Приветствую всех любителей запаха плавящегося пластика, бесконечных катушек филамента и магии создания физических объектов из цифровой пустоты! Сегодня у нас на операционном столе устройство, которое наделало столько шума в комьюнити, что его отголоски слышны до сих пор.
Когда компания Bambu Lab выкатила свою модель A1, это было похоже на разорвавшуюся бомбу. Они взяли классическую, казалось бы, донельзя устаревшую архитектуру «дрыгостола» (где печатный стол ездит по оси Y), накачали ее стероидами в виде линейных направляющих, добавили кучу датчиков, искусственный интеллект, возможность многоцветной печати с помощью AMS Lite и заявили: «Мы сделали принтер для всех. Вы просто нажимаете кнопку, и он печатает идеально». И знаете, поначалу многие действительно поверили в эту сказку. Блогеры наперебой пели дифирамбы, показывая безупречные кораблики Benchy, напечатанные за пятнадцать минут.
Но мы-то с вами люди взрослые и понимаем: чудес в инженерии не бывает. Любой сложный механизм, работающий с высокими температурами, расплавленными полимерами и сложной кинематикой, рано или поздно начинает показывать характер. Особенно когда эйфория от покупки спадает, и принтер начинает пахать в режиме 24/7, печатая не только тестовые кубики, но и реальные, сложные, массивные проекты.
Я провел с этим аппаратом огромное количество времени, перевел километры филамента, общался с десятками других владельцев, читал закрытые форумы и собирал статистику. И сегодня я готов вывалить на вас всю правду. Мы не будем заниматься восхвалением или, наоборот, хейтом ради хейта. Мы займемся суровым, практическим траблшутингом. В этой огромной статье мы разберем самые частые, самые раздражающие и самые скрытые проблемы Bambu Lab A1, о которых молчат в красивых рекламных роликах. И, самое главное, я детально, по шагам расскажу, как каждую из этих проблем решить. Устраивайтесь поудобнее, заваривайте крепкий чай или кофе — разговор будет очень долгим, техническим, но максимально понятным.
Иллюзия идеальной адгезии: почему детали улетают со стола
Начнем с самого фундаментального, с того, на чем строится любая успешная печать — с первого слоя и адгезии (прилипания детали к печатному столу). В комплекте с Bambu Lab A1 идет роскошная, гибкая металлическая пластина с двусторонним текстурированным PEI-покрытием. На бумаге это звучит как ультимативное решение: пластик должен липнуть к ней намертво при нагреве и сам отскакивать при остывании. Да и автоматическая калибровка стола по датчикам давления в сопле (тензодатчикам) должна обеспечивать идеальный зазор.
Но суровая реальность бьет по рукам уже на второй-третьей неделе активного использования. Вы запускаете печать большой, плоской детали (например, корпуса для какой-нибудь электроники), уходите по своим делам, а вернувшись, обнаруживаете, что края детали безжалостно загнуло вверх (эффект деламинации), либо сама деталь вообще сорвалась с креплений, и принтер радостно печатает в воздухе огромный ком пластиковых спагетти. Почему это происходит на «умном» принтере?
Коварство человеческих рук
Первая и самая банальная причина, на которой спотыкаются 90% новичков — это жир. Текстурированное покрытие PEI имеет микроскопические впадины и бугорки. Когда вы снимаете готовую деталь, вы невольно касаетесь поверхности стола пальцами. Человеческая кожа всегда выделяет себум (кожный жир). Для PEI-покрытия этот жир — абсолютный криптонит. Он создает тончайшую, невидимую глазу разделительную пленку, за которую расплавленный пластик просто не может зацепиться.
Многие по старинке пытаются протирать стол изопропиловым спиртом. Да, спирт — это хорошо, но в случае с текстурированным покрытием он часто работает неправильно: он растворяет жир, но не смывает его, а просто размазывает тонким слоем по микрорельефу пластины.
