Уже несколько раз на разных ресурсах я сталкивался с вопросом «Как печатать вазу?», «Как настроить Cura для печати вазы?». Но ни где однозначного рецепта я не нашел. В итоге как всегда в этой жизни, пришлось разбираться с этой штукой самому. Ну а дабы мое знание не пропало даром, хочу поделиться им с общественностью.
И так, для начала нам понадобится модель вазы. На просторах интернета их полно. Порой кажется, что большинство людей покупает 3Д принтер именно для печати ваз.
Что же такое «Режим вазы»? Это специальный режим, в котором 3Д принтер печатает объект в один слой по спирали. Т.е. естественно, что слоев много, но они печатаются, как бы это сказать… одной непрерывной линией. Без ретрактов и перемещений. Ну скажем как наматывается нитка на катушку, только на катушке много слоев, а мы печатаем в один слой. При печати ваз отсутствует такое понятие как заполнение. Точнее, этот режим практически полностью выключается. Печатается только внешний контур детали. Именно по этой причине много моделей ваз не полые, а монолитные. Зачем париться и вырезать внутренние поверхности если принтер их все равно печатать не будет и этот труд никто не оценит?
Теперь поговорим об аппаратной части. Для того чтобы ваза получилась хорошей, прочной и может быть даже герметичной, стоит сменить сопло в принтере. Стандартное сопло с диаметром отверстия 0,4 мм для печати ваз не годится. Принтер напечатает вазу, но она получится слишком хрупкой. Ну и одно неосторожное движение и вы отец :). Есть смысл вазы печатать соплами с диаметром от 0,8 мм. Мне больше всего нравится печатать вазы соплом с диаметром в 1мм.
Стоит учесть, что при использовании сопла такого большого диаметра, за единицу времени из сопла 3д принтера диаметром 1 мм выходит значительно больше пластика, чем через сопло 0,4 мм. Соответственно это надо учитывать при настройке профиля печати. Если вы привыкли печатать в обычно режиме PLA пластиком на скорости 60-70 мм/с, будьте готовы к тому, что скорость печати придется уменьшить до 20-30 мм/с, в первую очередь из-за того что принтер может не успевать плавить увеличенный объем пластика. Так же, учтите, что ваза печатается в один слой. Поэтому для получения герметичных изделий, необходимо увеличивать экструзию на 5-10%. Более точно нужно смотреть по результатам печати. А вообще, не поленитесь и откалибруйте принтер. Не забываем про калибровку стола! Вот это обязательно.
Теперь поговорим о дне. Дно вазы, это единственная часть, которая печатается в принтере не по спирали. Так что параметры заполнения на нее действуют частично. Действует параметр «количество слоев крышки/дна». Не рекомендую делать как слишком тонкое, так и слишком толстое дно. Дно, напечатанное в один слой может отвалиться, тупо не отлипнув от стола принтера. Слишком толстое дно может повести себя точно так же. у меня на практике хорошо получалось, когда дно было 2-3 слоя.
И так, теперь поговорим о Cura.
Как известно, в версии 3,4,1 диаметр сопла прописывается в свойствах принтера. Для того чтобы не перенастраивать и не создавать принтер, рекомендую создать точно такой же, но в настройках прописать другой диаметр сопла. Я сделал так. Но кому не нравится, можете просто поменять диаметр сопла в имеющемся принтере.
Теперь по основным настройкам. Обычно я беру профиль пластика, которым собираюсь печатать клонирую его и дорабатываю.
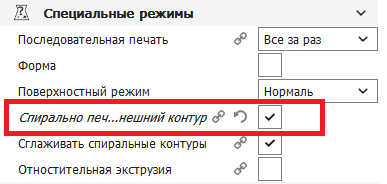
1) Включаем в профиле «режим вазы» для этого В разделе «Специальные режимы» ставим галку у пункта «Спирально печатать внешний контур». Таким образом мы включаем этот самый режим вазы.
2) Теперь перейдем к разделу «Ограждение» В этом разделе при печати в режиме вазы настраивается только 2 параметра это слои дна. Рекомендую для начала поставить 2. И Шаблон крышки/дна. Тут уж смотрите как вам нравится. Мне больше нравится зигзаг. Работает еще параметр «Шаблон начального слоя», но я его ставлю таким же какой шаблон крышки/дна. Остальные параметры как правило слайсером игнорируются.
