Тендерная закупка станка с ЧПУ по принципу «дешевле - значит лучше» - это, пожалуй, самая распространенная и самая дорогая ошибка в российском машиностроении.
Дорогая в прямом смысле слова: я регулярно вижу, как предприятие, сэкономив 3-5 миллионов на закупке (а иногда и значительно больше), через 12-18 месяцев теряет 20-30 миллионов на простоях, браке, переделках и вынужденной дополнительной закупке оборудования (уже нормального). И это не преувеличение, а арифметика, которую легко считают по любому реальному кейсу!
Разберу, почему так получается, какие ошибки совершают закупщики и руководители, и что в итоге происходит с производством. К сожалению, я сам это видел и продолжаю видеть.
Основной мотив написания статьи не скрою… пишу именно для того, чтобы этой статьей делиться с некоторыми потенциальными покупателями станков с одним лишь критерием отбора – ЦЕНА.

Почему вообще появился «отбор по цене»
Логика, по которой станки покупают через тендер с критерием минимальной цены, 6 наследие двух обстоятельств:
- Первое - 44-ФЗ и 223-ФЗ для предприятий с госучастием, где закупщик юридически обязан выбирать минимальное ценовое предложение, а отклонение от этой нормы требует обоснования, которое мало кто из предприятий умеет технически грамотно подготовить.
- Второе - управленческая лень в коммерческом секторе: «у нас три коммерческих предложения, берем то, что дешевле, у всех же примерно одно и то же написано: обрабатывающий центр такой-то с таким-то столом и таким-то шпинделем».
Основная беда в том, что у токарного станка с ЧПУ или фрезерного обрабатывающего центра «одно и то же» бывает только в техническом задании.
В реальности, два станка с одинаковым размером стола, одинаковыми ходами по осям, одинаковой мощностью шпинделя и одинаковой системой ЧПУ могут отличаться:
- по фактической производительности в 2 раза
- по ресурсу - в 5 раз
- по стоимости владения за 7 лет - в 3 раза
А цена в коммерческом предложении при этом отличается всего на 15-25%.
Закупщик видит только цену в КП. Производственник же через год-два (а иногда и быстрее) видит, что станок не обеспечивает нужную точность, шпиндель греется, направляющие и ШВП уже люфтят и т.д. Примеров здесь много. Еще хорошо, если запустятся в итоге после покупки (видели и такое, что не запускались).
Ошибка №1. Сравнение по «бумажным» характеристикам
Самая массовая ошибка. Тендерное ТЗ описывает станок параметрами: размеры стола, рабочая зона по X/Y/Z, максимальная частота вращения шпинделя, мощность главного привода, тип ЧПУ, максимальная подача, ускоренный ход.
Под этот набор подходит и DMG MORI, и Haas, и Hwacheon, и любой из десятков китайских заводов второго и третьего эшелона.
Что в этом сравнении СОВСЕМ не видно:
- реальная жесткость станины и самого станка: чугунная литая массой 8 тонн или сварная из стального проката массой 3,5 тонны при одинаковом размере / рабочей зоне;
- конструкция направляющих: коробчатые с накладками PTFE, линейные роликовые THK/HIWIN или линейные шариковые безымянного производства; сюда же добавим - качество комплектующих (ШВП, подшипники, гидростанция и т.д.)
- тип шпинделя: со встроенным мотор-шпинделем класса от Kessler, INNA или Fisher - или ременной непрямой привод;
- термостабильность: есть ли активная компенсация теплового удлинения шпинделя, охлаждение направляющих, температурная стабилизация электрошкафа или СОЖ;
- класс точности: по ISO 230-2 или по JIS (а мы ранее обсуждали что они разные!)
- была ли конструкция станка в целом спроектирована и проверена методом конечных элементов? (модуль CAE)
Закупщик в эти детали не вникает, потому что у него в ТЗ их нет. Поставщик не выпячивает их, потому что выпячивать ему нечего. Получаем номинально одинаковые станки с реальной разницей в качестве в разы.
