Сегодня речь пойдет о замене впускных и выпускных клапанов головки блока цилиндров на УАЗ Патриот евро-4. Подойдет и для всего семейства моторов ЗМЗ 409.
С завода на евро-4 моторах установлены обычные металлические клапана. При использовании на автомобиле ГБО желательно использовать более жаростойкие выпускные клапана. Почему? Всё просто. Как известно, температура воспламенения и горения газа (пропана/метана) выше, соответственно тепловая нагрузка на выпускные клапана больше. Следовательно, более жаростойкая сталь клапана позволит продлить его срок службы.

Выпускные клапана Металпарт изготовлены в г. Челябинске на предприятии АО «Челябинского автомеханического завода». Клапаны изготовлены по ГОСТ Р53810-2010 из специальной нержавеющей, высоколегированной, жаропрочной клапанной стали ЭП-303 (немагнитная) с износостойким торцом стержня клапана. Рабочая температура немагнитных клапанов до 900*С. Твердый хром упрочняет поверхность клапана, дополнительно частички хрома переносятся на внутреннюю часть направляющей втулки клапана, что позволяет увеличить антизадирные свойства и уменьшить силу трения, значительно уменьшает адгезию нагара отработавших газов в паре стержень клапана — направляющая втулка и имеет отличные антикоррозионные свойства. Технология покрытия стержня клапана твердым хромом значительно превосходит дешевые методы карбонитрации и азотирования адаптированные к производству клапанов различными китайскими производителями — на этом важном этапе производства АО «ЧАМЗ» не экономит, выпуская с производства высококачественные клапана соответствующие всем требованиям ГОСТ Р 5380-2010.

Итак, начнем с демонтажа головки блоков цилиндров (ГБЦ) с мотора ЗМЗ 409. В условиях автосервиса данная процедура занимает приблизительно 2 дня. Снятие и установка ГБЦ в принципе не сложна, но ее дефектовка потребует определенных навыков и измерительного инструмента (штангенциркуль, микрометр).
Начнем с инструмента:
1) Набор головок с трещоткой от 7 до 19 мм;
2) Набор ключей от 7 до 32 мм;
3) Транспортир для выставления углов зажигания распредвалов;
4) Насадка ½ Torx T60 длинной 100мм (необходима для откручивания болтов стягивающих ГБЦ и блок цилиндров);
5) Карданчики для головок под трещотку;
6) Инструмент для притирания клапанов (либо спец инструмент, либо самоделка);
7) Хорошее настроение и желение))))
По расходникам необходимо:
1) Паста притирочная, мелкая;
2) Паста монтажная для сборки двигателя;
3) Прокладки: термостата (квадратная), впускного и выпускного коллекторов, клапанной крышки (если старая пропускает), прокладка ГБЦ, прокладка передней крышки ГБЦ;
4) Маслосъемные колпачки (но есть и в комплекте с клапанами)
5) Обезжириватель 1л;
6) Герметик.
ВАЖНО! Все поверхности необходимо обязательно максимально очистить от старых прокладок, и герметика. Обработать обезжиривателем и вытереть тряпкой. Так же, перед установкой ГБЦ продуть сжатым воздухом отверстия под болты ГБЦ, чтобы там не осталось масла или антифриза, который после сборки и прогрева машины может выдуть в прокладку и тем самым пробить прокладку ГБЦ. Весь ремонт может быть испорчен.
