
📚Логистика. ВОПРОС №2 — «ТЯНУЩАЯ» И «ТОЛКАЮЩАЯ» СИСТЕМЫ УПРАВЛЕНИЯ МАТЕРИАЛЬНЫМИ ПОТОКАМИ
Прежде чем мы начнем разбор второго вопроса, давайте вспомним главную идею логистики из предыдущей статьи: логистика отвечает на вопрос «как доставить нужный товар в нужное место, в нужное время, с минимальными затратами?».
Теперь представьте, что вы управляете заводом. У вас есть несколько цехов, которые последовательно обрабатывают детали. Ключевой вопрос: КАК организовать движение деталей между цехами? Когда запускать следующую партию? Кто даёт команду на производство?
Ответы на эти вопросы делятся на два принципиально разных подхода — «тянущие» и «толкающие» системы. Сегодня разбираемся, в чём разница, какие у них плюсы и минусы, и где какая система применяется.
Поехали.
1. ОБЩАЯ ИДЕЯ: В ЧЁМ СУТЬ РАЗЛИЧИЯ?
Представьте себе две очереди в магазине.
Первая очередь — это «толкающая» система (Push-system). Администратор зала постоянно подгоняет новых людей, чтобы в очереди всегда было 5-10 человек, независимо от того, как быстро работает кассир. В итоге очередь растёт, люди толкаются, но кассир всё равно работает в своём темпе.
Вторая очередь — это «тянущая» система (Pull-system). У кассира есть пульт, и когда он готов обслужить следующего человека, он нажимает кнопку, и тогда со входа запускается ровно один человек. Больше никого не пускают, пока кассир не освободится.
Примерно так же работают две системы управления материальными потоками в производстве и логистике.
🔬Академическое определение (по учебнику Сергеева В.И. «Логистика в бизнесе»):
ТОЛКАЮЩАЯ СИСТЕМА (Push-system) — это система организации производства, при которой предметы труда, поступающие на производственный участок, заказываются непосредственно этим участком у предыдущего технологического звена, и материальный поток «выталкивается» получателю по команде из центральной системы управления.
ТЯНУЩАЯ СИСТЕМА (Pull-system) — это система организации производства, при которой детали и полуфабрикаты подаются с предыдущей технологической операции на последующую по мере необходимости, то есть детали «вытягиваются» последующим звеном из предыдущего.
💡 запомните простое правило:
ТОЛКАЮЩАЯсистема: «Производим, потому что ЗАПЛАНИРОВАЛИ» (нас толкает план сверху)
ТЯНУЩАЯсистема: «Производим, потому что ПОТРЕБОВАЛОСЬ» (нас тянет спрос снизу)
2. «ТОЛКАЮЩАЯ» СИСТЕМА (PUSH-SYSTEM): ДЕТАЛЬНЫЙ РАЗБОР
2.1. Как это работает?
В толкающей системе есть центральный орган управления (обычно это отдел планирования или специальная компьютерная система — MRP). Этот центр:
1. Анализирует прогноз спроса на готовую продукцию
2. Составляет подробный график производства на каждую единицу оборудования
3. Рассчитывает, сколько материалов, деталей и полуфабрикатов потребуется
4. И даёт команду: «Старт!» — и материальный поток начинает движение
Детали «выталкиваются» с одного участка на другой, независимо от того, есть ли там сейчас потребность в этих деталях. Как только на первом участке накопилось достаточно деталей — их отправляют дальше, даже если второй участок ещё не готов их принять.
🔬Академическое определение (по учебнику Сергеева В.И.):
Толкающая система управления материальными потоками характерна для традиционных методов организации производства. При такой системе предметы труда поступают на производственный участок либо от предыдущего технологического участка, либо из центральной системы, причём этот участок не заказывает их специально. Материальный поток «выталкивается» получателю по команде из центральной системы управления.
2.2. Классический пример: MRP-система
Самый известный пример толкающей системы — это MRP (Material Requirements Planning — планирование потребности в материалах).
Представьте, что вы собираете велосипеды. Вам нужно произвести 100 велосипедов к 1 июня. MRP-система рассчитает:
- Нужно 100 рам (потому что на каждый велосипед нужна одна рама)
- Нужно 200 колёс (по два колеса на велосипед)
- Нужно 100 рулей, 100 сёдел, 200 тормозных ручек... и так далее
Затем система определит: чтобы все детали были на месте к 1 июня, их нужно заказать с учётом времени поставки. Если рамы везут 2 недели, то заказ нужно сделать 18 мая. Если колёса везут 1 неделю — заказ 25 мая.
И все эти детали, материалы, комплектующие будут «вытолкнуты» на производство по жёсткому графику, независимо от того, как идёт сборка в реальном времени.
