В последнее десятилетие в сфере информационных технологий широкое распространение получили системы с искусственным интеллектом, это обусловлено огромным объёмом цифровых данных, накопленных к настоящему моменту, для обработки и анализа которых потребовались новые технологии. В промышленной автоматизации системы обработки и анализа данных как с технологиями искусственного интеллекта, так и с методами классического математического анализа менее распространены, несмотря на то что каждое предприятие, оснащённое АСУ ТП, обладает значительной базой цифровых данных. В настоящей статье излагаются принципы проактивного риск-ориентированного подхода к управлению технологическими процессами. В первую очередь эта статья ориентирована на технических руководителей промышленных предприятий и эксплуатирующий персонал, так как понимание изложенных принципов поможет не ошибиться в своих ожиданиях от внедрения соответствующих систем, а главное, эффективно их использовать, обеспечивая снижение ремонтных затрат и минимизируя риски возникновения аварий.
Введение
Что такое проактивный риск-ориентированный подход в управлении, в чём его преимущество перед классическим реактивным подходом?
Реактивный подход предусматривает реагирование на произошедшие события. При этом управляющие воздействия не всегда могут быть своевременны, так как сами события зачастую являются следствием ранее возникших процессов.
Проактивный или риск-ориентированный подход предусматривает возможность предвидеть события и реагировать на риски их возникновения. В этом случае управляющие воздействия опережают события, благодаря чему становится возможным избежать само возникновение негативных событий.
Иными словами, проактивный подход – это устранение причин (предпосылок) к возникновению событий, в то время как реактивный подход – это устранение последствий произошедших событий.
Реактивный подход в полной мере реализован в классических АСУ ТП, для которых на этапе проектирования определяется перечень технологических событий с указанием условий их возникновения и последовательности управляющих воздействий, выполняемых системой.
С 70–80-х годов прошлого века, когда появились первые АСУ ТП, сами технологические процессы значительно усложнились, следствием чего стало значительное увеличение количества контролируемых параметров. Несмотря на это, принцип реактивного управления в современных АСУ ТП остаётся единственным и неизменным уже более 50 лет, это можно объяснить следующими факторами:
- сформировавшаяся база нормативно-технической документации по АСУ ТП;
- дефицит кадров в сфере промышленной автоматизации, обладающих компетенциями в области проактивного риск-ориентированного подхода.
Вышеуказанные факторы препятствуют изменению принципов работы современных АСУ ТП, несмотря на это, очевидно, что качественное управление современным технологическим процессом возможно только с реализацией принципов как реактивного, так и проактивного риск-ориентированного подхода. Второй можно обеспечить благодаря внедрению смежных с АСУ ТП систем, обладающих принципами проактивного управления, например Систем Поддержки Принятия Решений (СППР, англ. Decision Support System, DSS).
Практика внедрения смежных с АСУ ТП систем для расширения функционала хорошо себя зарекомендовала, что видно на широком применении MES-систем (систем управления производственного процесса), появление которых было обусловлено отсутствием необходимых функций: синхронизации, координации, оптимизации выпуска продукции в классических АСУ ТП.
Среди систем, обладающих принципами проактивного риск-ориентированного управления технологическими процессами, наиболее известны: GE SmartSignal, Aveva PRiSM и AspenTech Predictive Analytics. В настоящий момент российские аналоги подобных систем только начали появляться и широкого распространения не получили, несмотря на это, их востребованность в ближайшей перспективе очевидна.
Система Поддержки Принятия Решений для управления технологическими процессами
Система Поддержки Принятия Решений – это компьютерная автоматизированная система, целью которой является помощь людям, принимающим решение в сложных условиях, для полного и объективного анализа предметной деятельности. Это наиболее точное определение СППР, доступное в открытых источниках.
Важно понимать, что СППР не заменяет человека, автоматизируя процедуру решения, а обеспечивает его различного рода помощью в ходе решения проблемы. Эта помощь заключается в предоставляемых человеку результатах анализа массива данных.
Системы Поддержки Принятия Решений для управления технологическими процессами обеспечивают пользователей информацией о рисках возможных негативных событий, в том числе аварийных ситуаций, наиболее значимым из которых является отказ основного технологического оборудования.