Таким образом, получаем, что под размещенное ТЗ может попасть самый захудалый китайский производитель, который будет соответствовать всем требованиям этого ТЗ на бумаге. При этом экономия будет просто колоссальная. Закупщик, может даже премию получит за такие торги – ведь сэкономить можно процентов 25. А я лично видел скидки на торгах в 79%.
Не верите? Посмотрите скрин ниже – это реальные торги современности!
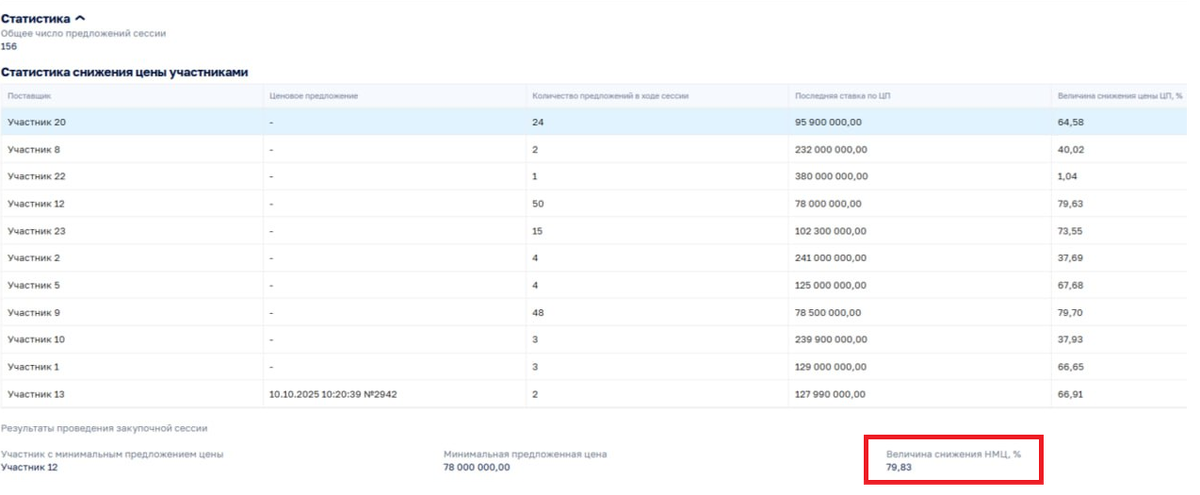
Кстати, по этому конкурсу заказчику пришел такой редкостный шлак, что запускали его потом долгие месяцы! А после - вообще не смогли на нем работать - были сплошные простои и ожидание запчастей. Поставщик, хоть и с просрочкой, но выполнил все обязательства по договору - согласно ТЗ. Но это был не станок, а реальный памятник.
Ошибка №2. Игнорирование стоимости владения
Цена покупки станка - это, по моему опыту, от 30 до 50% полной стоимости владения за жизненный цикл 7-10 лет. Остальное - это:
- инструмент и его расход (для агрессивных режимов резания на жестком станке расход в 2-3 раза ниже, чем на слабом);
- энергопотребление (разница 20–40% между станками с современным энергоэффективным приводом и устаревшим);
- расход СОЖ;
- регламентное обслуживание и стоимость запчастей (оригинальные запасные части к топовым станкам дороже в моменте, но служат дольше; «дешевые» и неоригинальные запчасти к станкам второго эшелона приходится менять каждые полгода);
- стоимость сервиса и время простоя при поломках (доступность сервиса в России - отдельная боль, у некоторых брендов сейчас сервис идет месяцами);
- производительность как функция времени: новый «премиум» через 5 лет потеряет 10% производительности, новый «бюджет» - 30-50%.
Мы часто считаем TCO (Total Cost of Ownership) (кстати, вот вам калькулятор) на 7 лет. И в 7 из 10 случаев станок, который выигрывает по цене покупки, проигрывает по TCO со значительным разрывом 20-40%. Просто эта арифметика ВООБЩЕ не видна в момент тендера. И именно поэтому подавляющее большинство закупок проходит без TCO-расчета.