Решение проблемы: Забудьте про спирт как про основное средство. Раз в неделю (или как только почувствовали проблемы с адгезией) берите печатную пластину, несите ее в раковину, включайте теплую воду, берите обычную губку для посуды (мягкую сторону!) и самое простое, дешевое средство для мытья посуды без бальзамов и кремов для рук. Тщательно, с пеной намыльте всю поверхность, затем промойте обильным количеством воды и высушите бумажными полотенцами. После этой процедуры вы не узнаете свой стол — PLA и PETG начнут липнуть к нему так, что их придется отрывать с усилием.

Ошибки автоматического Z-offset
Вторая причина кроется в самой магии Bambu Lab. Принтер использует кончик сопла как щуп, тыкаясь им в печатную платформу, чтобы определить идеальный зазор (Z-offset). Это гениально, но есть нюанс. Если на кончике сопла осталась хотя бы микроскопическая, твердая капля пластика от предыдущей печати, принтер упрется в стол этой каплей, а не металлом сопла.
В результате электроника подумает, что стол находится ниже, чем он есть на самом деле. Принтер установит неправильный зазор, и первый слой будет печататься слишком высоко — пластик просто ляжет на поверхность, не вдавившись в нее.
Решение проблемы: В Bambu Lab A1 есть специальная щеточка для очистки сопла (wiper), которая находится на краю оси X. Но она не всегда справляется, особенно с тягучими пластиками вроде PETG. Перед запуском ответственной печати заведите привычку визуально осматривать кончик сопла. Если там есть нагар или сопля — разогрейте хотэнд до 200 градусов и аккуратно снимите ее латунной щеткой или пинцетом. Принтер должен калиброваться абсолютно чистым металлом.
Температурные качели
A1 — это открытый принтер. И как бы маркетологи ни пытались убедить нас в том, что современные профили печати все компенсируют, физику обмануть нельзя. Если вы печатаете в комнате, где гуляют сквозняки, открыта форточка, или работает кондиционер, верхние слои детали будут остывать быстрее нижних. Возникнет внутреннее напряжение материала, которое неминуемо потянет углы детали вверх, отрывая их от даже самого чистого стола.
Решение проблемы: Если вы печатаете большие детали с прямыми углами, в слайсере (Bambu Studio) обязательно включайте функцию «Brim» (кайма). Это тонкая окантовка из пластика вокруг основания детали, которая искусственно увеличивает площадь контакта со столом. Для надежности делайте кайму шириной не менее 5-8 миллиметров. И, ради всего святого, убирайте принтер с прямого потока воздуха от кондиционера.
Темная сторона многоцвета: война с AMS Lite
Система AMS (Automatic Material System) Lite — это то, ради чего многие вообще покупают этот принтер. Возможность печатать четырьмя цветами одновременно, поддержка растворимых поддержек (PVA), автоматическая смена катушек, когда одна заканчивается — это настоящий некстген. Внешне это выглядит как карусель, которая стоит рядом с принтером и подает пластик по четырем тефлоновым трубкам прямо в печатающую головку. Но за этот комфорт приходится платить нервами.
Проблема застревания и обламывания филамента
Самый частый кошмар владельца AMS Lite — это когда посреди многочасовой цветной печати принтер ставит работу на паузу и выдает на экран сообщение об ошибке: «Не удалось вытянуть филамент из экструдера».
Дело в том, что при смене цвета принтер должен обрезать пластик в экструдере, вытянуть его обратно в AMS, протолкнуть новый цвет, прочистить сопло и продолжить. Но некоторые виды пластика (особенно старый, впитавший влагу PLA, или пластики с наполнителями вроде дерева или мрамора) становятся очень хрупкими. При попытке моторов AMS вытянуть нить назад по длинной изогнутой тефлоновой трубке, пластик просто обламывается внутри.
И вот вы стоите перед принтером. Кусок пластика застрял где-то между AMS и печатающей головкой. Ни туда, ни сюда. Датчики сходят с ума.
