Когда начинал варить, постоянно получал одно и то же: шов весь в шлаке, металл толком не проварен, местами вообще каша какая-то. Смотришь на работы опытных сварщиков — у них ровный валик, всё красиво. А у тебя — будто корова жевала. Думал, руки кривые. Оказалось — дело не только в руках.
Разобрался, почему так происходит и как это исправить. Делюсь — может, кому сэкономит время и нервы.
Как должно быть в норме
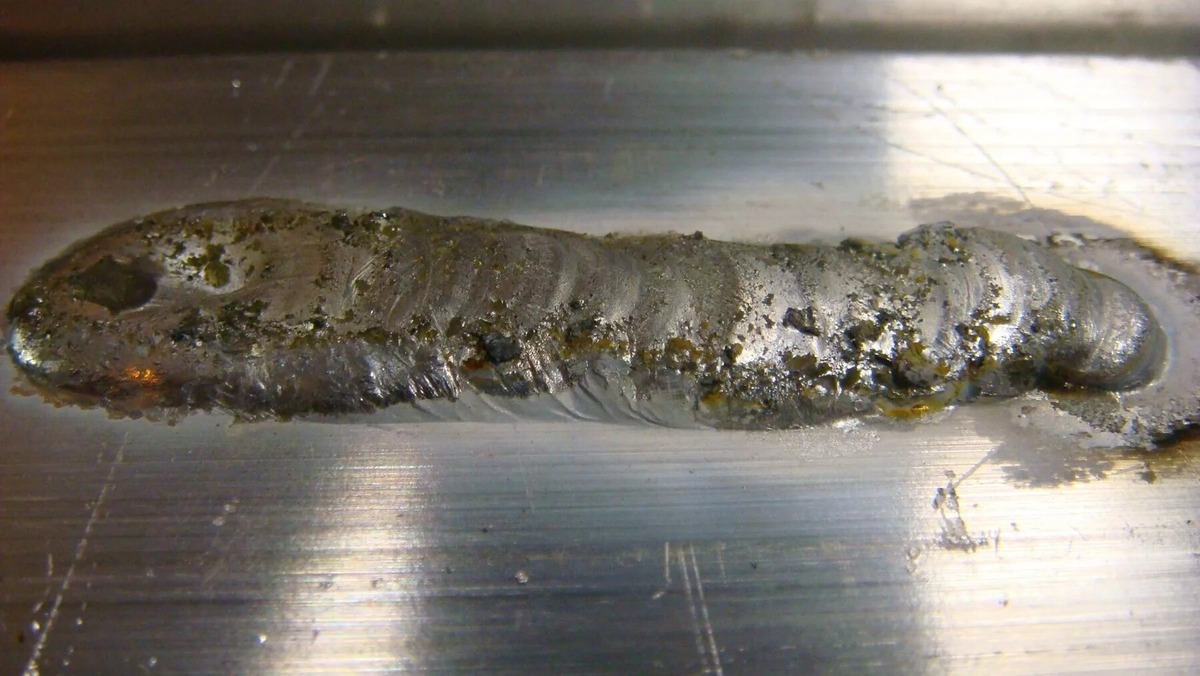
При правильной сварке под электродом образуется ванна расплавленного металла. Она смачивает кромки свариваемых деталей, как вода берега. На поверхности этой ванны всегда есть шлак — но он должен находиться позади горящего кончика электрода, а не заливать всё подряд.
Если шлак лезет вперёд, заливает место сварки — получается зашлаковка и непровар. Металл липнет куда попало, шов выглядит ужасно, а главное — не держит нагрузку.
Главная причина — несоответствие диаметра электрода и толщины металла
Как говорится, одеваться нужно по сезону. Со сваркой то же самое. Для каждой толщины металла — свой диаметр электрода:
- Металл 1,5–2 мм → электрод 2 мм
- Металл 2–3 мм → электрод 2,5 мм
- Металл 3–5 мм → электрод 3 мм
Почему нельзя варить полторашку тройкой? Вот тут и кроется корень проблемы.