Ошибка №3. Технологическая некомпетентность ТЗ
Третья типовая беда - ТЗ пишет тот, кто не будет на этом станке работать. Снабжение/закупщики копируют требования из старого ТЗ, из паспорта похожего станка, иногда - прямо из коммерческого предложения «удобного» поставщика. В результате в ТЗ попадают характеристики, которые либо не критичны для реальной номенклатуры, либо критичны, но указаны неправильно.
Вот только некоторые классические примеры:
- завышенная частота вращения шпинделя (требуют 20 000 об/мин для деталей, которые обрабатываются на 4 000–6 000 об/мин)
- заниженная требуемая точность позиционирования (ставят 0,01 мм, хотя реально нужны 0,005 мм (5 микрон))
- игнорирование жесткости при больших съемах (в т.ч. не указывают допустимый момент резания и по факту фрезерный станок «прыгает» при попытке снять 6 мм за проход)
- требования по магазину инструмента без учета реальной номенклатуры (заявили 30 позиций, потом оказалось, что на типовой детали используется 23 инструмента, а на смежной - ещё 12, и без переналадки между деталями работать невозможно)
- забыли про систему подачи СОЖ через шпиндель под высоким давлением (HPC - 70 бар), а без неё глубокое сверление мелких отверстий идет в 5 раз медленнее.
ТЗ должен писать технолог, который понимает реальный технологический процесс изготовления конкретной номенклатуры, а не снабженец или закупщик со слов технолога, которые тот сказал где-то в коридоре. Не главный инженер «вообще». Технолог. И это правило, которое нарушают наверное на 70% российских предприятий.
Ошибка №4. Демпинг как фактор «победы» в тендере
Отдельная ловушка, в которую я насмотрелся за годы работы. Когда тендер идет по принципу минимальной цены, в него заходят поставщики, у которых нет ни намерения, ни возможности нормально работать с клиентом дальше.
Их задача - выиграть тендер, получить аванс, отгрузить станок (часто - со склада, который оказался у них «случайно»), формально сдать акт ввода в эксплуатацию (всеми правдами и неправдами) и перейти к следующему тендеру.
Это профессиональные участники рынка торгов. Без своей сервисной службы и склада запасных частей, без технологов и инфраструктуры. Им не нужны демозалы с продукцией и т.д. Именно поэтому их цена так хороша. И это очень большая проблема для всей нашей промышленности. Потому как именно торги по цене без оглядки на технику и возможности поставщика - это значительные экономические потери для завода и путь в никуда.
Что получает завод в итоге:
- станок без нормальной пуско-наладки или с формальной пусконаладкой (даже геометрия может быть не выставлена);
- обучение оператора и/или наладчика в формате «вот кнопка, вот маховичок» вместо полноценных 5-10 дней с разбором кинематики, нюансов программирования, систем диагностики;
- нет гарантийного сервиса по факту: формально есть, по сделке - никто не приезжает, или приезжает через 3 недели, или приезжает «специалист», который видит станок впервые в жизни;
- нет никаких запчастей в России: при поломке шпинделя или ШВП ждать поставки 4–6 месяцев из Китая через третьи страны.
И заводу некуда жаловаться - ведь все по-честному: тендер выиграл тот, кто предложил минимальную цену, ТЗ формально соблюдено, акт подписан.
Ошибка №5. Отказ от референс-визитов и проверки
Когда станок стоит 20-50 миллионов рублей, потратить два дня на поездку в реально работающий цех, где этот же станок от этого же поставщика работает 2-3 года - это норма для любой нормальной закупки! Но в тендерной модели «выбора по цене» референс-визиты выпадают: не успеваем, бюджет не предусматривает, и вообще «у нас же есть ТЗ, чего проверять».