Решение проблемы: Во-первых, профилактика. Никогда не используйте старый, хрупкий PLA в системе AMS. Проверьте пластик руками: если он ломается при изгибе на 90 градусов — сушите его в специальной сушилке. Во-вторых, правильная трассировка трубок. Убедитесь, что четыре трубки от AMS к принтеру идут плавной дугой, без резких перегибов, стяжек, которые их пережимают, или запутываний.
Если облом уже произошел — не паникуйте. Отсоедините тефлоновую трубку с застрявшим куском от печатающей головки (нажав на черное пластиковое кольцо цангового зажима) и от самого блока AMS. Затем возьмите длинный кусок свежего, жесткого филамента (или специальную струну) и вручную протолкните застрявший обрезок наружу. Ни в коем случае не пытайтесь вытянуть его силой с помощью плоскогубцев — вы исцарапаете внутреннюю поверхность тефлоновой трубки, и застревания станут постоянными.
Картонные катушки — скрытый враг
Сейчас мир 3D-печати стремится к экологии, и большинство производителей (включая именитых вроде Polymaker или Elegoo) перешли на картонные катушки. И это огромная головная боль для AMS Lite.
Механизм удержания катушек в AMS Lite рассчитан на жесткие пластиковые обода. Картонные катушки, во-первых, часто деформируются, из-за чего катушка начинает вращаться «восьмеркой», создавая неравномерное натяжение нити. Во-вторых, картон трется о пластиковые посадочные места AMS, образуя мелкую картонную пыль. Эта пыль затягивается вместе с пластиком в тефлоновые трубки, попадает в шестерни экструдера и со временем забивает их намертво, приводя к недоэкструзии.
Решение проблемы: Решений несколько. Самое правильное — найти на популярных сайтах с 3D-моделями (типа MakerWorld) специальные адаптеры-ободки для картонных катушек. Вы распечатываете два таких пластиковых кольца, плотно надеваете их на края картонной катушки, и вуаля — она вращается идеально ровно и не пылит. Альтернативный вариант (если не хочется ничего печатать) — обмотать края картонной катушки по периметру парой слоев качественной изоленты. Это укрепит края и снизит пылеобразование.
Перехлест нити на катушке
AMS Lite толкает нить в принтер, а потом наматывает ее обратно на катушку. В этот момент намотки происходит ослабление нити. Если катушка намотана на заводе неидеально ровно, нить может перехлестнуться сама за себя, образовав классический узел. При следующей подаче узел затянется, мотор AMS начнет надрывно трещать, пытаясь протолкнуть пластик, и печать остановится.
Решение проблемы: К сожалению, программно это не лечится. Это проблема неровной заводской намотки. Если вы заметили, что какая-то катушка склонна к образованию узлов, лучше использовать ее на обычном, внешнем держателе катушки без участия AMS. Также всегда следите за тем, чтобы кончик нити, когда вы убираете катушку на хранение, был надежно зафиксирован в специальных отверстиях на бобине. Узел чаще всего образуется именно в тот момент, когда вы неаккуратно отпускаете свободный конец нити, и он проваливается под соседние витки.
Хотэнд и Экструдер: сердце, которое может остановиться
Bambu Lab A1 оснащен потрясающим экструдером с прямым приводом (Direct Drive) и революционной системой быстрой смены сопел. Больше никаких гаечных ключей, нагрева блока до 250 градусов и риска свернуть резьбу! Отщелкнул фиксатор — вытащил сопло — вставил новое. Это действительно работает великолепно. Но у этого компактного и сложного узла есть свои темные тайны.
