этапом внедрения бережливого производства была система «точно в срок». Система «точно в срок» предполагает такую организацию производственного процесса, при которой на каждый производственный участок поставляется только необходимое количество деталей в нужное время, и ни одна деталь не производится, если она не была заказана на следующем этапе.
Цель, которую ставит перед собой компания Тойота: высочайшее качество, минимальная себестоимость, кратчайший срок производства.
Когда мы говорим об истории Бережливого производства, то особого внимания заслуживают два человека.
Отцом бережливой концепции считают Тайити Оно, исполнительного директора Toyota Motor Кампани. После Второй мировой войны он первый отказался от принципа экономии на масштабах, положенного в основу массового производства. Идея Тайити Оно состояла в том, чтобы производить продукцию малыми, а не крупными партиями и выпускать только те изделия и в таком объёме, который необходим для следующей производственной стадии. Тайити Оно руководил разработкой производственной системы компании, в основу которой были положены два ранее упомянутых метода бережливого производства: «точно в срок» и «дзидока».
По словам Тайити Оно, всё, что ему было необходимо, он изучил:
На Гонках Инди-500, где он заимствовал сбалансированную работу, подготовленность и командную работу.
На Заводе River Rouge компании Форд в штате Мичиган, где он изучил массовое производство и перемещающиеся сборочные линии.
В американских супермаркетах, где он изучил разнообразие и возможность замены товаров по мере покупки их покупателями. Это наблюдение легло в основу вытягивающего производства и Канбан.
Эдвард Деминг, американский учёный, статистик и консультант по менеджменту, доработал цикл Шухарта, который теперь весь мир называет циклом Шухарта-Деминга [PDCA], а также создал теорию менеджмента, основанную на предложенной им же теории глубинных знаний. Эдвард Дёминг читал лекции японским производителям, и идеи Дёминга были восприняты и применены японской промышленностью, благодаря чему впоследствии японские товары зарекомендовали себя как одни из лучших в мире с точки зрения качества и долговечности.
Производственная система Тойоты, которая легла в основу методологии бережливого производства, впитала в себя лучшие практики организации работы в собственной и зарубежных компаниях.
В период с 1950—1980 годы производственная система «Тойоты» занималась: сокращением складских запасов, используя метод «точно в срок», обеспечением высокого качества за счет принципа «защита от ошибки», снижением себестоимости за счет совершенствования производственных процессов;
с 1980 года формируется новая концепция, которая стала называться Всеобщей производственной системой «Тойоты» , которая занимается уже: сокращением времени производственного цикла (вытягиванием продукции с предыдущего процесса, выравниванием производства, обеспечением поточности), завершенностью собственных операций (интеграцией в процесс качества), стандартизированной работой, устранением потерь, высвобождением линейного персонала, активизацией персонала и производственных участков, опережающим совершенствованием при разработке новых видов продукции (параллельным инжинирингом, подготовкой пусконаладочных работ и массового производства).
Производственная система Тойоты Не была создана в одно мгновение. Это кропотливая работа, процесс непрерывного совершенствования в течении десятилетий, который продолжается до сих пор и будет непрерывно продолжаться, пока существует компания. Ведь встав однажды на путь непрерывного совершенствования, компания будет постоянно приближаться к идеальному состоянию, никогда его впрочем не достигая, ведь невозможно себе представить бизнес, в котором вообще нет потерь.
