Лазер - мощный пучок световой энергии, из лазерной установки, служит для всякого и лучше всего, раскраивать листовой и не только металл
Как работает лазер?
Все началось с Энштейна и его открытия квантовых явлений. Другие ученые давай все это раздумывать...придумали. Частицы твёрдого тела излучают энергию, когда на них воздействуют энергией.
Именно это хотел изобразить: фотоны от лампы, в самых совершенных устройствах от диодной, светят на растворенные в рубине ионы хрома. Ионы получают заряд фотонов, тем самым становятся более энергичными.
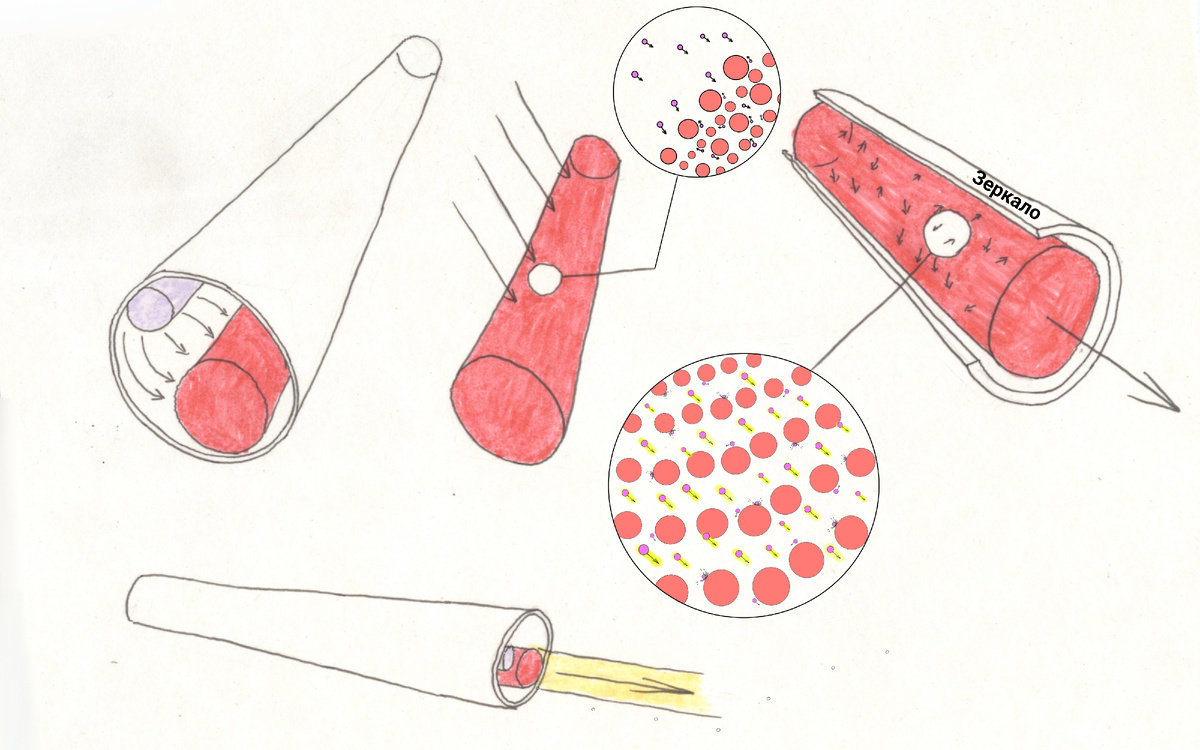
Через время ионы скидывают энергию в виде фотона в сторону чтоб стать пассивными и фотон попадает в другие ионы. Те в свою очередь скидывают и свои фотоны в другие ионы. Так получается куча фотонов, которые слоняются туда сюда, потому что рубин окружен зеркалами, в одном месте прозрачными, через прозрачность фотоны всей оравой направляются в нужную сторону сквозь каллиматорую линзу, котрая их строит в параллельные шеренги.
К линзе фокусирующей, которая сгоняет шеренги в мелкую струю света. Может быть даже свет, целой кучи энергичных Свет.
По мере появления опыта, появились разные лазеры и разные технологии:
Твердотельный лазер - например из неодимового стекла, из того же рубина, иттриево-алюминиевого граната, сапфира и даже из керамических поликристаллов.
Газовые лазеры, но они обычно слабее. Газовые лазеры работают также, но на газ не светят а бъют электричеством.
И оптоволоконные лазеры, потому что рабочее тело по которому спешат фотоны - оптическое волокно. И потому что оптическое волокно вытянутое, его можно сразу направить в нужную сторону, требуются минимум зеркал, но при этом большая поверхность. Что дает раздолье фотонам, и они разгулявшись создаются в избытке. Поэтому лазеры на оптическом волокне, обычно самые мощные.