Отказ основного технологического оборудования может быть вызван следующими причинами:
- потеря эксплуатационных свойств одного или нескольких узлов технологического оборудования, связанная с их износом, например, аварийный останов установки из-за высокой вибрации вала паровой турбины, вызванной износом подшипника;
- недопустимые условия эксплуатации отдельных узлов или технологической установки в целом, например, аварийный останов установки из-за снижения давления перекачиваемой среды ниже допустимого значения на входе в компрессор;
- отказ одной или нескольких вспомогательных систем, например, аварийный останов технологической установки вследствие отказа САУ (системы автоматического управления);
- потеря эксплуатационных свойств одного или нескольких узлов технологического оборудования, обусловленная внешним воздействием, например, разрушение запорной арматуры установки вследствие падения на неё постороннего предмета;
- некорректные действия эксплуатирующего персонала, например, аварийный останов установки, вызванный некорректными командами управления, выданными эксплуатирующим персоналом при изменении режима работы.
Все вышеперечисленные риски, кроме двух последних, можно своевременно выявлять и оценивать, благодаря чему вероятность наступления соответствующих негативных событий можно минимизировать.
При этом риск некорректных действий эксплуатирующего персонала может являться следствием отсутствия своевременного информирования о начале развития нештатной, потенциально опасной ситуации, в этом случае применение СППР снижает риск некорректных действий эксплуатирующего персонала.
Риск отказа технологического оборудования из-за износа узлов или недопустимых условий эксплуатации, или отказа вспомогательных систем может быть своевременно выявлен при анализе соответствующих контролируемых параметров:
- для выявления и оценки степени износа узлов технологического оборудования необходимо выполнять анализ технических параметров, связанных с износом (например, вибрация, температура и т.д.);
- для выявления предпосылок к возникновению недопустимых условий эксплуатации и оценки соответствующих рисков необходимо выполнять анализ внешних параметров, характеризующих допустимые условия эксплуатации оборудования (например, температура и влажность окружающей среды, давление на входе в компрессор и т.д.);
- для выявления предпосылок к отказу смежных систем и оценки соответствующих рисков необходимо выполнять анализ контролируемых параметров смежных систем (например, напряжение на разных фазах в сети электроснабжения, температура трансформаторного масла и т.д.).
СППР, используемые для управления технологическими процессами, выполняют непрерывный анализ значений контролируемых параметров, которые получают от смежных информационных систем (АСУ ТП, АСУЭ, ПАЗ и т.д.), результатом которого являются:
- сообщения о выявлении рисков возникновения тех или иных негативных событий;
- качественные оценки выявленных рисков: степень вероятности наступления события, прогнозное время до возникновения события;
- отчёт о причинах возникших рисков;
- интегральные оценки обобщённого состояния объекта/оборудования, как мгновенные, так и за заданные интервалы времени (в том числе интегральные оценки за рабочую смену, сутки, неделю, месяц и т.д.).
Для формирования вышеуказанных оценок в современных СППР используются как классические методы математического анализа, так и методики, основанные на искусственном интеллекте и машинном обучении.
Мониторинг отдельных контролируемых параметров
Для раннего выявления изменений значений критически важных контролируемых параметров (для которых в АСУ ТП предусмотрены предупредительные и аварийные/блокировочные уставки) и оценки рисков, связанных с этими изменениями, в СППР предусмотрена аппроксимация исторических значений заданных параметров.
В дальнейшем полученные аппроксимирующие функции исследуется с помощью методов математического анализа.
От полученных аппроксимирующих функций берутся производные, а с их помощью рассчитываются мгновенные скорости изменения заданных контролируемых параметров. В случае если значение скорости превышает заданный порог, СППР формирует сообщение о появившейся тенденции на рост или снижение соответствующего контролируемого параметра, такое сообщение будет всегда предшествовать достижению предупредительных или аварийных уставок и позволяет предпринять необходимые действия своевременно.
Необходимо отметить, что при аппроксимации важно правильно выбрать тип аппроксимирующей функции: показательная (y = ax + b), линейная (y = ax + b), квадратичная (y = ax² + bx + c), кубическая (y = ax³ + bx² + cx + d) и т.д.
На рис. 1 приведены примеры аппроксимации значений одного из контролируемых параметров разными типами функций, на графиках аппроксимирующая функция наложена на фактические значения контролируемых параметров, причём фактические значения параметров из области прогноза не использовались при расчёте аппроксимирующих функций. Из приведённых примеров видно, что с увеличением порядка аппроксимирующего полинома скорость изменения функции в прогнозной области растёт, что может ухудшить качество прогноза.