Процесс снятия ГБЦ:
Сливаем антифриз, сливаем масло. Далее откручиваем кожух вентилятора (ключ и головка на 10) и саму вискомуфту (ключ на 32 максимально тонкий). Откручиваем шланг ваккумного усилителя от рессивера, снимаем шланги картерных газов, откручиваем катушки зажигания, клапанную крышку, снимаем ремень приводов заранее ослабив болты шкива вискомуфты. Откручиваем болты крепления генератора, 3 болта под генератором на кронштейне (держат кронштейн на гбц), снимаем шланг с топливной рампы (возможно их два, если евро-2). Откручиваем шкив вискомуфты и передней крышки ГБЦ. Откручиваем выпускной коллектор и снимаем его со шпилек, откручиваем термостат. Ослабляем болты звездочек распредвала, откручиваем успокоители и башмак под натяжитель (или звездочка вместо башмака). Вынимаем натяжитель и снимаем цепь с распредвалов. Откручиваем крышки распредвалов и обязательно раскладываем на столе их так, как они находились на распредвалах! Это важно, поскольку они уже притерты по месту как должны, в противном случаем распредвал может закусывать, образуются задиры, будет клинить распредвал и порвет цепь ГРМ. Снимаем распредвалы. Телескопическим магнитом достаем в коробочку гидрокомпенсаторы. Далее, насадкой ½ Torex T60 откручиваем 10 болтов крепления ГБЦ к блоку. Снимаем аккуратно ГБЦ и укладываем ее на верстак, заранее подстелив ветошь, чтобы не поцарапать поверхность к блоку цилиндров. Отсоединяем впускной коллектор от ГБЦ, снимаем топливную рампу. Всё, ГБЦ снята. Дальше желательно отдать ГБЦ на опрессовку и если всё хорошо с ГБЦ, то на шлифовку (фрезеровку) поверхности. Шлифовать или фрезеровать поверхность ГБЦ считаю необходимым каждый раз после демонтажа. Ведь идеально очистить остатки старой прокладки очень сложно, а даже крошечный кусочек герметика может в дальнейшем привести к пробитию прокладки ГБЦ. Сопрягаемые поверхности должны быть идеально ровными и чистыми. Поверхность блока в идеале тоже шлифовать, но она чугунная и снятие блока это снятие КПП, что врятли кто-то будет делать даже в условиях автосервиса. Блок цилиндров ЗМЗ чугунный, устойчив к царапинам и в отличие от ГБЦ, чтобы его повести – надо постараться. Поэтому берем напильник по длине не менее ширины блока и аккуратно снимаем остатки старой прокладки, либо канцелярским ножом. Нажим на напильник или нож без фанатизма, аккуратно легкими движениями.
ГБЦ опрессована, отшлифована (фрезерована), всё нормально. Мало кто проверяет просадку седел. А зря. Представим, что у нас нет специального оборудования, но есть желание убедиться в том, что новые клапана не прогорят. Прогар клапан происходит в следствии не полного закрытия клапана, просадки седла, смесь воспламеняется и частично проникает между клапаном и седлом, создавая повышенную тепловую нагрузку на рабочую поверхность клапана. Клапан является элементом, работающим в условиях повышенного износа и нагруженности. Он получает небольшое охлаждение соприкасаясь с седлом и отдавая часть тепла в ГБЦ. Нет охлаждения, плюс постоянные прорывающиеся потоки воспламенённой смеси равно прогару клапана в скором времени. Прогорел клапан, просто поменяли, радуемся, едем. Но не долго… Ведь клапан просто так не прогорит. Мы заменой клапана устранили следствие, но не причину. Причина в просадке седла клапана, либо люфт в направляющей клапана (клапан не ровно садится в посадочную седла, появляются щели через которых происходит прорыв газов). Для проверки просадки седел нужен специальный шаблон (труба диаметром под распределительный вал с углублением до середины диаметра вала в местах клапанов и штангенциркуль. Расстояние в итоге от установленного полностью клапана с пружиной, его торца где сухарь и плюс радиус распредвала должно составлять не менее 35,5 мм) В условиях отсутствия спецоборудования можно проверить просадку седла клапана гаражными способами. Они не 100% точные, но имеют место быть. Метод гайки 17 мм и разобранный гидрокомпенсатор. Метод гайки: гайку боком (высотой 17 мм) укладываем на клапан вместо гидрокомпенсатора и сверху укладываем распредвал так, чтобы толкающая часть распредвала на гидрокомпенсатор смотрела вверх. Должен быть зазор, чтобы гайка свободно находилась между распредвалом и торцом клапана. Если зажимает – замена седла. Метод гидрокомпенсатора – он состоит из двух частей это корпус и внутри него сам гидрокомпенсатор, вот его необходимо разобрать.
