SAIC-GM: «Решения по устранению разрывов и гофр в задней части штампованной боковины» (разбор статьи из китайского журнала «Ковка и штамповка, выпуск №12 2025 года).
В декабрьском выпуске главного китайского издания по технологии штамповки вышел материал, в котором разбирается типичная и реальная проблема для крупных сложных штампов, когда на лицевой поверхности детали имеется чувствительная зона, в которой постоянно возникают диаметрально противоположные дефекты - гофры или разрывы (без всякой «золотой середины»).
Данная статья - ещё один пример досконального исследования конкретной и при этом типичной проблемы, с установлением корневых причин и составлением детального плана действий, и обязательным подтверждением его эффективности.
Контекст следующий: поток штампов для боковины одного из новейших кроссоверов SAIC-GM, 5 штампов с типичным для боковин распределением обрезок, пробивок, правок, фланцовок и т.д.; при запуске штамповки на вытяжке были обнаружены волны на «лицевой» поверхности. Вполне логично, что их устранили регулировкой 4-х компенсаторных блоков на прижимном кольце. Однако уже через 250 ударов на деталях появились разрывы - следствие воздействия деформационного разогрева штампов. В процессе обратной регулировки указанных компенсаторных блоков для ослабления натяжения вновь вернулись волны. Никакого промежуточного приемлемого состояния или баланса простыми регулировками штампов достичь не удалось.
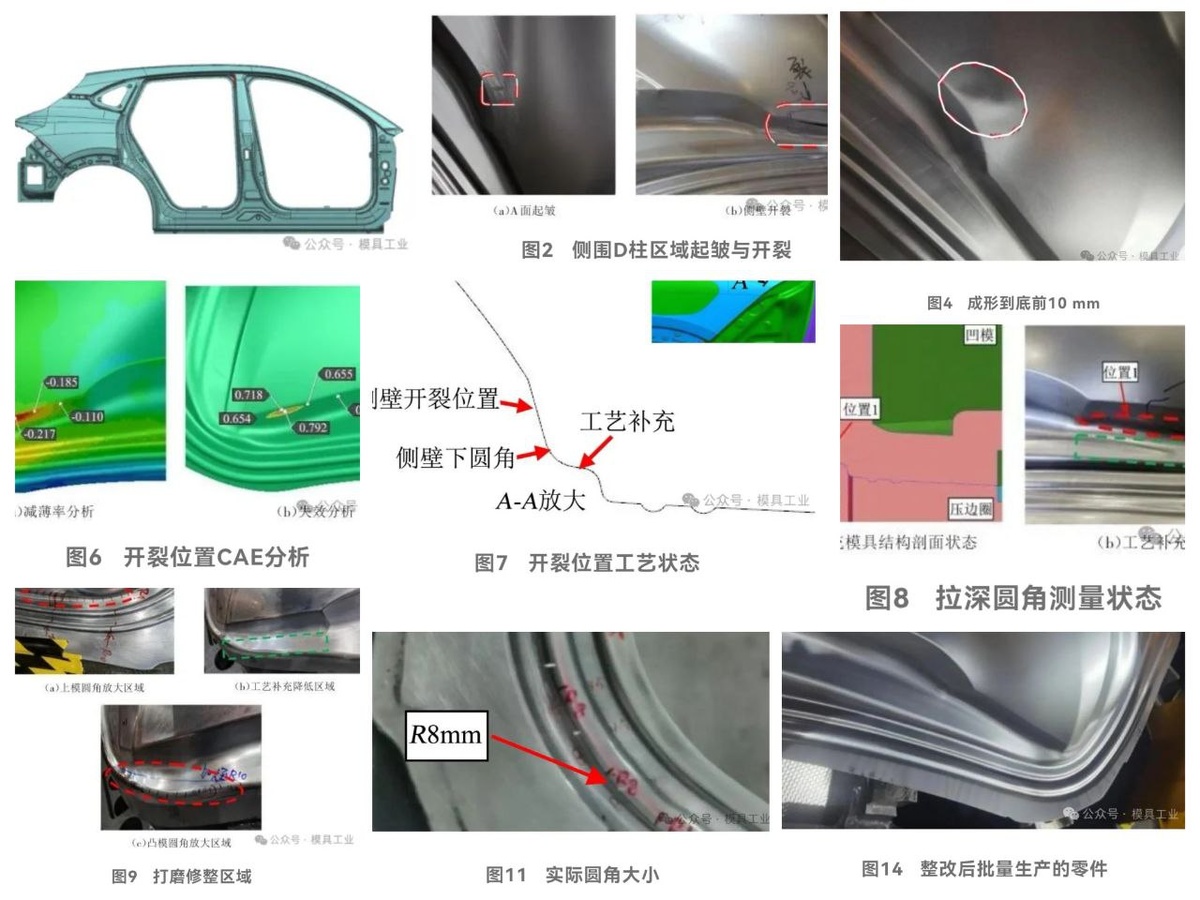
Был проведён глубокий анализ по установлению коренных причин проблемы - начиная с возникновения волн. Очевидным образом, в начальные моменты работы прижимного кольца на заготовке появлялись избыточные гофры, и это приводило к их «отражению» в виде волн - искажений формы - на «лицевой» поверхности детали. Словно при обратной перемотке фильма, китайцы прежде всего подняли регулировку на 10 мм, и увидели большие гофры и дефекты на ещё недоштампованной детали. В таких случаях имеет смысл свериться с результатами компьютерного моделирования - симуляциями. Увы, не всегда подобные гофры удаётся заметить на стадии разработки, в чем китайцы честно признаются:
«В результате перепроверки изначального анализа симуляций, в них не было обнаружено никакого избыточного гофрообразования для данной зоны. Таким образом, вышеуказанная проблема не была никак идентифицирована на стадии разработки технологии, и против неё не было принято никаких мер. В результате дефект был обнаружен только на стадии реальной наладки штампов, что осложнило условия получения годной детали со штампов».
Однако симуляция достаточно точно предсказала разрывы и их точное расположение. Проблема была лишь в том, что а) это предсказание проигнорировали; б) они стали проявляться не сразу, а лишь при штамповке больших партий в несколько сотен деталей (до боли жизненная ситуация).
План действий по устранению и разрывов и гофр был комплексным - с учётом соблюдения табу на изменение концепции конечной детали (см. иллюстрации выше):
1) оптимизация технологической настройки (дополнительных поверхностей, нужных только для набора формы) матрицы и пуансона:
- локальное увеличение радиуса матрицы напротив зоны образования дефекта (до R20);
- обдирка-обнижение «ступеньки» набора формы на пуансоне на 1-1,5 мм;
- увеличение радиуса на данной ступеньке до R10;
2) оптимизация стратегии натяжения листовой заготовки (работы прижима) в данной области.
- после замера зазоров перетяжных рёбер стало очевидным, что радиус «внешнего» паза ребра на прижиме слишком велик (R8 мм) и это мешает нормальному регулированию прижима. Именно так: китайцы действуют системно и методично, устраняя аномалии процесса - «по ощущениям» не стоило бы ужесточать зазоры перетяжных рёбер, ведь есть проблемы с трещинами, но на самом деле эти неправильно работающие перетяжные рёбра являются одной из причин нестабильности работы и постоянного возникновения двух крайностей - волн и разрывов;