📌 Пример из жизни (упрощённый):
Вы печёте пирожки на продажу. У вас есть план: испечь 100 пирожков в день. Вы заранее замешиваете тесто, заранее лепите, заранее ставите в духовку. Даже если в 10 утра ни одного покупателя нет — вы всё равно печёте, потому что «так запланировано». Пирожки накапливаются, ждут покупателя.
Это толкающая система.
💡 Плюсы толкающей системы (по учебной литературе):
1. Позволяет централизованно планировать и контролировать производство
2. Обеспечивает стабильную загрузку оборудования (нет простоев)
3. Удобна для массового и крупносерийного производства с устойчивым спросом
4. Современные MRP-системы могут быстро пересчитывать планы при изменении условий
⚠️ Минусы толкающей системы (по учебной литературе)
1. Требует создания значительных страховых запасов между производственными участками (буферные запасы)
2. Запасы «замораживают» денежные средства компании
3. Система сложная и дорогая — нужно мощное программное обеспечение
4. Уязвима для сбоев в поставках
5. Может привести к перепроизводству — когда произвели больше, чем нужно
🔬 Академическое замечание (по источнику «Всё о логистике»):
«Для микрологистической системы «толкающего» типа характерно производство деталей, компонентов, полуфабрикатов и сборка из них готовой продукции в соответствии с жестко заданным производственным расписанием. В такой системе предотвратить сбои в производственном процессе, а также учесть изменение спроса можно только путем создания избыточных производственных и (или) страховых запасов между звеньями логистической системы, которые называются обычно буферными запасами».
3. «ТЯНУЩАЯ» СИСТЕМА (PULL-SYSTEM): ДЕТАЛЬНЫЙ РАЗБОР
3.1. Как это работает?
В тянущей системе нет центрального органа, который решает, сколько и когда производить. Решение принимает последующее звено: как только на участке закончились детали, он «вытягивает» новую партию с предыдущего участка.
Запомните ключевую формулу: последующее звено ЗАКАЗЫВАЕТ у предыдущего ровно столько, сколько ему нужно для работы прямо сейчас.
Представьте конвейер по сборке автомобилей. Каждый рабочий на конвейере имеет запас деталей на небольшой стойке рядом с собой. Как только он использовал последнюю деталь, он отдаёт пустую тару или специальную карточку, и это служит сигналом: «Привезите ещё деталей!». И ровно столько, сколько он использовал, ему привозят.
Больше ничего не производится и не поставляется, пока не поступил сигнал о необходимости.
3.2. Классический пример: система КАНБАН (KANBAN)
Самая известная тянущая система была разработана японской компанией Toyota в конце 1950-х годов. Название происходит от японского слова «канбан» (看板), которое означает «карточка», «вывеска», «рекламный щит».
Как это работает в Toyota:
1. На каждой детали или контейнере с деталями закреплена карточка «канбан», на которой указано: что это за деталь, сколько штук в контейнере, откуда её взяли и куда везти
2. Рабочий на сборочном конвейере использует детали
3. Когда контейнер опустел, рабочий открепляет карточку и отправляет её обратно на предыдущий участок
4. Карточка служит сигналом: «Нам нужно ещё ровно столько же деталей»
5. Предыдущий участок начинает производить ровно ту партию, которая заказана по карточке
6. Ничего не производится сверх того, что заказано по карточкам
Фактически, система «Канбан» делает видимым и понятным движение материалов. Карточка — это не просто бумажка, это разрешение на производство.
📌 Пример из жизни:
Вернёмся к нашим пирожкам. Тянущая система — это когда вы не печёте пирожки заранее, а ждёте, пока покупатель подойдёт и закажет. Вы спросите: «Сколько вам пирожков?». Покупатель говорит: «Три». Вы лепите три пирожка, печёте три, отдаёте три. И только тогда начинаете лепить следующие — когда появится следующий покупатель.
Минус: покупатель ждёт, пока испекутся. Но плюс: нет ни одного лишнего пирожка.
💡Плюсы тянущей системы (по учебной литературе):
1. Отказ от избыточных запасов — запасы минимальны
2. Снижение затрат на складирование и хранение
3. Деньги не «замораживаются» в запасах
4. Быстрое реагирование на изменение спроса
5. Сокращение всех видов простоев и внутрипроизводственных перемещений
6. Высокая дисциплина поставок (без неё система просто не работает)
⚠️ Минусы тянущей системы (по учебной литературе):
1. Высокие требования к надёжности поставщиков — любой сбой поставки останавливает всё производство
2. Нужно точное прогнозирование спроса
3. Требует высокой трудовой дисциплины всего персонала
4. Поставщики должны находиться максимально близко к производству
5. Сложно внедрять при нестабильном спросе
🔬 Академическое замечание (по источнику «Инфоурок», преподаватель Южанин В.И.):
«При таком управлении материальным потоком предприятие избавляется от излишних страховых запасов за счет того, что производственная программа отдельного технологического звена определяется размером заказа последующего звена. Но именно этот факт одновременно является и минусом: слишком большое внимание уделяется поставщику. В случае недопоставки продукции на предыдущее звено при слишком большом объеме заказа со следующего звена образуются простои оборудования в ожидании поставки ресурсов».