Постукивая об верстак нижней частью, разъединяем корпус от него. Затем пассатижами аккуратно разъединяем и сам гидрокомпенсатор. Осторожно! Внутри находится обратный клапан – пружинка и шарик. Важно не потерять их. Вытаскиваем пружину, промываем всё от масла и собираем обратно, сжав гидрокомпенсатор максимально. Этот шаблон мы подкладываем между клапаном и распредвалом. Должен оставаться зазор. Можно просунуть щуп, не менее 0,5 мм номиналом.
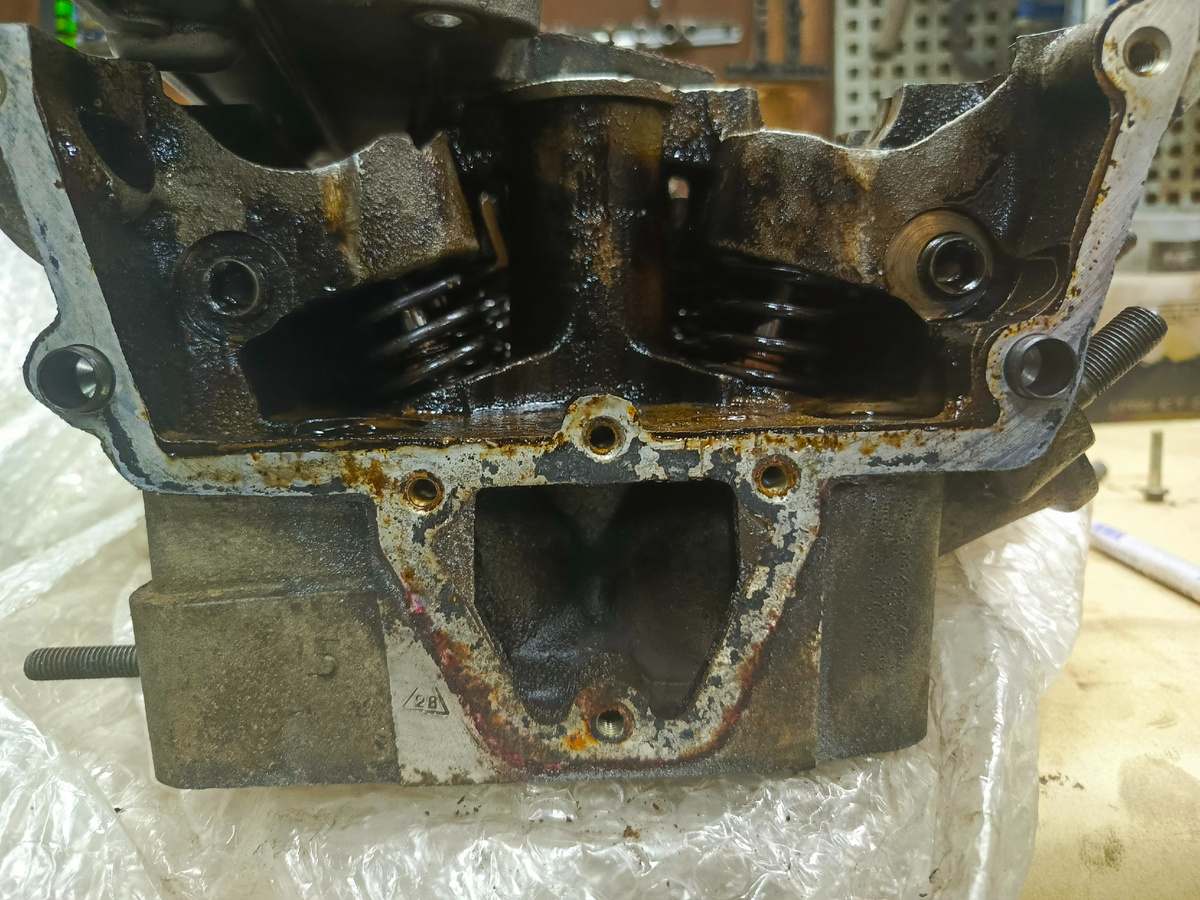
Если зазоров нет, ГБЦ отдается на замену сёдел. Но нам повезло, зазоры есть, в допуске, и мы приступаем к разбору. Берем приспособление для рассухаривания клапанов и освобождаем клапана. Складываем чашки и пружины в отдельную коробку. Нижняя и верхняя чашки отличаются, запоминаем где какая стоит или если позволяет место, раскладываем на верстаке так, как они стояли. Снимаем маслосъемные колпачки специальными щипцами для этого. Вынимаем клапана и на всякий случай раскладываем их так, как они были в ГБЦ. Осматриваем поверхность седел клапанов (со стороны поршня). Не должно быть глубоких вкраплений, трещин, и прочих повреждений.
