В связи с активным ростом рынка силовых компонентов в течение последних двадцати с лишним лет возросла и потребность в микросхемах на базе карбида кремния (SiC). Сильные стороны SiС – широкая запрещенная зона и большая теплопроводность. Технологический цикл производства от пластины до конечного продукта включает в себя ряд ключевых этапов: рост монокристалла, резку на пластины, утонение, полировку, эпитаксию, ионную имплантацию, термообработку и др. В настоящей работе подробно рассматриваются первые три этапа – выращивание монокристаллов, изготовление пластин и эпитаксия, с описанием текущих задач и путей их решения.
ВВЕДЕНИЕ
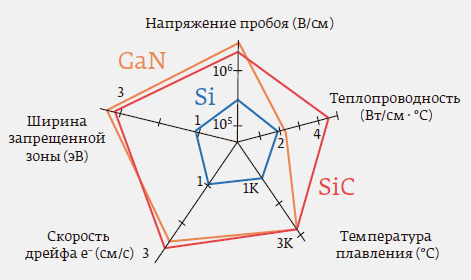
Карбид кремния (SiC) – полупроводниковый материал, состоящий из углерода и кремния. В настоящее время SiC является идеальным материалом для изготовления высокотемпературных, высокочастотных, мощных и высоковольтных микросхем [1]. По сравнению с традиционным кремнием (Si), ширина запрещенной зоны SiC в 3 раза больше, теплопроводность лучше в 4–5 раз, напряжение пробоя в 8–10 раз выше, а скорость дрейфа электронов в 2–3 раза выше (рис. 1).
Основными преимуществами устройств на базе SiC являются:
- способность выдерживать высокие токи и напряжения – это дает возможность уменьшить массогабаритные характеристики при увеличении эффективности;
- отсутствие задержки тока при выключении – позволяет увеличить скорость переключения (в 3–10 раз выше, чем у Si);
- высокая термостойкость – SiC, обладая высокой теплопроводностью, работает при гораздо более высоких температурах по сравнению с Si.
Базовый технологический маршрут изготовления силового устройства на карбиде кремния (SiC) от слитка до модуля – это сложный, многоэтапный процесс. Из-за физических свойств SiC (высокой твердости, химической инертности, необходимости высокотемпературных режимов обработки) процесс его производства существенно отличается от традиционного кремниевого. Типовой маршрут включает пять этапов, охватывающих весь цикл: (1) выращивание монокристаллов; (2) изготовление пластин; (3) эпитаксия; (4) создание микросхем на пластинах (чип-процессинг); (5) сборка микросхем в корпус. Ниже будут разобраны первые три этапа.
ЭТАП 1: ВЫРАЩИВАНИЕ МОНОКРИСТАЛЛОВ SIC
Это самый сложный и дорогостоящий этап, определяющий качество всей дальнейшей продукции. Сложность обусловлена необходимостью решения комплекса задач, связанных с низкими повторяемостью и выходом годных, а также с потребностью в специализированном оборудовании. Очень многое зависит и от исходного сырья – высокочистых порошков кремния (Si) и углерода (C).
Метод физического переноса из газовой фазы (PVT – от англ. Physical Vapor Transport) на данный момент является основным промышленным способом выращивания сложных полупроводниковых монокристаллов SiC. Популярность PVT обусловлена возможностью получения высокочистых кристаллов с низкой плотностью дефектов. В камере при температуре >1 800°C и низком давлении порошок SiC возгоняется и осаждается на затравочном кристалле, формируя монокристаллический слиток (булю).
Весь процесс включает в себя следующие три стадии [2]:
1. Разложение и сублимация (переход из твердого состояния в газообразное, минуя жидкую фазу) поликристаллического SiC:
SiC(s) → Si(g) + C(s),
2SiC(s) → Si(g) + SiC₂ (g).
2. Массообмен, в процессе которого пары Si дополнительно взаимодействуют со стенками графитового тигля с образованием SiC₂ и Si₂ C:
Si(g) +2C(s) → SiC₂ (g),
2Si(g) + C(s) → Si₂ C(g).
3. Рост SiC на поверхности затравочного кристалла, когда три газовые фазы образуют кристаллы карбида кремния:
SiC₂ (g) + Si₂ C(g) → 3SiC(s),
Si(g) + SiC₂ (g) → 2SiC(s).