В российских условиях такую систему построить очень сложно, проверено на собственном опыте на машиностроительном заводе. Одним из узких мест является отсутствия компетенции кадрового состава.
5. ПРИМЕР ИЗ РЕАЛЬНОЙ РОССИЙСКОЙ ПРАКТИКИ: УЛЬЯНОВСКИЙ АВТОМОБИЛЬНЫЙ ЗАВОД
Теория — это хорошо, но на экзамене ценятся примеры. Вот реальный кейс внедрения тянущей системы на российском предприятии.
В 2014-2015 году Ульяновский автомобильный завод (УАЗ) начал внедрение системы «Канбан» на своих конвейерах.
Что они сделали:
1. Объединили центральные склады в один складской терминал (оптимизировали логистику)
2. На сборочном и кузовном конвейерах установили стеллажи с роликами — когда рабочий забирает последнюю деталь, пустая тара скатывается вниз, и это сигнал к подаче следующей партии
3. Ввели систему адресного хранения: у каждой детали есть свой адрес на складе и адрес в цехе
4. Впервые на заводе доставка деталей осуществляется специальными тягачами (раньше рабочие сами ходили за деталями)
Результаты внедрения (по данным пресс-службы УАЗ):
- Сократились страховые запасы — деньги больше не «заморожены» в лишних деталях
- Высвободились складские площади
- Оптимизирована численность персонала (высвобожденных рабочих направили на другие участки, где была нехватка)
- Рабочие на конвейере больше не отвлекаются на поиск деталей — всё подаётся к месту
- Сократилось время выполнения операций на конвейере
При этом руководство завода отмечает: чтобы внедрить систему, пришлось обучить около 1000 человек персонала — от операторов на линиях до руководителей.
💡Этот пример показывает главную особенность тянущих систем: они не работают «сами по себе». Нужна высокая дисциплина, обученный персонал и надёжные поставщики. Без этого любая тянущая система превращается в постоянные простои.
6. КОНЦЕПЦИЯ «ТОЧНО В СРОК» (JIT — JUST-IN-TIME) И ЕЁ СВЯЗЬ С ТЯНУЩИМИ СИСТЕМАМИ
Вы наверняка слышали термин «точно в срок» (Just-in-Time, JIT). Это не отдельная система, а философия, которая наиболее полно реализуется именно через тянущие системы управления.
🔬Академическое определение (по учебнику Сергеева В.И.):
Концепция «точно в срок» (JIT) — это современная концепция построения логистической системы в производстве, снабжении и распределении, основанная на синхронизации процессов доставки материальных ресурсов и готовой продукции в необходимых количествах к тому времени, когда звенья логистической системы в них нуждаются, с целью минимизации затрат, связанных с созданием запасов.
Простыми словами: JIT означает, что деталь должна поступить на рабочее место ровно в тот момент, когда она нужна для сборки. Ни минутой раньше (чтобы не лежала в запасе), ни минутой позже (чтобы не остановить конвейер).
Первоначальный лозунг JIT: «Исключение запасов материалов, компонентов и полуфабрикатов в производственном процессе».
Какие требования предъявляет JIT к организации производства:
1. Спрос определяет дальнейшее движение всех материалов (тянущий принцип)
2. Поставщики должны находиться вблизи от завода-производителя
3. Поставщики должны быть максимально надёжными (любой сбой останавливает производство)
4. Качество продукции должно быть высоким (нет времени на переделку — деталь идёт сразу в сборку)
5. Нужна точная информация и надёжное прогнозирование
6. Весь персонал должен быть обучен и дисциплинирован
⚠️ Почему JIT не сразу прижился на Западе:
Американские и европейские производители пытались внедрить JIT, но успеха добились только через 10-15 лет после японцев. Главная причина — низкая надёжность поставщиков. В Японии поставщики расположены вокруг заводов Toyota и работают в едином ритме. В США и Европе детали могли везти тысячи километров, и задержки были обычным делом.
В России ситуация похожая: внедрение JIT возможно только на крупных заводах, которые могут «подтянуть» поставщиков поближе к себе (как это сделал УАЗ).