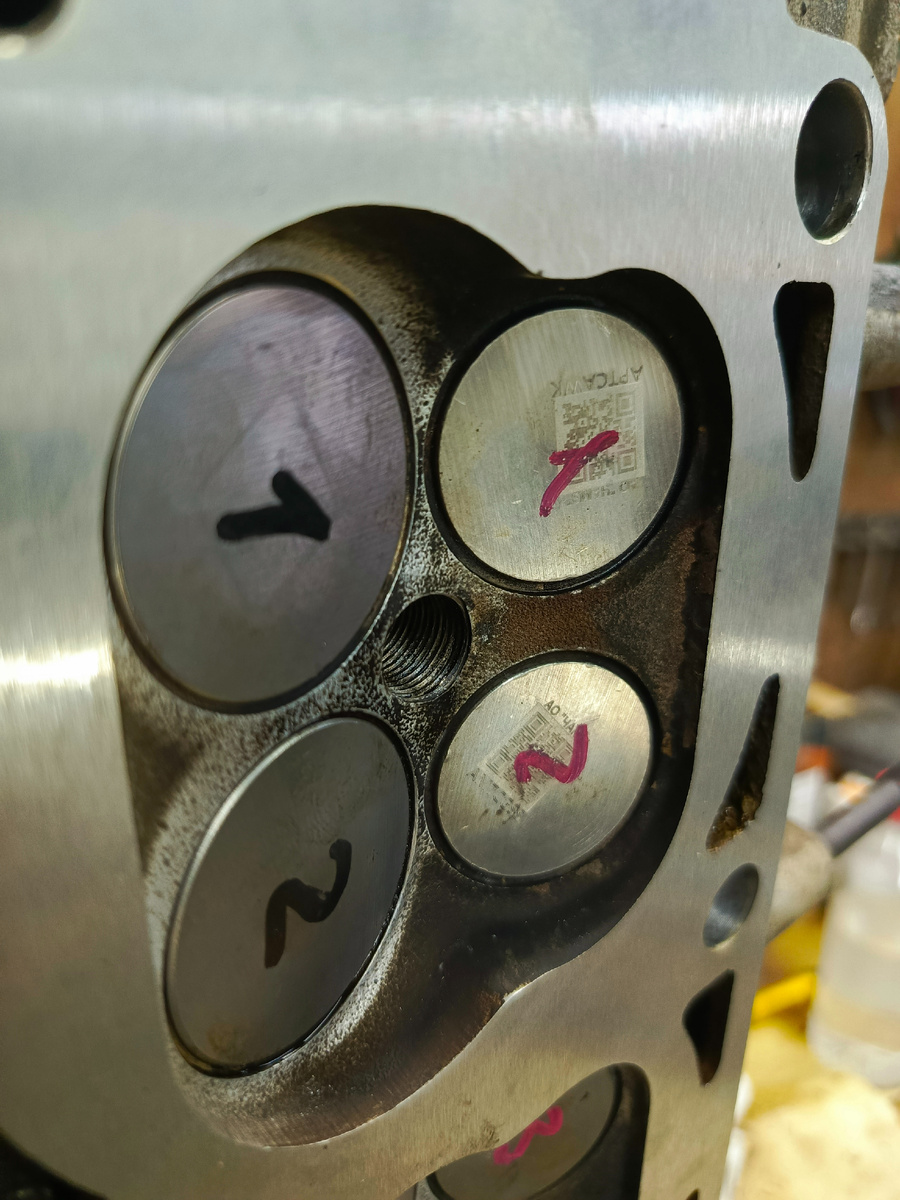
Осмотрели, все нормально. Если нет – замена сёдел. Идем дальше. Достаем новые клапана из коробочки. Да, в идеале необходимо проверить клапана на биение, и проверить на биение в направляющей клапана. В направляющей клапана проверить мы можем. Для этого нужен индикатор часового типа с подставкой. Вставляем клапан в направляющую, качаем в стороны и биение «шляпки» клапана не должно превышать 0,02 мм на индикаторе часового типа. Если больше – замена направляющих клапана. Клапана при установке будут входить плотно, не болтаясь, даже с небольшим усилием. Но в тоже время свободно. Если где-то его начинает зажимать или закусывать – необходимо найти причину. Это или кривая ножка клапана или забоины в направляющей клапана. Проверить сам клапан на биение без специального инструмента мы не можем. Кто-то устанавливает в шуруповерт и индикатором часового типа проверяет. Но не учитывает биение патрона шуруповерта. Поэтому делаем так – если клапан начинает закусывать при установке в направляющей, пробуем вставить другой. Если с ним все нормально, то бракуем клапан который до этого не зашел. Итак, клапана в норме, биение в норме. Приступаем к притирке. Процесс притирки клапана долгий, инструмента для этого изобретено много, на этом останавливаться не будем. Главное, притертые клапана раскладывать строго по порядку как их притирали в ГБЦ.
Клапана притерты, моем ГБЦ очень тщательно. Промываем под давлением маслоканалы, и седла клапанов от остаток притирочной пасты. Советуем промывать бензином через промывочный пистолет под давлением.
