Опыт BYD: сложная штампованная ниша запасного колеса - case study по эталонной доводке технологического процесса (разбор статьи из китайского журнала «Инструментальная промышленность» от 11.05.2026). Первая часть.
Среди крупных структурных деталей кузова ниша запасного колеса - по праву одна из сложнейших. Глубина и размеры «колодцев» для «запасок» неуклонно возрастают, и соответственно этому усугубляются и без того немалые трудности со штампуемостью. Задиры, разрывы, гофры и складки, нестабильность от деформационного разогрева в процессе штамповки крупных партий - типичные проблемы, с которыми приходится бороться при доводке деталей глубокой вытяжки, но для случая ниши эти «боли» усиливаются многократно. Тем интереснее новейшая публикация китайских учёных и инженеров. В статье «Исследование по разработке технологии и доводке штампов для задней панели заднего пода» разбирается пример реального потока ниш запасного колеса BYD, с глубиной вытяжки около 240 мм, с процессом из трех операций (!). Отдельно отметим, что основной материал детали - аналог «мягкой» неоцинкованной стали DC05, толщина 0,7 мм.
«Для данного типа деталей характерна большая глубина вытяжки, что составляет трудности при получении формы за один этап. Более того, при наличии широкой плоской поверхности вокруг ниши и соответствующего натяжения, заготовка по умолчанию непросто затягивается к центру детали, что приводит к риску образования разрывов на стенках. Если же металл слишком легко двигается на периферии во избежание разрывов, то образуются складки и гофры, которые сложно устранить».
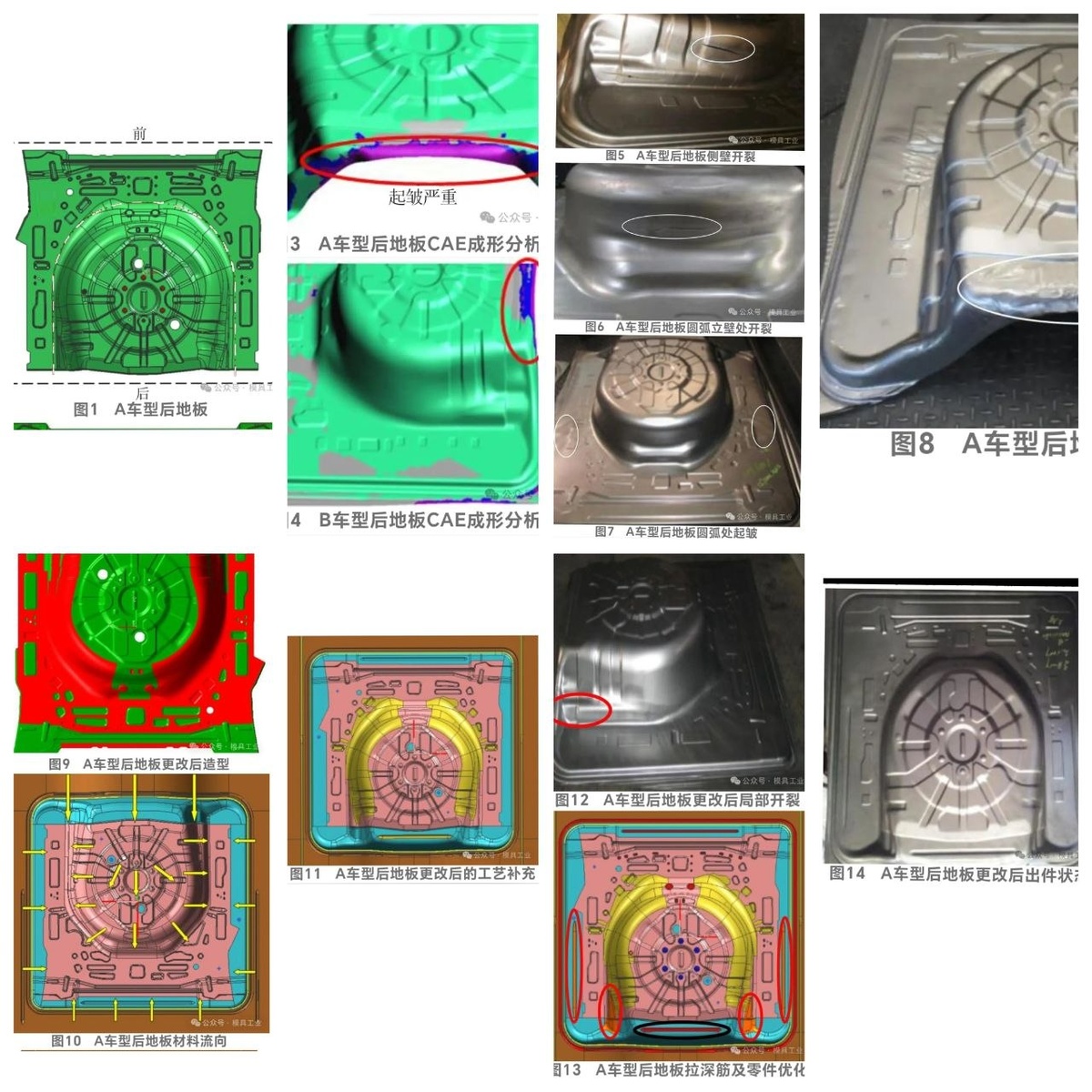
Была выбрана «полуоткрытая» схема вытяжки (контур вытяжного перехода не замкнут вокруг пуансона). Обратим внимание на детектированные при изначальном моделировании складки в зоне «полуоткрытой» части ниши - они воплотились в реальности точно так, как было предсказано (рис.3 и рис.8).
На рис.5, 6 и 7 мы видим трудности, которые пришлось решать в ходе наладки, не обнаруженные в симуляции. Они типичны: в ходе борьбы с гофрами большой амплитуды по плоской зоне прижима, усилие его было увеличено, что, в свою очередь привело к образованию разрывов. Полученный в ходе настройки переход виден на рис.8.
«Баланс между складками и разрывами был достигнут трудным путем, а произведенные детали были нестабильны по качеству и крайне чувствительны к изменчивости параметров исходной заготовки».
Очевидно, результат оказался неприемлемым. В ходе работ по доводке были выполнены следующие действия:
- оптимизация радиусов пуансона и матрицы, локальное увеличение угла наклона, добавление подштамповок для «абсорбирования» складок и гофр (см. рис.9);
- продление перетяжных рёбер на самой периферии прижима для лучшего управления гофрообразованием и общего улучшения баланса натяжения (рис.10);
- была проведена дополнительная модификация формы и добавление ребра-подштамповки на пуансоне близко к «полуоткрытой» форме вытяжки.
Вышеуказанные меры оказались... недостаточными.
«Проблема избыточного гофрообразования была отчасти решена, однако процесс был по-прежнему нестабилен, со спорадически возникающими гофрами и локальными разрывами, как показано на рис.12. Чтобы улучшить стабильность процесса вытяжки, были усилены перетяжные ребра по боковым сторонам перехода - для лучшего управления гофрообразованием; для решения проблемы разрывов и утонений в задней части детали (ближе к бамперу), ребро-подштамповка на пуансоне было занижено, чтобы уменьшить натяжение и увеличить затягивание - см. рис.13. Проверка доработанной вытяжки показала хорошие результаты, с существенным улучшением в части гофр и разрывов. Состояние улучшенного перехода можно увидеть на рис.14».
Все требования по качеству были достигнуты (продолжение разбора ниже). #byd #benchmarking #немного_матчасти #переводы #новости