Эти реакции характерны для высокотемпературных процессов, таких как рост SiC при температурах выше 1 800 °C в случае PVT или эпитаксии при температурах выше 1 500 °C в процессе CVD (CVD – от англ. Chemical Vapor Deposition – химическое осаждение из газовой фазы), когда твердый SiC не плавится, а сублимируется или образуется из газовых компонентов. При PVT нет химической реакции с газом-носителем, но в обоих случаях качество и характеристики выращенного кристалла определяются рядом технологических параметров, включая температуру источника, температуру осаждения, соотношение парциальных давлений и остаточного давления. Критически важно следить за политипностью SiC и плотностью дефектов (микротрубки, дислокации и др.). 4H-SiC, 6H-SiC и 3C-SiC считаются наиболее отличающимися политипами SiC, при этом 4H-SiC является типовым для силовых устройств [3]. В зависимости от способа нагрева реакторы для PVT-выращивания кристаллов SiC можно разделить на индуктивные и резистивные (рис. 2).
Ряд производителей разрабатывает оборудование для одновременного выращивания нескольких слитков SiC в одном реакторе. Метод индукционного нагрева является наиболее распространенным и применяется примерно в 90% случаев в оборудовании для PVT-синтеза. На долю резистивного нагрева приходится около 10% рынка; данный метод рассматривается как экономически эффективное решение для массового производства кристаллов SiC диаметром 200 мм и более. Сравнительные характеристики типов реакторов приведены в табл. 1.
В настоящее время решена задача выращивания 200-мм слитков SiC в индукционных реакторах. Были разработаны методы измерения и поддержания заданных температур, которые позволяют минимизировать плотность дефектов кристаллов и обеспечить высокую повторяемость процесса. Еще одним ключевым фактором, влияющим на рост кристаллов, является стабильность давления. Для его контроля применяются датчики давления и регулирующие клапаны с адаптивными алгоритмами управления, позволяющие поддерживать давление с точностью ±0,3 Па в рабочем диапазоне от 100 до 500 Па.
Что касается выращивания кристаллов SiC диаметром более 200 мм, то оборудование для резистивного нагрева считается в данном случае более подходящим. Для качественного процесса массообмена применяется конструкция тигля в виде цилиндра из пористого графита, позволяющая увеличить площадь испарения исходного материала. Это предотвращает образование дефектов кристаллов, вызванных перекристаллизацией верхнего слоя исходного материала, стабилизирует процесс сублимации и повышает общую эффективность роста.
ЭТАП 2: ИЗГОТОВЛЕНИЕ ПЛАСТИН
Полученный слиток подлежит разделению на пластины, готовые для последующей эпитаксии. Технологический цикл подготовки подложек SiC начинается с удаления концевых участков слитка. Данная операция необходима, так как зоны затравки и завершения роста характеризуются повышенной плотностью дефектов и непригодны для производства пластин. Кроме того, формирование плоских торцов является обязательным условием для последующей механической обработки.
Слитки ориентируют и обтачивают, затем режут на пластины, потом утоняют и шлифуют, в конце снимают фаску и делают финишную химико-механическую полировку (ХМП) (рис. 3). Основная сложность обусловлена высокой твердостью и химической стойкостью SiC. В связи с этим, хотя общие принципы обработки аналогичны традиционным методам обработки кремния, требуется применение специализированных расходных материалов.
Ориентация и обточка (шлифовка наружного диаметра) – это первые критически важные этапы механической обработки выращенного монокристалла, которые закладывают основу геометрической точности всех последующих пластин и выход годных. Точное определение кристаллографических плоскостей внутри выращенного слитка осуществляется при помощи рентгеновского дифрактометра XRD (X-Ray Diffractometer). Слиток закрепляется на специальном держателе, который позволяет точно регулировать его положение, проводится первичное измерение. На основе первичных данных регулируется наклон держателя с помощью двух лимбов (компасных головок); при достижении требуемой ориентации положение слитка фиксируется в специальной оснастке.
Для создания высоконадежных силовых приборов на основе SiC требуется формирование качественных эпитаксиальных структур. В связи с этим критически важно, чтобы рабочая поверхность будущей пластины была отклонена от базовой плоскости (0001) на строго заданный угол, который для 4H-SiC составляет 4° (рис. 4). Это необходимо для обеспечения контролируемого ступенчатого роста при последующей эпитаксии (stepcontrolled epitaxy), предотвращающего образование нежелательных политипов. Если ранее допуск на угол составлял ±0,5°, то сейчас передовые производители реализуют точность до ±0,15°, что требует наличия специализированного оборудования и строгого контроля [4].
Выращенный кристалл часто имеет больший диаметр и неровную форму из-за особенностей роста в графитовом тигле, поэтому требуется шлифование наружной поверхности слитка алмазным инструментом. Скорость обработки достигает 80 м/с, что в 1,5–2 раза выше скорости обычного шлифования; при этом отклонение от цилиндричности не должно превышать 5 мкм при допуске на наружный диаметр ≤ ±0,1 мм.