Что видно на референс визите и не видно в КП:
- как ведет себя станок при реальной нагрузке в реальном цехе, а не на «приемочных» деталях;
- держит ли станок точность или нет (много брака?);
- как реально работает сервис поставщика и как много было сервисных кейсов (спросить у эксплуатанта без сотрудника поставщика рядом - лучшая диагностика);
- что говорит технолог/оператор завода, который три года на нем работает, про реальные узкие места;
- как стоит станок: на правильном фундаменте, в нормальных условиях по температуре и виброизоляции или просто на бетонном полу в общем цеху рядом с прессом
- чему по факту научил поставщик операторов и инженеров
Один грамотный референс-визит экономит миллионы рублей в перспективе. Но это «потеря времени» с точки зрения тендерного процесса.
К чему все это приводит
Картина типичного провального проекта по тендерной закупке выглядит так:
- Завод выиграл крупный контракт под номенклатуру, для которой требуется новый обрабатывающий центр (станок с ЧПУ). Технология посчитана. ТЗ на станок написано снабженцем по аналогам неведомым способом.
- Тендер выиграл малоизвестный поставщик - профессиональный участник рынка, который предложил цену на 25% ниже среднерыночной (у него всего 5 сотрудников включая директора и принтер).
- Станок отгружен через 5 месяцев вместо обещанных 3.
- Пусконаладку проводила бригада, которая первый раз видит эту модель.
- Сразу после запуска начались детские болезни китайских станкостроителей - течи СОЖ, попадание СОЖ в те узлы станка, где ее быть не должно. Вынужденные простои и устранение проблем в рамках гарантии.
- Через 4 месяца эксплуатации обнаружена потеря точности, люфты в осях X и Y.
- После проверки - точность позиционирования по факту 0,03 мм при заявленных 0,008 мм.
- Чистовые операции на критичных деталях не идут и детали не попадают в допуски.
Финал: экономия в момент закупки превратилась в реальные потери. И это не выдуманный сценарий - это типичный кейс, мы такие сопровождаю регулярно.
Что делать вместо «тендера по цене»
Вывод по итогам многих лет работы: закупка станка с ЧПУ - это не закупка металла или расходников. Это важнейшее инвестиционное решение для предприятие на 7-10 лет вперед. И принимать его по логике «у кого дешевле» - это примерно тоже самое, что выбирать хирурга по минимальному ценнику.
Правильный процесс выглядит примерно так (понимаю, что не все смогут действовать так - ввиду нюансов неэффективных государственных закупок, однако прошу постараться):
- ТЗ пишет технолог, который понимает реальную производственную номенклатуру (текущую и перспективную!) и режимы резания.
- В ТЗ технолог включает не только габариты и мощности, но и требования к точности, к жесткости, к качеству комплектующих (марки направляющих, подшипников, шпинделя, ЧПУ и их конкретные качественные характеристики), полноценные опции
- К ТЗ прикладывается в обязательном порядке чертежи деталей-представителей, по которым потом будет сдаваться станок (как на заводе-изготовителе, так и при окончательной приемке у конечного пользователя)
- Поставщики отбираются не по самой низкой цене, а по совокупности критериев: технические возможности станка, опыт поставщика на похожих задачах, наличие сервиса в России, референсы (кстати, была у нас статья-инструкция по выбору поставщика - почитайте ее обязательно).
- Делается референс-визит к существующему эксплуатанту с полноценным чек-листом и опросником (не просто так посмотреть приехать)
- После покупки - уже на этапе приемки станка - проверяется не только геометрия, но и точность под нагрузкой - на реальных деталях из своей номенклатуры
Выше я описал, по сути, другую модель закупки: она требует времени, экспертизы и зрелого подхода. Но она единственная, при которой завод покупает эффективный производственный актив, а не лотерейный билет.
Цена в коммерческом предложении - это самая ненадежная характеристика станка! Все остальное важнее.
Если у вас есть задача по выбору станка, и вы не уверен, что внутренняя экспертиза покрывает все эти вопросы пишите нам, разберем. Это как раз то, чем мы занимаемся в проекте СТАНКОВЕД: независимый подбор оборудования без интересов конкретного поставщика. Читайте наш канал - Telegram @stankoved - там много интересного!