Тепловая пробка (Heat Creep): почему принтер перестает выдавливать пластик
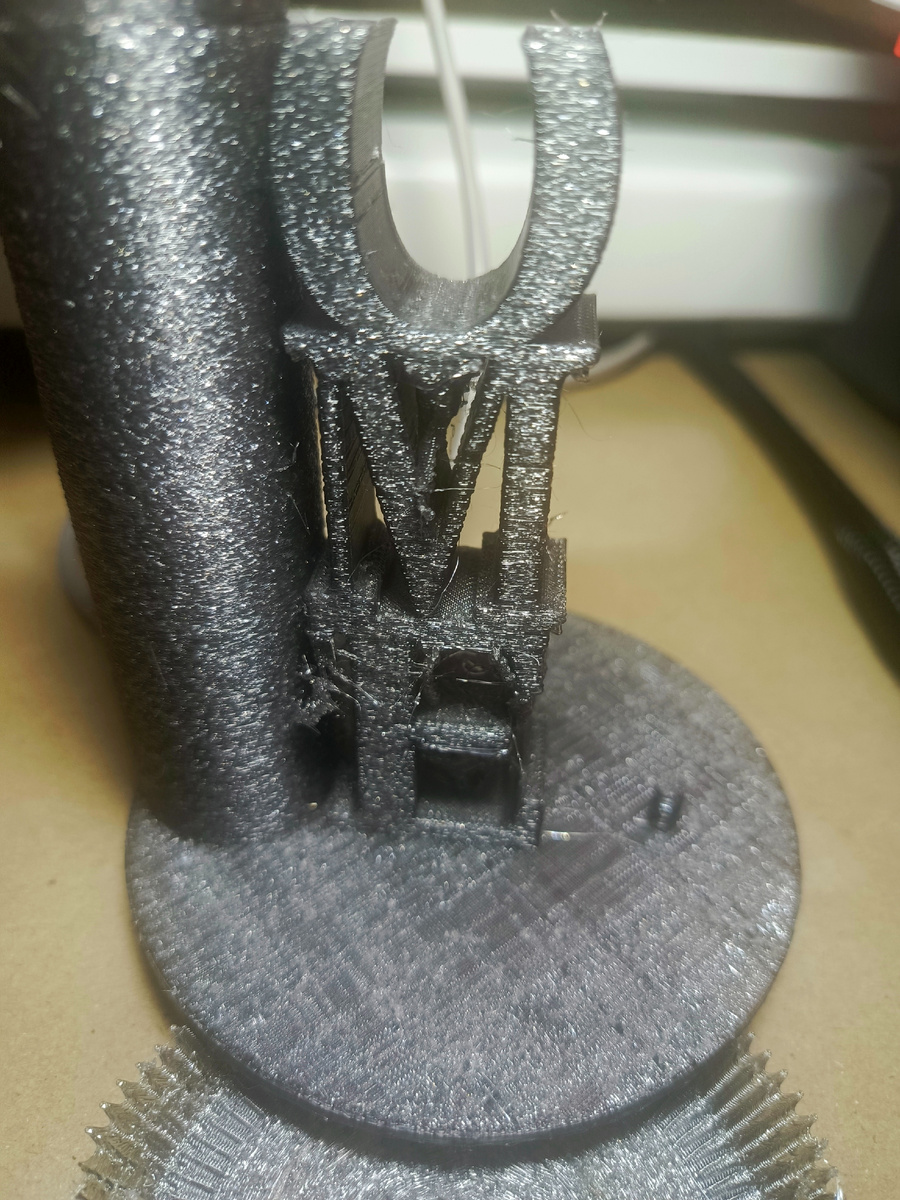
Это одна из самых пугающих проблем для новичка. Вы печатаете длинную деталь обычным PLA-пластиком. Первый час всё идет безупречно. На втором часе вы начинаете слышать ритмичный, громкий стук из печатающей головки: «Тук... Тук... Тук...». Если посмотреть на деталь, то становится видно, что стенки стали пористыми, рыхлыми, как губка, а потом пластик и вовсе перестает выходить из сопла. Принтер продолжает водить головой по воздуху (так называемая «воздушная печать»).