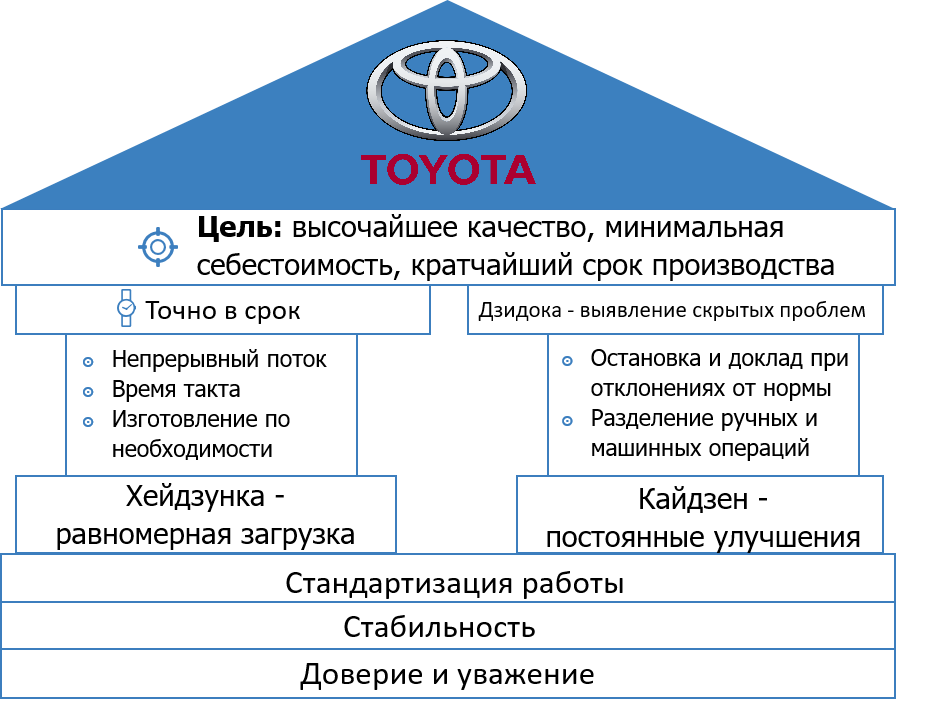
На рисунке представлен дом производственной системы Тойоты. Дом — это целостная структура, а не совокупность приёмов и методов. И чтобы он был крепким и прочным, должны быть крепки и прочны крыша, опоры и фундамент! Слабое звено может разрушить всю систему.
Крышу дома составляют цели бизнеса: отличное качество, низкие затраты и предельно короткое время выполнения заказов. На заводах Тойоты практикуют более широкий подход к целям, включающий высокий моральных дух сотрудников и безопасность труда, потому что компания никогда не жертвует безопасностью рабочих ради производства. У неё просто нет такой необходимости, поскольку устранение потерь не имеет ничего общего с созданием стрессовых условий и не угрожает безопасности.
Внешние опоры дома: система «точно в срок» и непрерывный поток единичных изделий, с одной стороны, а с другой стороны — дзидока, цель которой - встраивание качества на рабочем месте, чтобы не допустить передачу дефектной продукции дальше.
В центре дома ЛЮДИ, поскольку добиться устойчивых результатов можно лишь благодаря их постоянному совершенствованию! И в этом состоит основная задача производственной системы Тойоты: побудить людей постоянно совершенствовать процесс работы. Поэтому их следует обучить замечать потери и выявлять первопричины возникающих проблем. С проблемой важно разбираться на месте, увидев ситуацию своими глазами, а чтобы отыскать первопричину этой проблемы, поможет метод многократной постановки вопроса «5 Почему?».
Также в центре дома находится принцип синхронизированного производства (хейдзунка), т.е. такой производственный график, при котором колебания объёмов и ассортимента будут минимальными.
Фундамент дома производственной системы составляют стабильные стандартизированные процессы, визуальное управление и доверие и уважение между сотрудниками.
Особенно важна взаимосвязь между элементами Дома. Система «точно в срок» минимизирует запасы, что позволяет устранить многие проблемы в производстве. Поток единичных изделий обеспечивает последовательное изготовление изделий со скоростью, соответствующей запросам потребителя. Сведение запасов к минимуму означает, что дефекты изделий выявляются немедленно, чему способствует метод дзидока, который останавливает производственный процесс ради встраивания качества. Чтобы возобновить производство, сотрудники должны незамедлительно решить проблему. Казалось бы, работа при минимальных запасах и возможность остановить производство ведёт к нестабильности, и если предположить, что один за другим остановятся отдельные участки, то положение может стать критическим. Поэтому все сотрудники совместными усилиями стремятся как можно быстрее принять срочные меры, чтобы проблема не повторилась вновь. Именно люди в доме производственной системы Тойоты, как одна команда, ежедневно доводя до совершенства свои процессы и операции, создают тот высокий уровень стабильности, который необходим для бесперебойной работы системы.