А еще оптическое волокно не нужно охлаждать так же стремительно как твердотел. Ведь его поверхность велика, и сама отдает тепло лучше.
Не смотря на кажущуюся простоту, это работа стоящая на плечах гигантов, мощью своих умов разгадавших тайны мироздания, природу света, атомной материи и квантовой микровселенной. А я вам на рабоче-крестьянском, максимально просто объяснил, для этого прочитал целую книгу про лазеры😎 Нужны подробностей, тоже читайте.
И теперь созданный в рабочем теле: газа, сиекла или волокна, пучок света, может прожигать почти все что угодно с очень высокой скоростью. Хотя есть и другие способы раскройки металлов, например гидрорезка или электроэррозия? Почему выбирают лазер?
Преимущества лазерной резки
Высокая скорость
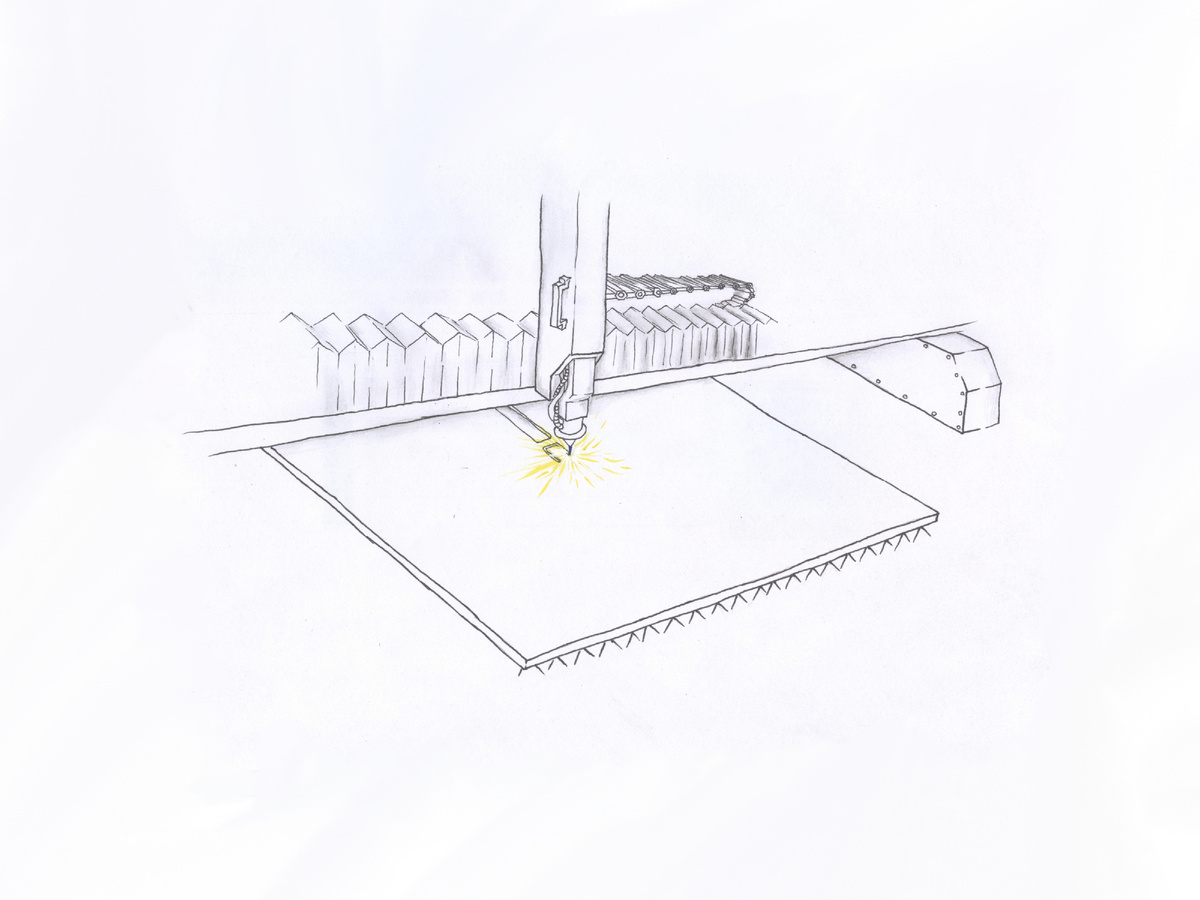
Пока невозможно быстрее резать ничем, особенно тонколистовые материалы. Например сталь в 1 мм, мощный станок режет 50 метров в минуту. Быстрее только купить все в Китае.
Универсальность
Лазер режет и стальные и титановые листья, фанеру, стекло и даже алмазы. Все потому что лучистая энергия сжигает все на своем пути и ничто не устоит.