Вы вытаскиваете пластик, обрезаете кончик, загружаете снова — он течет идеально! Запускаете печать — через час история повторяется. Что происходит?
Это явление называется «Heat Creep» (тепловая пробка). PLA-пластик имеет очень низкую температуру размягчения (около 55-60 градусов). В идеальном мире плавиться он должен только в самом низу, в зоне сопла. За это отвечает радиатор и вентилятор охлаждения хотэнда, которые должны держать верхнюю часть (термобарьер) холодной.
Но если в комнате, где стоит принтер, слишком жарко (например, летняя жара +30°C), вентилятор хотэнда просто не справляется с охлаждением, гоняя горячий воздух. Тепло от сопла медленно поднимается вверх по металлической трубке. В итоге PLA-пластик размягчается и разбухает слишком рано, еще до того, как попадет в сопло. Он превращается в вязкую пробку, которая намертво прилипает к стенкам термобарьера. Шестерни экструдера не могут протолкнуть эту пробку вниз, они проскальзывают по нити с тем самым громким стуком «Тук... Тук...».
Решение проблемы: Эту физическую проблему не решить настройками в слайсере (разве что немного снизить температуру печати). Главное правило — обеспечьте принтеру нормальное охлаждение. Если у вас в помещении жара, или (что еще хуже) вы додумались засунуть A1 в закрытый короб (термокамеру) для печати PLA — немедленно остановитесь. Откройте окна, поставьте рядом обычный бытовой вентилятор, который будет обдувать принтер. Также убедитесь, что маленький вентилятор на передней панели печатающей головки (тот, что дует на радиатор, а не на саму деталь) вращается свободно и не забит пылью или нитями пластика.
Засорение шестерней экструдера стружкой
Со временем, особенно если вы часто сталкивались с тепловыми пробками или использовали хрупкий пластик, зубчатые шестерни экструдера забиваются пластиковой стружкой. Они теряют сцепление (хватку) с филаментом. Внешне это проявляется как микро-недоэкструзия: на ровных стенках детали появляются хаотичные мелкие дырочки, качество поверхностей падает.
Решение проблемы: Вам придется провести обслуживание экструдера. К счастью, инженеры Bambu Lab сделали разборку головки A1 максимально простой (в отличие от старших моделей серии X1/P1). Снимите переднюю пластиковую крышку, открутите пару винтов, фиксирующих узел экструдера. Добравшись до подающих шестерней, возьмите жесткую щетку (отлично подойдет старая зубная щетка или специальная щетка с жестким нейлоновым ворсом) и тщательно вычистите всю пластиковую пыль и стружку из зубьев. Делайте это раз в пару месяцев для профилактики, и экструдер скажет вам спасибо.
Артефакты на поверхностях: почему детали не идеальны
Вы напечатали тестовый кубик или гладкую вазу, подносите ее к свету и видите, что поверхность не зеркально гладкая, а покрыта мелкой рябью, вертикальными полосками или эффектом «эха» возле отверстий и углов. Для перфекциониста это настоящая боль. Bambu Lab A1 — очень быстрый принтер. А где высокие скорости и ускорения — там и физика резонансов.
VFA (Vertical Fine Artifacts) — вертикальная рябь
Это, пожалуй, самая обсуждаемая проблема в сообществе владельцев современных скоростных принтеров. Если посмотреть на гладкую вертикальную стенку детали под правильным углом света, можно увидеть мелкие, равноудаленные друг от друга вертикальные полосы, напоминающие стиральную доску.
Причина кроется в шаговых двигателях и зубчатых ремнях. Двигатели вращаются не плавно, а микро-шагами (микростеппинг). Каждый такой шаг передает мельчайшую вибрацию на ремень, а тот — на печатающую головку. На определенных скоростях эта вибрация входит в резонанс, и пластик ложится с микроскопическим смещением.
Решение проблемы: Полностью избавиться от VFA на FDM-принтере практически невозможно — это особенность технологии. Но ее можно свести к невидимому минимуму.
