Автор: Валерий Шабанов «Борода» (Таллин)
КОРОНКИ ДЛЯ БЛЁСЕН
Ранее коронки для блёсен со сложной конфигурацией я изготавливал способом чеканки / выдавливания с применением свинцовой болванки, отлитой в консервной банке, и другими приспособлениями.
Второй вариант (для блёсен с прямолинейными гранями) – на пластинке металла размечал контуры будущей блесны, вырезал заготовку обыкновенными ножницами и загибал в тисках до желаемой геометрии блесны. В губки тисков устанавливал два алюминиевых уголка. И / или изгибал плоскогубцами.
Позднее просто на пластинку металла бумажным клеем наклеивал шаблон или развёртку блесны, изготовленный на компьютере, и вырезал по периметру. На принтере можно задать любой размер шаблону и изготавливать блёсны пропорционально оригинала в меньшую или большую сторону.
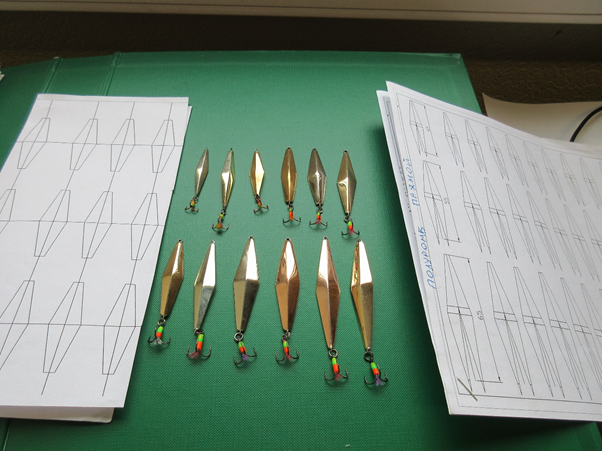
Коронка получается совершенно точной, ведь компьютер не ошибается в симметрии, а ножницами резать металл толщиной 0,2 мм (реже 0,15 – 0,3 мм) точно по тонкой чёрной линии на белом листе бумаги труда не составляет.
Таких шаблонов у меня скопилось достаточно много. Особенно чётко получается блесна «ПОЛУРОМБ БОКОВОЙ», см. фото нижний ряд с правой стороны. Загибается развёртка будущей блесны и стык металла со стороны крючка получается точным и незаметным. Особенно если применить припой без содержания свинца.
Но если год за годом приходится тем или иным способом мастерить одни и те же коронки для блёсен, то возникает законный вопрос:
А почему бы, наконец, не сделать матрицу и пуансон и штамповать коронки для любимых блёсен легко, быстро и точно?
Коронки для своей «Планирующей 24» я чеканю уже более 25 лет и буду продолжать мастерить эту блёсенку до тех пор, пока … глаза и руки смогут делать эту работу. Вот и изготовил, наконец, пуансончик и обеспечил себя коронками по потребности.
А вообще-то, по моему мнению, заморачиваться с изготовлением штампа для коронок, а это тоже время и работа, стоит в случаях, когда:
- блесна точно уловистая (это доказано годами её применения) и в дальнейшем всё равно придётся её изготавливать многократно;
- из-за лени (ведь человек когда-то из-за лени и колесо выдумал…) и для удовлетворения собственных амбиций самодельщика – если кто-то смог это сделать, то почему у меня не получится?
Конечно, матрицы и пуансоны я делал раньше и различными способами. Но просмотрев видео на канале Максима в You Tube, где Антон (Tulos) штампует коронки по «Технологии плюмбум», я, чисто из-за лени естественно, тоже попробовал сделать аналогично. И получилось!
Спасибо, Антон. Дай, Бог, тебе здоровья и всего самого наилучшего!
Добавлю фото, как я изготавливаю пуансон. Применяю три способа.
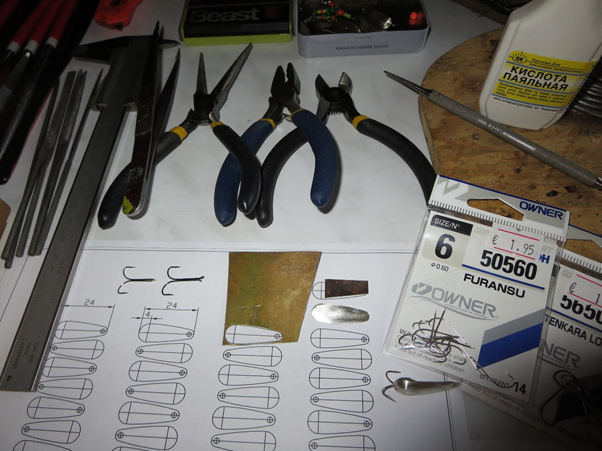
1. Из листа стали СТ-3 болгаркой вырезаю заготовку необходимого размера. В тисках напильником и надфилем, как уважаемый Tulos, задаю форму будущей блесны. Предварительно, как писал выше, на болванку наклеиваю бумажный шаблон. Тогда модель блесны у меня получается более точной.
При этом учитываю, что листовой отожжённый материал для коронки добавит ещё порядка 0,2 мм по всей поверхности коронки. Если использовать металл толщиной 0,15 мм, то грани коронки, если они на данной блесне есть, будут более чётко выражены. Да и смотреться блесна будет красивее.
Данная марка стали обрабатывается достаточно легко, но всё равно, чтобы получить пуансон и матрицу необходимого размера, геометрии и точности у меня ушло часа четыре.
На металлической пластинке размером примерно 150 х 30 х4 мм просверливаю отверстие диаметром 5 мм, снимаю фаску, накладываю заготовку блесны таким образом, чтобы отверстие находилось по центру заготовки. Если блесна не менее 55 мм, то можно сделать сварку и в двух местах.
Сварщик через это отверстие слегка приваривает заготовку к пластине. По диагонали на пластине делаю два штырька для точного расположения пуансона на свинцовой матрице. Чтобы сама модель блесны не изгибалась после многократного применения на пластину дополнительно привариваю полосу металла толщиной примерно 8 мм.
Возможны и иные комбинированные варианты.
Можно заготовку к пластине зафиксировать заклёпкой, как Tulos, но у меня это не получилось.
2. Аналогично из СТ-3 вырезаю болванку необходимого размера. И в тисках с помощью пилы по металлу, напильника и надфиля на торце металла отсекаю всё лишнее и получается пуансон для изготовления коронки блесны.
На фото «КТ 47», полагаю, что всё наглядно.
Мне, глядя на результат, весь данный процесс становится вполне приятным. Не всегда на фото выпадает должный ракурс, но я старался в полной мере соблюсти геометрию этой классной блесны. Спасибо Курскому за разработку этой блесны, ДеЯтелю и Tulos за дружеские советы.
Для первого и второго способа в консервной банке расплавляю свинец. После охлаждения удаляю банку, а одну сторону свинцовой болванки выравниваю напильником. Поверхность болванки должна быть достаточно ровной. Накладываю пуансон на эту болванку, молотком стучу по тыльной стороне заготовки до полного прилегания пластины к поверхности болванки.
Добавлю тогда уже и остальной процесс изготовления «КТ 47». А мне хотелось изготовить эту блесну именно в таком размере для ловли окуня на Чудском озере на глубинах 7 – 10 м.