7. КЛЮЧЕВЫЕ ВЫВОДЫ ДЛЯ ОТВЕТА НА ЭКЗАМЕНЕ
Если вы запомните только это — уже сможете уверенно ответить на вопрос:
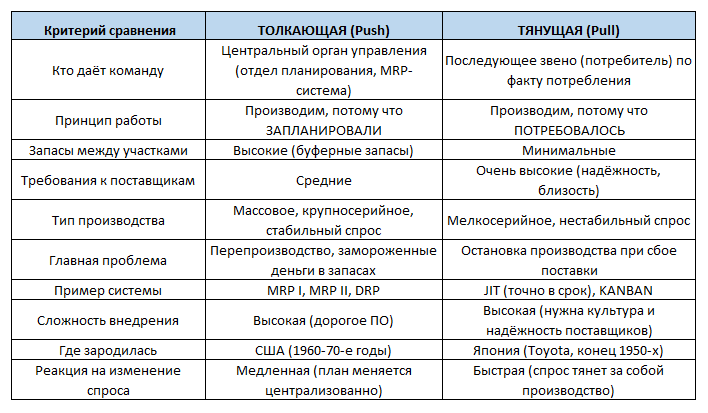
1. Толкающая система (Push) — производство по заранее составленному графику. Материалы «выталкиваются» на следующий участок, независимо от его готовности. Пример: MRP, MRP II, DRP.
2. Тянущая система (Pull) — производство по факту потребления. Последующее звено «вытягивает» материалы с предыдущего тогда и в таком количестве, когда и сколько ему нужно. Пример: JIT, KANBAN.
3. Главное различие: кто даёт команду на производство — в толкающей системе это центральный план, в тянущей — сам потребитель.
4. Преимущества толкающей:стабильная загрузка, подходит для массового производства. Недостатки: большие запасы, замороженные деньги.
5. Преимущества тянущей:минимальные запасы, быстрая реакция на спрос. Недостатки: высокие требования к поставщикам и дисциплине.
6. Классический пример тянущей системы— Канбан от Toyota (конец 1950-х). Пример из России — внедрение Канбан на УАЗе в 2014-2015 годах.
8. БОНУС: КАК ОТВЕЧАТЬ НА ЭКЗАМЕНЕ, ЧТОБЫ ПОЛУЧИТЬ «ОТЛИЧНО»
Базовый ответ по этому вопросу — объяснить разницу между двумя системами, назвать примеры (MRP и KANBAN), перечислить плюсы и минусы.
Но если хотите получить высший балл, добавьте вот что:
Во-первых, назовите историю вопроса. Система Канбан была разработана в Toyota в конце 1950-х годов инженером Тайити Оно. Он придумал карточки «канбан», чтобы визуально управлять движением деталей на конвейере. Американцы позже назвали этот подход Just-in-Time.
Во-вторых, добавьте про производные системы. Скажите, что существуют не только базовые MRP и KANBAN, но и более сложные системы:
- MRP II (Manufacturing Resource Planning) — планирование не только материалов, но и всех ресурсов предприятия
- DRP (Distribution Requirements Planning) — толкающая система для распределения и сбыта
В-третьих,скажите про концепцию «стройного производства» (Lean Production). Это развитие идей JIT, которое включает в себя и тянущие принципы, и высокое качество, и малые партии, и гибкие технологии.
И самое главное — приведите конкретный пример из практики. Расскажите про УАЗ, про Toyota или про знакомое вам предприятие. Экзаменаторы очень ценят, когда студент не просто пересказывает теорию, а может привязать её к реальной жизни.
КЛЮЧЕВЫЕ ВЫВОДЫ ДЛЯ ОТВЕТА НА ЭКЗАМЕНЕ (Вопрос №2)
Если вы запомните только это — уже сможете уверенно ответить на вопрос:
1. Толкающая система (Push) — производство по заранее составленному графику.
Материалы «выталкиваются» на следующий участок, независимо от его готовности.
Пример: MRP, MRP II, DRP.
2. Тянущая система (Pull) — производство по факту потребления.
Последующее звено «вытягивает» материалы с предыдущего тогда и в таком количестве, когда и сколько ему нужно. Пример: JIT, KANBAN.
3. Главное различие: кто даёт команду на производство — в толкающей системе это центральный план, в тянущей — сам потребитель.
4. Преимущества толкающей: стабильная загрузка, подходит для массового производства. Недостатки: большие запасы, замороженные деньги.
5. Преимущества тянущей: минимальные запасы, быстрая реакция на спрос.
Недостатки: высокие требования к поставщикам и дисциплине.
6. Классический пример тянущей системы — Канбан от Toyota (конец 1950-х).
Пример из России — внедрение Канбан на УАЗе в 2014-2015 годах.
Продолжение следует...
Следующий пост: Вопрос №3 — «Функциональные области логистики»