Первое — натяжение ремней. A1 имеет полуавтоматическую систему натяжения по оси X и оси Y. Ослабьте натяжные винты (сзади каретки и под столом), пошевелите осями туда-сюда, чтобы натяжение выровнялось, и затяните винты обратно.
Второе — избегайте «проклятых» скоростей. Как правило, VFA проявляется ярче всего на средних скоростях наружных стенок (около 80-120 мм/с). Попробуйте в слайсере (Bambu Studio) в настройках скорости для внешних стенок (Outer Wall Speed) выставить значение либо ниже (50-60 мм/с для идеального качества), либо наоборот, повысить до 200 мм/с. Как ни странно, на высоких скоростях инерция сглаживает эти микровибрации, и поверхность становится чище. Потратьте время на печать специальных тестовых башенок на разных скоростях, чтобы найти "сладкую точку" вашего филамента.
Эффект «звона» или «эха» (Ghosting)
Этот дефект выглядит как повторяющиеся тени или рябь на стенке детали сразу после резкого угла, буквы или отверстия. Причина — инерция. Печатающая головка (или тяжелый стол) разгоняется, резко тормозит перед углом, меняет направление, и по инерции вся конструкция принтера начинает микроскопически дрожать, как камертон.
A1 оснащен акселерометром в печатающей головке и системой активного гашения вибраций (Input Shaping). Принтер должен сам замерять эти вибрации и программно компенсировать их, выдавая противофазные импульсы на моторы. И обычно это работает отлично. Но иногда настройки сбиваются.
Решение проблемы: Если вы заметили сильный звон на деталях, первое, что нужно сделать — запустить полную перекалибровку принтера через меню на экране. Обязательно убедитесь, что принтер стоит на абсолютно жесткой, массивной поверхности! Если принтер стоит на шатком столе из ИКЕИ, который ходит ходуном при печати, никакой ИИ и Input Shaping не спасет. Акселерометр запишет вибрации самого стола, а не механики принтера, и компенсация будет работать криво. Поставьте принтер на бетонную плиту или тяжелый верстак, запустите калибровку резонансов, и звон уйдет.
Софт и Экосистема: невидимые нити управления
Принтеры Bambu Lab неразрывно связаны с облаком и фирменным ПО Bambu Studio. С одной стороны, это невероятно удобно: вы можете отправить модель на печать со смартфона, находясь на другом конце города, и наблюдать за процессом через встроенную камеру. С другой стороны, зависимость от софта порождает специфические проблемы.
Облачные сбои и потеря соединения
Время от времени сервера Bambu Lab испытывают нагрузку или уходят на техническое обслуживание. В эти моменты вы можете обнаружить, что не можете отправить файл на печать из слайсера. Программа выдает ошибку сети, хотя принтер подключен к домашнему Wi-Fi.
Решение проблемы: Не нужно паниковать или переустанавливать слайсер. У вас всегда есть план "Б" — режим локальной сети (LAN Only Mode). Его можно активировать в настройках самого принтера на экране. В этом режиме принтер отключается от китайских серверов и общается с вашим компьютером напрямую через ваш домашний роутер. Да, вы потеряете возможность смотреть в камеру с телефона через мобильный интернет, но отправлять файлы на печать внутри квартиры сможете мгновенно и без задержек. И, конечно, старую добрую MicroSD-карту тоже никто не отменял. Берете файл, сохраняете на флешку, вставляете в принтер и печатаете вообще без интернета.
Ошибки при нарезке сложных моделей (Слайсинг)
Иногда скачанная из интернета модель (часто с Thingiverse) при открытии в Bambu Studio выдает ошибку «Не-манифолдная геометрия» (Non-manifold edges). Это значит, что 3D-модель сломана на программном уровне — в ней есть дырки, вывернутые нормали или пересекающиеся полигоны. Если отправить такую модель на печать как есть, слайсер может пропустить целые слои, и деталь напечатается с физическими дырами или развалится в руках.