Позднее, в 1980-х годах, американские специалисты изучили производственную систему Тойоты и концептуализировали её под наименованием lean production (lean manufacturing). Термин «lean» был впервые предложен бизнес-консультантом Джоном Крафчиком в статье “Triumph of the Lean Production System”, опубликованной в журнале “MIT SMR” в 1988 году.
Более подробно результаты развития и совершенствования компании Тойота были описаны в книге Джеймса Вумека «Машина, которая изменила мир» (1990).
В российской интерпретации методология Lean называется Бережливым производством. Сначала концепцию бережливого производства применяли в отраслях с дискретным производством, прежде всего в автомобилестроении. Затем концепцию адаптировали к условиям процессного производства. Позднее идеи бережливого производства стали применяться в торговле, сфере услуг, коммунальном хозяйстве, здравоохранении, системе образования, вооружённых силах, секторе государственного управления и во многих других видах деятельности.
Одним из главных факторов совершенствования в бережливом производстве является повышение скорости или, другими словами, производительности процесса. Выстраивая эффективный поток создания ценности, мы добиваемся сокращения времени производственного цикла, что позволяет нам произвести больше продукции за единицу времени и, тем самым, увеличить прибыль компании.
Еще одним фактором совершенствования является устранение потерь в потоке создания ценности, через это также достигается повышение эффективности процесса.
Ключевым в философии Toyota Production System является опора на человеческий фактор и, упрощенно говоря, командная работа, формирование атмосферы взаимопомощи.
Принципы, разделяемые внутри компании, должны распространяться на её клиентов и поставщиков. Если у них проблемы, вы вместе разбираетесь, ищете решения, учите друг друга. Не случайно часть российских предприятий познакомили с Toyota Production System их западные партнёры.
Определённый вклад в развитие бережливого производства был внесен в СССР, о чём нельзя забывать. Алексей Капитонович Гастев, русский революционер, профсоюзный деятель, поэт и писатель, теоретик научной организации труда и руководитель Центрального института труда – является основоположником идеи создания культуры труда и уважения к работникам. Он акцентировал особое внимание на человеческом факторе, что он открыто и озвучивал в своей книге "Как надо работать", указав, в первую очередь, на отсутствие культуры труда у большинства советских граждан и необходимость её привития. Он считал, что главную роль в работе предприятия играет человек, эффективность организации начинается с личной эффективности каждого человека на рабочем месте, в частности с эффективного использования времени. «Плохо организованное производство не может вовлечь человека, оно изнуряет силы работающего, раздражает его. Плохо организованный труд воспринимается как наказание и бессмысленность.», - говорил в своих трудах А.К. Гастев.
Идеи Гастева были в полной мере развиты и реализованы на предприятиях Тойоты.
Позднее появилась методология Шесть Сигм, которая является на сегодняшний день не менее популярной, чем Бережливое производство, а вместе две эти методологии составляют единую наиболее эффективную методологию Лин Шесть Сигм.
Шесть сигм — концепция управления производством, разработанная в корпорации Motorola в 1986 году и популяризированная в середине 1990-х после того, как Джек Уэлч применил её как ключевую стратегию в General Electric. Суть концепции сводится к необходимости снижения вариабельности выходов каждого из процессов, минимизации дефектов и статистических отклонений в операционной деятельности. Концепция использует методы управления качеством, в том числе, статистические методы, требует использования измеримых целей и результатов, а также предполагает создание специальных рабочих групп на предприятии, осуществляющих проекты по устранению проблем и совершенствованию процессов («чёрные пояса», «зелёные пояса»).
Изначально разработанная сотрудником корпорации Motorola Биллом Смитом, методология Шесть сигм нашла широкое применение во многих отраслях промышленности, и даже в сфере услуг. Большое влияние на разработку концепции оказали такие методологии, как всеобщее управление качеством, теория бездефектности продукции, основанные на работах Шухарта, Дёминга, Джурана, Исикавы, Тагути.