Хотя это еще не все
Недостатки лазерной резки
Все сжигает
А потому продукты горения от вещей, особенно от разных пластических масс и синтетических составов требуют мощной вытяжки. Ведь сжигает он на большой скорости, из-за чего и вытяжка должна быть крайне мощной. Противогазом не обойтись, ибо дым горения сам по себе своими летучими частицами задерживает лазер и снижает его мощность.
Высокая температура
Потому что луч света направляется в одну точку и моментально ее нагревает, тем самым расплавляя и сжигая. А некоторые металлы очень хорошо отводят тепло, их придется резать в несколько проходов, потому что с первого раза толща металл просто рассуёт тепло лазера по сторонам. Как сладкий ликер растворится в бензиновой луже.
Значит резать за 2-3 прохода. И рез при многопроходной резке будет крайне кривой.
Особенности обработки
Некоторые материалы требуют предварительных ласк, например, зеркала легко отражают луч обратно туда откуда пришел, что вызовет самовыпиливание лазера. Чтобы лазер остался целым, надо зеркало подготовить.
Это как с дровосеком, который треснет себя по лбу себя колуном. И вам придется поменять так называемую голову. Ровно такие же явления наблюдаются с другими вещами, например полированная или хромированная вещь, должна быть сначала испорчена и только потом в нее лазер войдет.
Результаты лазерной резки
В сухих цифрах: скорость на лучших машинах -12 миллиметровый лист стали 11 метров в минуту, толщиной в 2 мм - 50 метров в минуту. Отклонения от прямой на длине 2 метра - 1,5 миллиметра.
Шероховатость при таких быстрых режимах - Ra 80 при обработке тонких листов до 0,6 Ra,
Отклонения от плоскости реза, толщиной 35 мм - 1.5 мм или меньше
Что нужно для лазерной резки
В смысле расходники
Газ
Под давлением поступает в место реза одновременно с лазерным лучом. Всё потому что отверстие от лазера плавит металл и металлу некуда деваться, особенно в момент пока отверстие не прорезано целиком. Через это существую несколько типов резки и несоклько газов для этих загадочных типов:
Кислород - чтобы все горело. Кислород в баллонах или иногда воздух, нужен чтобы ускорять реакцию горения или окисления. Кислородом кромсают органические материалы которые горят и углеродистые стали, которые тоже горят. Рез в котором все горит обыкновенно заполнен шлаком и этими самыми окислами.
Азот - для более щадящей резки, например нержавейки и алюминия. Которым гореть не рекомендуется.
Гелий и аргон - известные инертные газы, которые крайне неохотно вступают в реакции с чем либо и потому чтобы резать самые деликатные материалы, которые не должны гореть, материалы дорогие и чтобы металл из них просто выдувался без разложения, тогда и берут аргон с гелием..
Сопла
Самый кончик из которого выходит одновременно лазерный луч и с ним под ручку газ. Как раз для того чтобы выдувать разрезанное, проветривать или снизить доступ воздуха к месту раскаленного материала, который становится химически активным.
Для этого важнейшая характеристика сопла - материал, который обычно медь, покрытая хромом. Для снижения возможности расплавленного металла к нему прилипнуть.
И размер отверстия.
Чтобы в зависимости от интенсивности работы, с разной интенсивностью дуть в рез.
Потому что сопло ближе всего к очагу где кипит металл, под неисчислимыми полчищами дикой фотонной энергии. То и получает сопло по самое первое число, например брызги металла или стальной лист от нагревания может искажаться и становится выше, или мелкая вырезанная деталь в сопло отлетит и привет. Словом сопло расходник.
Защитные стекла
Расположилось выше чем зона резания, выше струи газа и выше сопла. Защитное стекло последняя преграда на пути меж раскаленной сталью брызгающей во все стороны и тонко настроенной фокусирующей линзой.
Потому защитные стекла меняют примерно от 1 раза в 2 недели, до 1 раза в смену если условия работы особенно жесткие.
Защитное стекло не обладает особенными характеристиками. Оно просто должно быть прозрачным и крепким
Стоимость лазерной резки?
За 50 000 самый дешевый на известном маркета. Это мелкий настольный лазерный резак для любителей шарудить вручную.
BOLT VII 6025 мощностью в 30 к ватт, с рабочим полем 6 на 2,5 метра за 50 миллионов для тех кто жарит профессионально.
Итого: как мне удалось выяснить, лазерная резка, раскройка, или как его называют всякие плебеи -Laser Cutter идеально для резки больших объемов металла. Но, до 25 миллиметров толщиной. Плазма может чуть быстрее, однако точность ее чуть меньше как и качество реза несколько хуже.
Спасибо за внимание. Непременно ставьте пальцы вверх. Предлагайте темы и подписывайтесь, чтобы я рассказал вам много всего другого.
И еще вот про гидроабразивную с электроэрозионной резкой