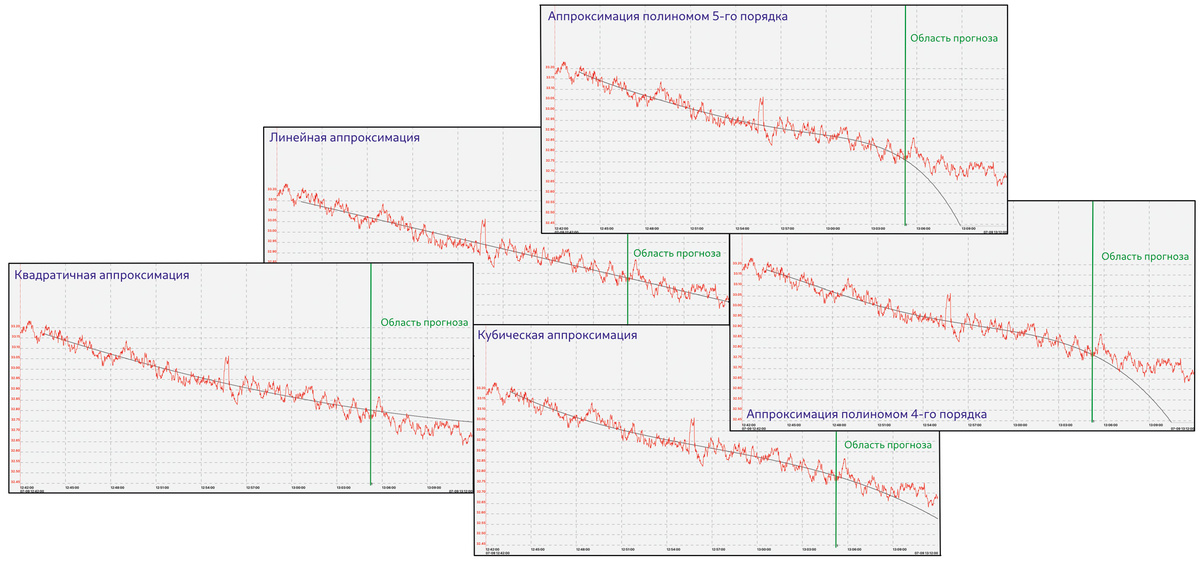
Наиболее часто используемыми типами функций при аппроксимации исторических значений контролируемых параметров являются линейная и квадратичная функция, реже используется кубическая функция.
Показательные функции четвёртого и более высоких порядков практически не используются.
В связи с разным характером поведения параметра исходные данные для аппроксимации могут быть также предварительно подготовлены, например, значения параметра, по которым выполняется расчёт аппроксимирующей функции, могут быть усреднены.
Помимо расчёта мгновенной скорости изменения контролируемого параметра, полученная аппроксимирующая функция используется для визуализации прогнозных значений параметра в будущем, а также для расчёта прогнозного времени до достижения этим параметром аварийных/блокировочных и предупредительных уставок, для этого на основе полученной аппроксимирующей функции составляется уравнение, где в качестве значения функции подставляется значение необходимой уставки, далее система находит наименьший вещественный корень заданного уравнения, который и является прогнозным временем до достижения контролируемым параметром уставки.
Прогнозное время до достижения контролируемым параметром уставки является качественным показателем текущего риска, связанного с выявленной тенденцией изменения этого параметра.
Изменения значений контролируемых параметров могут носить колебательный характер (например, ток электродвигателя при помпаже компрессора), при котором амплитуда колебаний может нарастать, в таких случаях исследование аппроксимирующих функций, рассчитанных по историческим значениям этих параметров, может быть неэффективно. На рис. 2 представлены графики изменения значений контролируемого параметра колебательного характера с нарастающей амплитудой и аппроксимирующие функции 1-го, 2-го, 3-го и 4-го порядков, рассчитанные по этим значениям.