Просушили ГБЦ, приступаем к сборке.
Укладываем нижние чашки, затем устанавливаем маслосъемные колпачки специальной обоймой, либо длинной головкой (но очень аккуратно, чтобы не порвать).
Устанавливаем клапана, пружины, верхние чашки и засухариваем клапана, прикручиваем впускной коллектор через прокладку, топливную рампу. Колечки топливных форсунок перед установкой необходимо смазать для того, чтобы не порвать кольца форсунок. Смазать можно литолом или силиконовой смазкой. Далее устанавливаем прокладку ГБЦ на блок цилиндров заранее обезжирив его поверхность. Устанавливаем ГБЦ на блок, вставляем болты с шайбами и прикручиваем. Затягиваем болты как указано ниже на рисунке.
Протяжка в 3 этапа. Первый – 11 кгс, второй 12,5 кгс, третий – 14,2 кгс. Между этапами выдерживаем примерно час, чтобы дать прокладке принять правильное положение, форму. За это время можно собирать остальное навесное оборудование. После протяжки устанавливаем распределительные валы и их крышки в таком же порядке, как они были . Предварительно смазываем крышки пастой для сборки ДВС. Наживляем болты всех крышек, ближней к звездочкам крышке уделяем особое внимание. Затягивать распредвалы начинаем с крышек по центру распредвала. Момент затяжки от 1,8 до 2,2 кгс.
Распредвалы установлены, дальше собираем все в обратной последовательности, как разбирали. Не забываем залить антифриз и масло, установить новый маслофильтр. Желаем удачи!