Друзья, всем привет! Сегодня поделюсь с вами своим небольшим столярным рекордом), а именно расскажу про одну из самых крупных разделочных торцевых досок, которую изготавливал с момента открытия магазина. Подчеркну, что многие не увидят тут ничего необычного, но для меня это очередной шаг вперед и сейчас поясню почему.
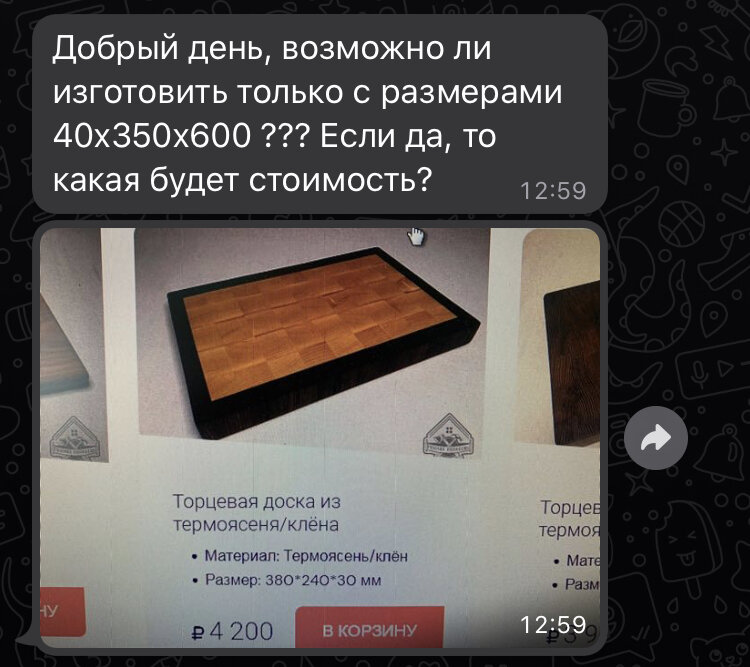
Пару недель назад нам написали в «магазинный» What’s app с вопросом можем ли изготовить доску размерами 600х350х40 мм. Модель доски была выбрана кленовая в окантовке из термоясеня. И, к слову, раньше уже поступали подобные заказы, но от них я отказывался, а сейчас с радостью согласился. Почему?
Всему виной технические особенности инструмента, а именно рейсмуса, ширина рабочей части у которого 305 мм, то есть на нем я могу обрабатывать щиты не более 305 мм шириной. Но всегда оставлял небольшой технический зазор и брался за заказы шириной не более 290мм. Одним из таких примеров является торцевая доска из бука с канавкой.

Вы мне скажете, что можно использовать фрезер с кареткой и таким образом выравнивать плоскость. Согласен, но для этого необходимы дополнительные временные и трудозатраты, они приведут к тому, что изготовление крупных досок по итогу будет менее выгодным нежели работа на потоке. Однако способ рабочий и многие им пользуются.
Возможно, на меня дополнительно влияла та мысль что совсем скоро планируется покупка барабанно-шлифовального станка, который бы облегчил жизнь.
И, собственно, после его покупки я с удовольствием начал брать габаритные заказы, одним из которых и стала торцевая доска, о которой сегодня идет речь.
Сам процесс изготовления практически ничем не отличается от стандартного, но это только на первый взгляд, сейчас расскажу, что было по-другому. Обычно все исходные доски я распускаю вдоль, и первый щит получается высотой около 40 мм. Сейчас же такие фрагменты смотрелись бы мелковато, потому решил склеить доски целиком под максимальную высоту шлифования барабанного станка.
Кстати по документам это 80 мм, но на практике можно немного поднять до 83-84, подкрутив несколько стопорных гаек на направляющей шпильке. Собственно, так и сделал.
В этом проекте рейсмус использовался исключительно для начальной обработки деталей, все что после первичной склейки проходило через барабанно-шлифовальный станок.
Далее занимаюсь подготовкой фрагментов. Обычная торцевая пила (например, моя Bosch) тут не подойдет, потому как после шлифовки мы получили щит толщиной 80 мм и шириной 330. И, к слову, за один проход на круглопильном станке тоже не отпилить, потому как максимальная высота пропила у меня составляет 70мм. Как раз для таких случаев использую торцовку от Black&Decker. Высота пропила у нее 90 мм (по факту пилит до 95), а ширина как раз под ширину щита.
В общем при помощи Black&Decker напилил фрагменты высотой 45 мм, с запасом под будущую обработку.
Так как доска у нас заказана с окантовкой, то параллельно склеивал щит из термоясеня шириной 700 мм. Его также прогонял через барабанно-шлифовальный и торцевал на Black&Decker. Затем пропустил все фрагменты через фуганок, убрав сколы и склеил воедино.
И да, как вы поняли я его использую не только как шлифовальный, но и как калибровальный. Этому способствует возможность фиксации шлифовальной консоли при помощи металлической стойки, таким образом консоль не приподнимает при соприкосновении заготовки с барабаном.
Еще один интересный и нестандартный момент, это подготовка к склейке боковой окантовки. Можно было также воспользоваться торцовкой от Black&Decker, но длина довольно большая и «завалить» угол риск велик. Решил использовать обычную дисковую пилу. С двух сторон при помощи угольника обозначил прямой угол, затем линейкой начертил линию реза. При помощи струбцин организовал направляющую и по ней отпилил лишнее. Второй край просто прогнал через распиловочный стол.
Края обработал на фуганке, отпилил в размер фрагменты из термоясеня и приклеил к общему щиту. На следующий день повторяю уже знакомые вам операции, а именно шлифую на барабанном станке, фрезерую ручки, снимаю фаску, хорошенько шлифую, поднимаю ворс, снова шлифую и обрабатываю маслом. В общем стандартный набор действий.
В целом работой над заказом я остался крайне удовлетворен. Из нюансов могу отметить бОльшее количество времени необходимого для обработки, потому как шлифовать на станке это не тоже самое как рейсмусовать и процесс идет медленно. В остальном все плюс-минус одинаково, только приходилось немного импровизировать. Вот такой мой первый опыт изготовления крупной торцевой разделочной доски. Сделаю несколько фото на сайт и посмотрю будет ли спрос на такой формат. Всем добра и хорошего настроения!