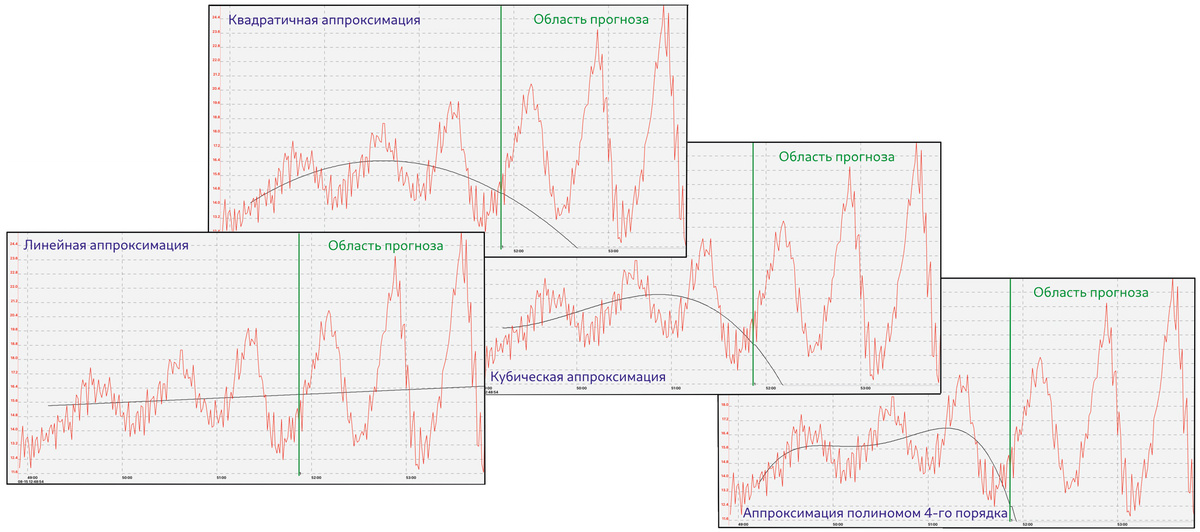
При колебательном характере изменения значений параметра целесообразно выполнять аппроксимацию по размаху его значений. Напомним, что размах – это разность между наибольшим и наименьшим значениями числового набора. В СППР размах рассчитывается как разность максимального и минимального значения контролируемого параметра за заданный промежуток времени.
На рис. 3 представлен график изменения размаха значений контролируемого параметра и аппроксимирующая функция 2-го порядка, рассчитанная по этим значениям размаха.
В СППР по расчётным значениям размаха можно выявлять тенденции на рост (рост амплитуды колебаний контролируемых параметров), определять уставки и в дальнейшем рассчитывать прогнозное время до достижения предельных значений амплитуд колебаний контролируемых параметров.
Анализ взаимосвязей значений контролируемых параметров
Анализ абсолютных значений контролируемых параметров малоэффективен для выявления сложных неявных аномалий в работе технологического оборудования. Под сложными неявными аномалиями подразумеваются ситуации, когда значения одного или нескольких контролируемых параметров в течение времени изменяются с крайне малой скоростью, которая сама по себе не воспринимается как тенденция на изменения, при этом как минимум один из параметров вследствие длительного изменения принимает значение, не характерное для текущего режима работы установки.
Для выявления сложных, неявных аномалий в работе технологического оборудования в современных СППР предусмотрены методы анализа взаимосвязей (зависимостей) контролируемых параметров.
Анализ зависимостей значений контролируемых параметров может выполняться как с помощью корреляционного анализа – количественного метода определения тесноты и направления взаимосвязи между выборочными переменными величинами, так и с помощью моделей машинного обучения.
При корреляционном анализе определяется группа из двух или трёх параметров, значения которых исследуются на взаимосвязь (например: обороты компрессора и расход газа или ток возбуждения электродвигателя и обороты электродвигателя и т.д.).
Для выявления корреляционных зависимостей между контролируемыми параметрами на координатной плоскости, по осям которой откладываются значения этих параметров, наносятся точки, координаты которых соответствуют значениям параметров в заданные моменты времени. Характер распределения точек указывает на характер зависимости между исследуемыми параметрами. На рис. 4 представлены различные характеры корреляционной связи между двумя параметрами.
После того как в ходе исследования выявлена корреляционная связь, выполняется расчёт аппроксимирующей функции заданного типа (порядка) по точкам, соответствующим выявленной взаимосвязи. Далее при анализе поступающих значений контролируемых параметров СППР рассчитывает расстояние от точки, соответствующей этим значениям до соответствующей аппроксимирующей функции. Это расстояние и является качественной оценкой отклонения от ранее выявленной корреляционной связи, для которой можно задать уставки, а также рассчитывать аппроксимирующие функции и выявлять момент роста этого отклонения.
Следует учитывать, что на разных режимах работы технологического оборудования корреляционная связь между одними и теми же параметрами может быть различной (рис. 5), поэтому данный метод анализа может использоваться с ограничениями. Помимо этого, к недостаткам корреляционного анализа следует отнести невозможность наглядного выявления взаимосвязей для групп из 4 и более параметров.
При этом анализ корреляционных связей крайне эффективен для небольших групп из 2 или 3 параметров, взаимосвязь между которыми очевидна:
- температура продуктов сгорания в разных точках камеры сгорания газотурбинного двигателя;
- давление на входе в компрессор, обороты компрессора и давление на выходе из компрессора;
- температуры группы подшипников установки.