3) Раздел качество. Т.к. мы заменили сопло и вместо 0,4мм у нас сопло 1мм, то параметры качества меняются. Необходимо увеличивать высоту слоя пропорционально увеличению диаметра сопла. Если мы считаем что минимальная высота слоя для сопла 0,4 составляет 0,1 мм, то для сопла 1мм, она будет составлять 0,25 мм. Я ставлю 0,3 мм. Считай почти минимально. По идее можно и меньше. Но я не пробовал, соответственно результат не гарантирую. Т.к. у нас увеличивается диаметр сопла то и ширина линии увеличивается. У моего принтера при сопле 1 мм реальная ширина линии составляет 0,94 мм. Это реальный замер :). Ну а ширину линии первого слоя в процентах, выставляйте как обычно для вашего пластика. У меня при таких параметрах хорошо получалось. Но по хорошему, нужно провести калибровку принтера под сопло.
Ну а теперь берем нашу модельку. Закидываем в Cura и получаем вот такой вот результат:
Моделька была монолитной. Но если отслайсить ее и посмотреть на нее в режиме просмотра слоев, то мы увидим, что напечатается она полой. Будет в ней только дно с тем количеством слоев, которые мы задали:
Ну вот кажется и все. Надеюсь, что статья оказалась для вас полезной.
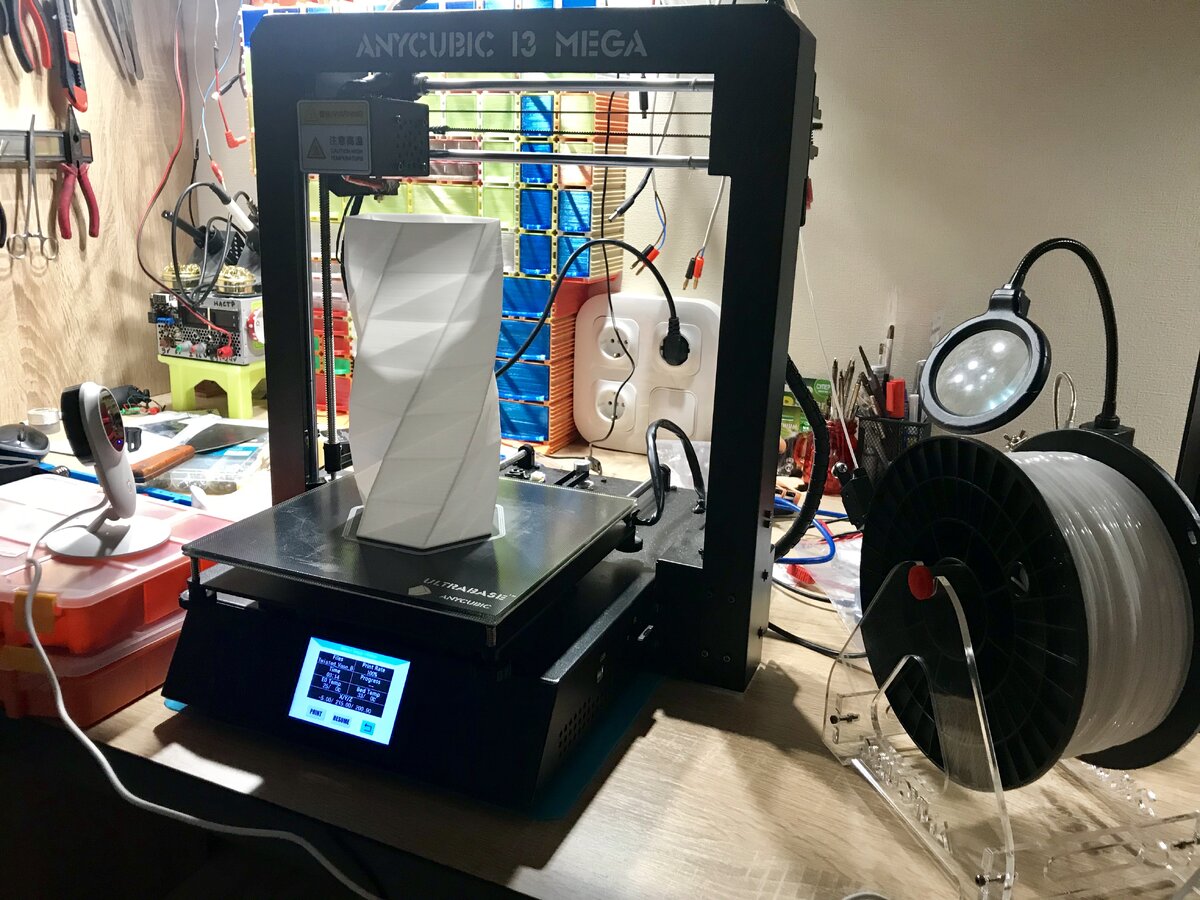
Если вы все сделали правильно, то ваза будет печататься как показано на видео:
Понравилось? Тогда ставь лайк видосу и подписывайся на канал!
Как говорится нет предела совершенству. Если я что-то не написал, то я мог просто забыть или не знать. Удачной вам печати.
Источник для написания статьи сайт https://www.ionline.by