Решение проблемы: К счастью, Bambu Studio базируется на мощном движке PrusaSlicer и имеет встроенные инструменты починки моделей (через интеграцию с механизмами Windows). Кликните правой кнопкой мыши по модели на виртуальном столе и выберите пункт «Исправить модель» (Fix model). В 95% случаев алгоритм сам залечит все дыры в полигонах, и деталь будет нарезана корректно. Если это не помогает, используйте внешние бесплатные программы вроде Microsoft 3D Builder для восстановления сложной геометрии.
Обслуживание и смазка: механика требует любви
Bambu Lab A1 позиционируется как принтер для ленивых, но законы трения никто не отменял. Если вы будете печатать месяцами, не заглядывая под капот, принтер начнет издавать скрипы, хрусты, а качество поверхностей резко деградирует. Секрет долголетия этого аппарата кроется в правильной и своевременной смазке.
Ось Y: Стальная направляющая и загадочная смазка
Под печатным столом A1 находится массивная стальная линейная направляющая. В отличие от старших моделей серии X1, где используются карбоновые валы, здесь стоит классическая рельса с кареткой на шариках. Это очень надежный, индустриальный узел, но он критически чувствителен к смазке.
Проблема в том, что многие новички, начитавшись форумов, пытаются мазать эту рельсу густыми автомобильными смазками вроде солидола или литола, либо пшикают на нее универсальной смазкой WD-40. И то, и другое — смерть для каретки. WD-40 вымывает остатки заводской смазки и оставляет металл сухим, что приводит к быстрому износу шариков. Густой литол собирает на себя всю пыль из комнаты, превращаясь в жесткую абразивную пасту, которая просто клинит подшипники.
Решение проблемы: Bambu Lab настоятельно рекомендует использовать специальное масло, которое идет в комплекте с принтером в маленьком тюбике (часто это синтетическое масло или очень легкая консистентная смазка типа Super Lube с PTFE). Процедура проста: раз в месяц протираете стальную рельсу сухой безворсовой салфеткой (бумажным полотенцем), удаляя старую черную грязь. Затем наносите тонкую полоску масла по обеим сторонам рельсы (в специальные углубления, где катаются шарики) и вручную двигаете стол взад-вперед несколько раз, чтобы масло распределилось внутри каретки. Излишки масла обязательно вытираете. Рельса должна быть лишь слегка маслянистой на ощупь, а не утопать в жире.
Оси Z и X: Уход за винтами и валами
По бокам принтера стоят два длинных трапецеидальных ходовых винта, по которым каретка с экструдером поднимается вверх (ось Z). Со временем на резьбу оседает пыль, и принтер может начать скрипеть при подъеме стола.
Решение проблемы: В отличие от рельсы, ходовые винты Z любят более густую смазку. Отлично подойдет любая качественная силиконовая смазка или тот же Super Lube. Протрите винты сухой тряпкой от пыли, нанесите пару капель смазки на резьбу и через меню принтера погоняйте ось Z вверх-вниз до упора.
Что касается оси X (металлическая труба, по которой ездит печатающая головка), то здесь используются пористые подшипники, пропитанные смазкой на заводе. Их не нужно густо мазать! Достаточно раз в месяц протереть металлическую трубу спиртом от пыли. Если головка начинает ходить с заметным сопротивлением, можно нанести на трубу буквально микроскопический слой жидкого машинного масла и растереть его тряпкой.
Охлаждение и Сопли: приручаем капризные материалы
Закончим наш разбор полетов одной из самых частых проблем при переходе с простого PLA на более технические материалы, например, на PETG. Вы запускаете печать детали из PETG на стандартных настройках Bambu Studio. Деталь вроде бы печатается прочной, но когда вы ее достаете, она вся покрыта тонкими пластиковыми волосками (stringing) и мелкими наплывами на углах.