Что происходит при неправильном подборе
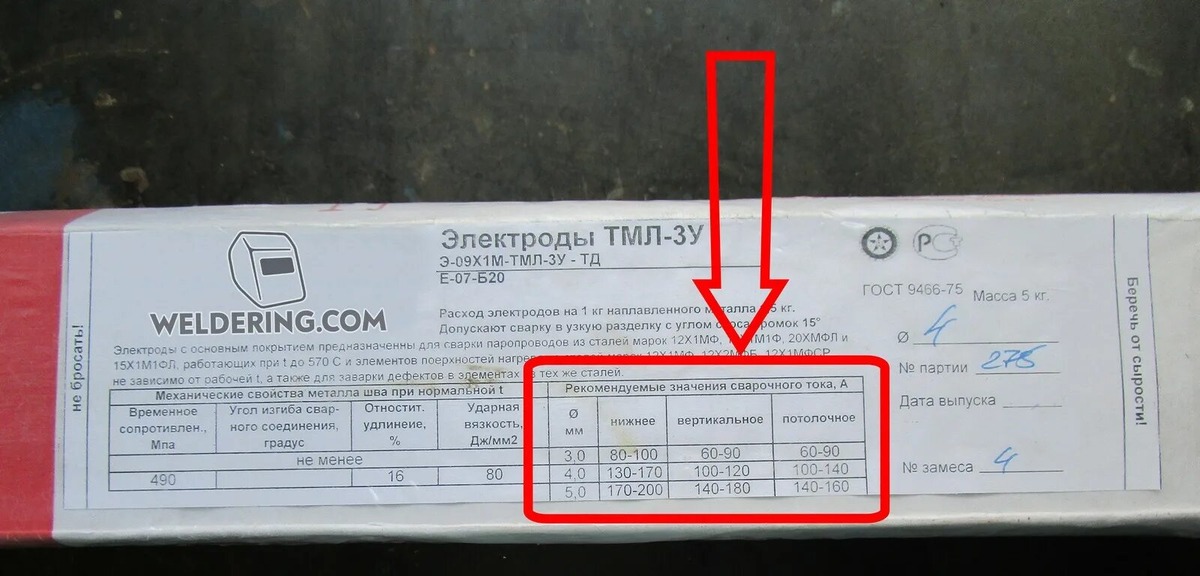
На каждой пачке электродов указан диапазон сварочного тока. Оптимально электрод работает примерно в середине этого диапазона. Не на минимуме, не на максимуме — в середине.
Если взять электрод 3 мм и пытаться варить тонкий металл:
- Придётся выставить маленький ток, часто даже ниже рекомендованного минимума
- На таком токе давление дуги слишком слабое
- Шлак не выдувается из сварочной ванны, а заливает место сварки
- Результат — зашлаковка и непровар
«Прибавить ток — получишь прожог. Убавить — получишь кашу из шлака. Замкнутый круг.»
А если взять электрод 2 мм, выставить средний ток около 60 ампер — всё получится: металл проварится, шлак не зальёт шов, прожогов не будет.
Скорость ведения электрода — второй важный момент
Даже с правильным подбором диаметра можно накосячить. Ведёшь слишком быстро — металл не успевает провариться. Слишком медленно — прожигаешь или заливаешь шлаком.
Главное — равномерность. Одинаковая скорость на всём протяжении шва. Это приходит только с практикой, сразу хорошо ни у кого не получается. Но знать об этом нужно с самого начала.
Нюанс с нашими реалиями
Есть ещё один момент, который многие упускают. Напряжение в розетке — величина непостоянная. Особенно на дачах или в гаражах. Плюс амперы на бытовых инверторах не всегда честные — написано 100А, а по факту 80.
Поэтому ток лучше подбирать экспериментально:
- Берёте обрезок такого же металла
- Выставляете средний ток по рекомендации на пачке
- Делаете пробный шов
- Смотрите результат — корректируете
Нет универсальной настройки, которая работает всегда. Разное напряжение в сети, разные электроды, разные аппараты — каждый раз нужно подстраиваться.
Опыт решает, но не сразу
Со временем становится проще. Опытные сварщики могут варить тонкий металл толстым электродом — просто знают, как держать дугу, как вести, когда ускориться. Но на первых порах лучше упростить себе жизнь правильным подбором.
Не надо усложнять обучение. Подобрали диаметр под толщину, выставили средний ток, ведёте равномерно — и шов получится нормальным. А геройствовать с тройкой на полторашке будете потом, когда руку набьёте.
Если было полезно — поддержите лайком, подпишитесь на канал «Мастер Сергеич»! Пишите в комментариях, обсудим!