Современное оборудование обеспечивает интеграцию процессов: существуют станки, которые за один цикл выполняют шлифование наружного диаметра, определение кристаллографической ориентации (уже после грубой обточки или с использованием данных предыдущего этапа) и нарезку базового среза (base cut) или V-образной лунки (notch). Для пластин большого диаметра (200 мм и более) стандартной практикой является использование именно лунки – эта метка служит для однозначного указания кристаллографической ориентации плоскости и направления наклона, что необходимо для корректного позиционирования пластин в оборудовании на всех последующих этапах. Совмещение операций минимизирует количество переустановок слитка, что критически важно для сохранения точности ориентации, достигнутой на этапе юстировки.
Подготовленный к раскрою слиток подвергается разделению на пластины. Основной технологией для этого является алмазная многопроволочная резка. В сравнении со суспензионной резкой или использованием алмазных дисков с внутренней режущей кромкой, данный метод обеспечивает минимальный объем потерь материала в пропил и высокое качество поверхности.
Также существует метод бесконтактного лазерного разделения слитков SiC на пластины, технологическое лидерство в данной области принадлежит японской компании Disco Corporation (технология KABRA, рис. 5). KABRA позволяет существенно сократить потери материала и минимизировать повреждения рабочих поверхностей пластин [5]. Однако данный метод пока не нашел массового применения из-за высокой себестоимости процесса; его экономическая целесообразность достигается преимущественно для пластин диаметром от 200 мм.
Как уже было упомянуто ранее, для процессов утонения, шлифования, снятия фаски и финишной химико-механической полировки пластин SiC применяется оборудование, конструктивно аналогичное используемому для обработки Si. Однако из-за высокой твердости карбида кремния оборудование необходимо соответствующим образом настроить. К основным техническим трудностям относятся: необходимость прецизионного контроля толщины, формирование дефектного подповерхностного слоя, возникновение микротрещин и остаточных напряжений на обрабатываемой поверхности, а также более выраженная подверженность пластин SiC деформациям в сравнении с кремниевыми подложками.
Базовые выходные параметры пластин SiC диаметрами 150/200 мм после утонения и шлифования: равномерность толщины (TTV) ≤ 3 мкм (по пластине); коробление (warp) ≤ 30 мкм (по пластине); прогиб (bow) ≤ ±15 мкм (по пластине). Шероховатость (Ra) находится в диапазоне 1–30 нм после утонения, 1–2 нм после шлифования и ≤ 0,1 нм по завершении финишной ХМП для получения зеркальной поверхности без повреждений, готовой к эпитаксии (epi-ready). По окончании данных процессов проверяются геометрические параметры, чистота, плотность дефектов и удельное сопротивление подложки. Производительность варьируется в зависимости от величины снимаемого припуска.
При механической обработке, в силу высокой твердости SiC, применяется алмазный абразив, тогда как для обработки Si зачастую достаточно оксида алюминия. Несмотря на высокую твердость алмаза, при работе с карбидом кремния он изнашивается в разы быстрее, чем при обработке кремния, что увеличивает производственные затраты и, как следствие, итоговую себестоимость пластин.
В процессе полировки кремния используется относительно мягкое химико-механическое воздействие (щелочь + кремнезем), а полировка карбида кремния требует агрессивной механической составляющей (твердый наноабразив) в сочетании со специально подобранной кислотной химией (pH 3–4).
ЭТАП 3: ЭПИТАКСИЯ
На готовую пластину (подложку) наращивается слой с высокой степенью совершенства кристаллической решетки и точно контролируемым легированием, именно в этом слое впоследствии будут сформированы активные области прибора. Для силовых микросхем на базе 4H-SiC n-типа формируется дрейфовый слой с заданными толщиной и концентрацией легирующей примеси, параметры этого слоя напрямую определяют пробивное напряжение и сопротивление будущего транзистора в открытом состоянии.
Существует три основные технологии эпитаксиального роста SiC: CVD, жидкофазная эпитаксия (LPE) и молекулярно-лучевая эпитаксия (MBE). Наибольшее распространение получил метод CVD. Конструктивно реакторы для данного процесса классифицируются на горизонтальные, вертикальные, с одним или несколькими подложкодержателями. Метод CVD-эпитаксии реализуется в рамках той же физико-химической модели, что и выращивание объемных монокристаллов SiC методом HTCVD, однако его реализация требует комплексного и более точного контроля технологических параметров. Процесс CVD-эпитаксии характеризуется следующими особенностями:
- прекурсоры (SiH4 + C3 H8 + H2 ) разлагаются при температуре 1 580–1 650 °C;
- давление в реакторе варьируется от 250 до 700 мбар для контроля скорости роста и однородности;
- соотношение C/Si (C/Si ratio) – это критический параметр, влияющий на морфологию поверхности и легирование. Меняя соотношение потоков силана (SiH4) и пропана (C3 H8), можно обеспечивать контроль уровня легирования азотом;
- в приповерхностной области образуются промежуточные соединения типа Si, C, SiС2 , Si2 C;
- промежуточные соединения адсорбируются на поверхности нагретой пластины и вступают в реакции, формируя эпитаксиальный слой;
- скорость роста достигает значений 40–60 мкм/ч.