Битва с волосками на PETG
PETG — материал очень вязкий. В расплавленном состоянии он ведет себя как горячий сыр или мед. Когда сопло заканчивает печатать один участок детали и перелетает по воздуху к другому (так называемый "travel"), этот "сыр" тянется за соплом тончайшей нитью.
Bambu Lab A1 имеет очень мощный экструдер, но стандартные профили в слайсере иногда настроены слишком консервативно.
Решение проблемы: Борьба с волосками — это комплексный подход.
Шаг первый, и самый важный — высушите пластик! Как я уже говорил в других материалах, PETG моментально впитывает влагу из воздуха. Влажный PETG будет "сопливить" всегда, какие бы настройки вы ни крутили. Засуньте катушку в сушилку на 6-8 часов при 55 градусах. В 80% случаев проблема волосков исчезает только после сушки.
Шаг второй — настройка ретрактов (Retraction). Ретракт — это втягивание нити обратно в экструдер перед холостым перемещением сопла. Откройте настройки филамента в Bambu Studio, найдите раздел "Overrides". Для PETG попробуйте слегка увеличить длину ретракта (например, с 0.8 мм до 1.2 мм) и скорость ретракта (до 35-40 мм/с).
Шаг третий — температура. Часто производители филамента пишут на коробке широкий диапазон, например, 220-250 градусов. Если принтер "сопливит", попробуйте снизить температуру печати на 5-10 градусов. Пластик станет чуть более густым и перестанет вытекать из сопла во время перемещений. Лучший способ найти идеальную температуру — напечатать специальную тестовую модель, которая так и называется: «Temperature Tower» (Температурная башня). Слайсер автоматически меняет температуру на каждом этаже башни, и вы визуально определяете, на каком градусе ваш конкретный пластик печатается чище всего.
Финальные мысли: стоит ли игра свеч?
Прочитав эту огромную простыню текста с описанием проблем, засоров, калибровок и смазок, вы можете задать резонный вопрос: «А нужен ли мне вообще этот Bambu Lab A1, если с ним столько возни? Не проще ли было купить старый добрый Ender и ковырять его?».
Отвечу абсолютно честно. Все проблемы, которые мы разобрали выше, — это не конструктивные просчеты или брак завода. Это неизбежные физические процессы, с которыми сталкивается любой высокопроизводительный FDM 3D-принтер, независимо от бренда и цены. Разница лишь в том, что в дешевых принтерах прошлого поколения к этим проблемам прибавлялись еще кривые рамы, сгорающие материнские платы и необходимость прошивать драйвера через командную строку.
Bambu Lab A1 избавил пользователя от глубокой инженерной боли. Вы не собираете его неделю из конструктора, вы не паяете провода, вы не настраиваете ток на шаговых двигателях с помощью мультиметра. Электроника и кинематика здесь работают как швейцарские часы. Но принтер — это станок. Инструмент. А любой инструмент требует понимания физики процесса и регулярного технического обслуживания.
Если вы будете следить за чистотой печатного стола, не будете пихать в систему AMS хрупкий пересушенный пластик, обеспечите принтеру нормальный температурный режим в комнате и будете раз в месяц уделять пятнадцать минут на смазку направляющих — этот аппарат отплатит вам феноменальной скоростью, выдающимся качеством деталей и сотнями часов бесперебойной работы.
Bambu Lab A1 — это действительно выдающаяся машина, которая установила новый стандарт в индустрии. Просто не ждите от нее магии, нарушающей законы физики. Изучайте матчасть, экспериментируйте с настройками слайсера, слушайте, как работает ваш станок, и тогда процесс 3D-печати будет приносить вам исключительно радость созидания. Удачных вам слоев, крепкой адгезии и пусть ваши экструдеры никогда не щелкают!
В Telegram, ВК и Макс я делюсь тем, что не всегда подходит для формата Дзена: бесплатные STL, короткие наблюдения, рабочие заметки и апдейты.
👉 Канал в телеграмм 3Д печатник