
Общие рекомендации при назначении скорости резания сталей можно свести к следующему правилу - скорость резания мартенситных сталей в среднем в два раза ниже скорости резания, назначаемой для обработки обычных низкоуглеродистых сталей. При повышенном содержании углерода инструмент очень быстро изнашивается и необходимо еще больше снизить скорость резания. При 0,35 - 0,40 % С, например, в случае нержавеющих сталей для ножей, скорость резания должна составлять не более 45% скорости резания низкоуглеродистых сталей с высокой обрабатываемостью. При содержании углерода выше 0,6 % скорость резания должна быть снижена до 30 - 35 %. Также, ЗАО «Росмарк-Сталь» рекомендует применение ленточных пил с твердосплавными зубьями.
Ферритные стали имеют более высокую обрабатываемость резанием, чем мартенситные стали. Стали с содержанием хрома в диапазоне 16 -18 % обрабатываются, как мартенситные стали после высокого отпуска. Ферритные стали с содержанием хрома в пределах 25 - 30% имеют обрабатываемость несколько ниже, вследствие повышенной склонности данных сталей к наростообразованию и выкрашивания режущих кромок ленточных пил. При обработке таких сталей рекомендуется назначать режимы резания, отвечающие минимальной вероятности образования нароста.
Введение в состав таких сталей легирующих присадок серы (и селена) позволяют повысить как обрабатываемость мартенситных и ферритных сталей, так и производительность процесса резания.
Теплота является одним из основных физических показателей процесса резания металлических заготовок ленточными пилами. Она определяет оптимальные значения резания, а, следовательно, стойкость пил. Особое значение имеет тепловыделение при обработке нержавеющих, коррозионностойких сталей. По сравнению со сталью 45, данные материалы имеют теплопроводность ниже, в три и более раз. Пониженная теплопроводность затрудняет процесс отвода тепла из зоны резания, повышает интенсивность износа инструмента, повышает вероятность налипания обрабатываемого материала на передней поверхности зуба пилы.
Также рациональным показателем процесса механической обработки является удельная работа резания (отношение работы, затраченной на процесс резания, к объему срезанного металла. Удельная работа зависит от режимов резания, геометрии применяемого инструмента. Резание данных групп сталей характеризуется повышенным величинами удельной работы. Расход энергии, необходимой получения объема стружки данных сталей, на 40 – 50 % больше, чем при получении такого же объема стружки при обработке углеродистых сталей. Следовательно, для порезки нержавеющих сталей следует выбирать более мощное ленточнопильное оборудование, отвечающее условию повышенной жёсткости конструкции, на котором применяется ленточнопильный инструмент с шириной полотна от 41 мм и более, что отвечает следующим условиям: устойчивости положения полотна в пропиле; прочности зуба; эффективному отводу теплоты из зоны резания в тело инструмента и СОТС.
Введение в состав аустенитных сталей присадок, повышающих их обрабатываемость, приводит к уменьшению коррозионной стойкости сталей. Обрабатываемость аустенитных сталей можно повысить термообработкой – отжигом.
Смазка и охлаждение играют особо важную роль при обработке нержавеющей стали. Низкая теплопроводность этих высоколегированных сталей вызывает местные перегревы, так как тепло, выделяющееся при работе инструмента, удаляется очень медленно через массу металла. В случае обработки аустенитных сталей высокий коэффициент расширения, превышающий на 50 % коэффициенты расширения других сталей, усугубляет недостатки, связанные с этими местными перегревами, ввиду чего необходимо обильное охлаждение и смазка смазочно-охлаждающей жидкостью (СОЖ), способной выдержать высокие давления, применяемые при этой обработке. При резке нержавеющих сталей, во избежание сильных перегревов,применяют преимущественно водные эмульсии на синтетической основе, содержащие в своём составе эфиры и жирные кислоты, которые значительно улучшают смазывающую способность. ЗАО «Росмарк-Сталь» рекомендует для этих целей водосмешиваемую СОЖ LENOX Saw Master, разработанную в сотрудничестве с ведущим производителем ленточных пил. Микроразмер частиц этой СОЖ так же способствует тонкой фильтрации и чистоте рабочих поверхностей без липких осадков. Во всех случаях следует создавать обильное охлаждение под давлением, причем струю направляют непосредственно на деталь и режущую кромку инструмента.
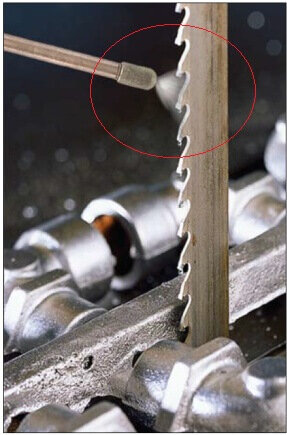
Ленточные пилы для обработки нержавеющих сталей должны отвечать требованиям производительности процесса резания и обеспечивать высокую стойкость инструмента. Геометрия профиля зубьев должна обеспечивать эффективное стружкообразование, минимальное теплообразование, свободное стружкоудаление. Инструментальный материал режущей части зубьев пилы должен иметь высокую твердость и изностстойкость, низкую скрашиваемость.
Из широкой линейки полотен компаний Lenox (США) и Rontgen (Германия), признанных мировых лидеров ленточнопильного сегмента инструментальной индустрии, ЗАО «Росмарк-Сталь» рекомендует инструмент – LENOX Contestor GT, Roentgen bi-alfa Master и Rontgen bi-alfa Master Supreme - ленточные пилы, отвечающие повышенным требованиям, предъявляемым к инструменту под порезку заготовок из нержавеющих и коррозионностойких сталей.
Особенности инструментального материала режущей части зуба (физико-механические свойства и структура), повышенные механические свойства полотна - основы данных пил, а также технология производства этого инструмента обеспечит высокие показатели производительности порезки заготовок из сталей с пониженной обрабатываемостью резанием, высокую стойкость инструмента. Данное инструментальное решение, предлагаемое нашей компанией, позволит достичь высоких показателей производительности заготовительных участков и гарантирует повышение эффективности применяемых на вашем предприятии ленточнопильных технологий, обеспечивая получение минимальной себестоимости реза заготовки.
В статье, размещенной ранее на нашем сайте, мы также коснулись общих вопросов выбора твердосплавного инструмента по сравнению с биметаллическими ленточными пилами.
На основании результатов сравнения производительности процессов резания биметаллическими ленточными пилами и пилами с твердосплавными зубьями были сформулированы выводы о целесообразности применения этого инструмента при решении задач по порезке заготовок из нержавеющих и коррозионностойких сталей.
Обратитесь к техническим специалистам ЗАО «Росмарк-Сталь», и уже завтра вы оцените положительный эффект предлагаемых нами инструментальных решений.
Константин Кукуев
Руководитель службы технической поддержки ЗАО «Росмарк-Сталь»
7 (917) 515-82-90