Критически важным условием является реализация контролируемого ступенчатого роста – это фундаментальный процесс, который позволяет предотвратить спонтанное образование паразитных фаз (политипа 3C-SiC) и получать совершенные слои 4H-SiC n-типа (рис. 6). Он требует использования подложек, отклоненных на 4° от кристаллографической плоскости (0001), точного контроля температуры, давления и стехиометрического соотношения газов в реакторе. Пластины после эпитаксии имеют атомарно-гладкую поверхность с шероховатостью (RMS) менее 0,2 нм.
ЗАКЛЮЧЕНИЕ
В настоящей работе были рассмотрены три ключевых начальных этапа производства силовых полупроводниковых структур на основе SiC: выращивание монокристаллов, изготовление пластин (подложек) и эпитаксия. Анализ современного состояния технологий позволяет сделать следующие выводы:
1. Выращивание монокристаллов методом PVT остается доминирующим технологическим процессом. Ключевой тенденцией является переход на диаметр пластин 200 мм, что требует совершенствования оборудования. Индукционные реакторы занимают около 90% рынка благодаря высокой эффективности, однако резистивные реакторы демонстрируют преимущества для массового производства крупногабаритных кристаллов за счет более точного зонального контроля температуры. Главными вызовами остаются повышение выхода годных, снижение плотности дефектов и обеспечение воспроизводимости политипа 4H-SiC.
2. Изготовление пластин (подложек) из-за высокой твердости и химической инертности SiC требует специализированных подходов к механической обработке. Критически важными операциями являются прецизионная ориентация слитков с помощью XRD (с достижением точности угла наклона до ±0,15°), алмазная обточка и резка. Применение алмазного абразива является безальтернативным стандартом на всех этапах шлифовки и резки. Технология лазерного отделения пластин (например, KABRA) выглядит перспективной для 200-мм пластин, позволяя снизить потери материала, однако ее широкое внедрение сдерживается высокой стоимостью. Финишная химико-механическая полировка обеспечивает получение поверхности с шероховатостью ≤ 0,1 нм, готовой к эпитаксии.
3. Эпитаксия методом CVD является основным промышленным методом получения совершенных слоев 4H-SiC n-типа с контролируемыми параметрами. Фундаментальным принципом остается контролируемый ступенчатый рост (step-controlled epitaxy), который требует использования ориентированных под точным углом пластин в 4° от базовой плоскости (0001). Современное оборудование позволяет достигать скорости роста 40–60 мкм/ч при высокой однородности легирования и толщины. Основные усилия направлены на масштабирование процессов для пластин 200 мм и снижение плотности поверхностных дефектов.
Таким образом, несмотря на более высокие сложность и стоимость обработки SiC по сравнению с кремнием, современное развитие оборудования и расходных материалов позволяет успешно решать задачи перехода на подложки больших диаметров и повышения выхода годных, что является основой для дальнейшего расширения рынка силовой электроники на базе карбида кремния.
ЛИТЕРАТУРА
1. Ostling M., Koo S.-M., Lee S.-K. et al. SiC device technology for high voltage and RF power applications // 23rd International Conference on Microelectronics. May 2002.
2. https://www.vet-china.com/news/silicon-carbide-crystalgrowth-process-and-equipment-technology/.
3. Kondrath N., Kazimierczuk M. K. Characteristics and applications of silicon carbide power devices in power electronics // International Journal of Electronics and Telecommunications. 2010. V. 56, No. 3. PP. 231–236.
4. SiC end face inclination and reference edge measurement technology (http://www.malvernpanalytical17.com/ Article-4073618.html).
5. Zhang L., Wang H., Chen Y. et al. Comparative study on substrate quality of laser slicing and wire saw slicing for SiC wafers // CrystEngComm. 2026. V. 28, No. 1, PP. 177–188.
Источник: https://www.electronics.ru/journal/article/11457
Автор: Сотрудник компании ООО "ТТМ" Иванов В.
ООО "ТТМ"
#Микроэлектроника #ПродажаОборудования #МикроэлектроникаОборудование #ОборудованиеДляМикроэлектроники
#ПоставкаОборудованияМикроэлектроника #ИнновационноеОборудование
#ПродажаВысокоточноеОборудование #МикроэлектроникаОборудованиеПоставщики
#ОборудованиеДляЛабораторий #ОборудованиеДляПроизводств
#ОборудованиеМикроэлектронныеПроизводства #ВысокиеТехнологии
#ВысокоточноеОборудование #МикроэлектроникаТехнологии
#ТехнологииМикроэлектроники #РазработкаТрансферТехнологий
#ПоставкаОборудованияМикроэлектроника #микроэлектроника2025
#технологии #инновации #инженерия