Методология шесть сигм имеет несколько отличительных черт от предыдущих методик управления качеством:
Во-первых, результаты каждого проекта должны быть измеряемыми и выражаться количественной метрикой;
Во-вторых, руководитель, в большей степени, рассматривается как сильный и харизматичный лидер, на которого можно положиться;
В-третьих, создание специальной системы присвоения званий специалистам методологии по аналогии с восточными единоборствами — «чемпион», «чёрный пояс», «зелёный пояс», «жёлтый пояс», «белый пояс» что ведёт к лучшему усвоению методологии среди работников;
В-четвёртых, принятие решений только на основе поддающейся проверке информации, без допущений и предположений.
«Шесть сигм» является зарегистрированным знаком обслуживания и торговой маркой компании Motorola. Среди других компаний, которые первыми начали применять методологию и добились положительных результатов, отмечаются Honeywell, General Electric. В конце 1990-х годов более 60 % организаций, входящих в список Fortune 500, начали в том или ином виде применять шесть сигм.
В 2000-е годы широкое применение получило совместное применение методологий шести сигм и бережливого производства под названием Lean six sigma.
В 2011 году Международная организация по стандартизации выпустила два стандарта серии 13053, посвящённых методологии шести сигм: ISO 13053-1:2011 «Количественные методы в процессах улучшения. Шесть сигм. Часть 1: методология DMAIC» и ISO 13053-2:2011 «Количественные методы в процессах улучшения. Шесть сигм. Часть 2: инструменты и техники».
Название методологии происходит от статистического понятия среднеквадратического отклонения, обозначаемого греческой буквой σ. Зрелость производственного процесса в этой методологии описывается через σ-уровень, или долю бездефектной продукции на выходе. Так, процесс, работающий на уровне 6σ, на выходе даёт 3,4 дефектных выходов на 1 млн. операций. Motorola установила в качестве цели достижение показателя качества 6σ для всех производственных процессов, и именно этот уровень и дал наименование концепции.
Методология шесть сигм основывается на следующих принципах:
Во-первых, для успешного ведения бизнеса необходимо постоянно стремиться к установлению устойчивого и предсказуемого протекания процессов;
Во-вторых, показатели, характеризующие протекание процессов производства и бизнес-процессов, должны быть измеряемыми, контролируемыми и улучшаемыми, а также отражать изменения в протекании процессов;
В-третьих, для достижения постоянного улучшения качества необходимо вовлечение персонала организации на всех уровнях, особенно высшего руководства;
В-четвёртых, искренний интерес к клиенту;
В-пятых, управление на основе данных и фактов;
В-шестых, ориентированность на процесс, управление процессом и совершенствование процесса;
В-седьмых, проактивное (упреждающее) управление;
В-восьмых, взаимодействие без границ (прозрачность коммуникации между подразделениями);
В-девятых, стремление к совершенству плюс снисходительность к неудачам.
При реализации проектов совершенствования процессов используется последовательность этапов DMAIC (define, measure, analyze, improve, control).
Первый этап: определение целей проекта и запросов потребителей (внутренних и внешних);
Второй этап: измерение процесса, чтобы определить текущее состояние;
Третий этап: анализ и определение коренных причин дефектов;
Четвёртый этап: улучшение процесса, сокращение различия между его текущим и желаемым состоянием;
Пятый этап: контроль дальнейшего протекания процесса.
Среди движущих факторов применения Лин Шесть Сигм компании выделяют следующие:
Во-первых, повышение операционной эффективности в целях снижения издержек
Во-вторых, улучшение финансовых показателей
В-третьих, стремление создать конкурентные преимущества или дифференцироваться
В-четвёртых, соответствие отраслевым стандартам качества
В-пятых, улучшение показателей своевременности поставок
В-шестых, сокращение времени на разработку и вывод на рынок новой продукции/услуг
В-седьмых, соответствие стандартам качества в целях сертификации.
На текущий момент большинство компаний используют для повышения эффективности методологию Лин Шесть Сигм в комплексе, а не отдельно Бережливое производство или Шесть Сигм. Иногда даже встречаются в компаниях Зеленые пояса по Бережливому производству, хотя система поясов пришла исключительно из Шести Сигм.
Желаю вам освоения методологии и успешных проектов повышения эффективности!
#бережливое производство
#лин
#шесть сигм
#лин шесть сигм
#lean six sigma
#Toyota production system
#производственная система