Применение машинного обучения при анализе значений взаимосвязанных контролируемых параметров позволяет обойти все ограничения, присущие корреляционному анализу.
Для анализа значений взаимосвязанных контролируемых параметров применяются модели классификации, которые классифицируют состояние объекта по какой-либо группе признаков, например, определяют наличие либо отсутствие аномалии по группе контролируемых параметров.
Группа параметров, по которым определяется аномалия, формируется исходя из предположения о наличии сложных корреляционных связей, например:
- виброперемещение вала;
- осевой сдвиг вала;
- температура подшипника вала;
- скорость вращения вала;
- давление масла на подаче;
- температура масла на подаче.
Функционал моделей классификаций схож с корреляционным анализом, но при этом позволяет анализировать группы с произвольным количеством параметров, что невозможно в корреляционном анализе.
Перед использованием любой модели машинного обучения, в том числе и моделей классификации, их необходимо обучить на имеющихся выборках исторических данных. Необходимым условием для обучения любой модели машинного обучения является использование в обучении исторических значений контролируемых параметров, охватывающих все допустимые режимы работы установки при всех возможных допустимых внешних условиях (низкие температуры зимой, высокие летом, высокая влажность весной и т.д.).
Результатом анализа моделями классификаций является оценка о наличии либо отсутствии аномалии, которая, в свою очередь, отражает наличие либо отсутствие отклонений значений одного или нескольких параметров из ранее определённой группы от типичных для соответствующего режима работы.
Главным преимуществом моделей классификаций перед корреляционным анализом является возможность анализа групп с любым количеством параметров, а также учёт при анализе разных режимов работы, однако модель классификации не даёт качест-венную оценку величины отклонения при выявлении аномалии.
Аномалии, выявляемые моделями классификации, являются предпосылками к развитию сложных, неявных, но потенциально опасных ситуаций.
Для формирования качественных оценок степеней аномальности выполняются статистические вычисления над заданным количеством оценок, сформированных моделями классификации за заданный интервал времени. Например, рассчитывается среднее арифметическое от последних 100 результатов анализа, полученных от модели классификации, где за классификацию аномалии принимается «1», а за отсутствие аномалии «0», полученное значение будет являться степенью аномальности и будет принимать значение от 0 (минимальная степень аномальности) до 1 (максимальная степень аномальности) с дискретностью 0,01, которое для удобства в дальнейшем может быть переведено в проценты.
Как и исторические значения контролируемых параметров, рассчитанные исторические значения степеней аномальности могут быть аппроксимированы для дальнейшего исследования с помощью математического анализа:
- выявления тенденции на рост степени аномальности;
- определения мгновенной скорости изменения степени аномальности;
- расчёта времени, оставшегося до достижения степенью аномальности критического значения.
Недостатком анализа моделями классификации также является отсутствие указания причины, по которой была классифицирована аномалия, – указание на параметр или группу параметров, чьи значения внесли наибольший вклад в классификацию аномалии.
Для решения этой задачи используются регрессионные модели, которые определяют ожидаемое значение одного из контролируемых параметров из заданной группы взаимосвязанных параметров по фактическим значениям других контролируемых параметров из этой группы. В дальнейшем ожидаемое значение сравнивается с фактическим значением контролируемого параметра, а их разность указывает на величину отклонения фактического значения от типичного (ожидаемого) для данного режима работы.
Принцип выбора группы параметров для регрессионных моделей такой же, как и для моделей классификации, – предположение о наличии сложных корреляционных взаимосвязей, однако в случае с регрессионными моделями создаётся не одна модель на всю группу параметров (как для моделей классификации), а по одной модели для каждого параметра из группы.
Так, для вышеприведённой группы параметров (виброперемещение, осевой сдвиг, температура подшипника, скорость вращения, давление масла на подаче, температура масла на подаче) будет создано 6 регрессионных моделей, каждая из которых будет формировать ожидаемое значение отдельного параметра из группы по фактическим значениям других параметров из группы.
При совместном использовании моделей классификаций и регрессионных моделей целесообразно использовать идентичные группы параметров и одинаковые данные для их обучения, в этом случае их прогнозы будут согласованными – степень аномальности, определяемая моделью-классификатором, будет выявляться и расти вместе с появлением и увеличением расхождения между ожидаемым, сформированным регрессионной моделью и фактическими значениями одного или нескольких контролируемых параметров.
Интегральные оценки риска
Расчёт интегральной оценки предусматривает получение из совокупности событий (текущих или произошедших в заданный интервал времени) некоторого количественного показателя, который может охарактеризовать рассматриваемый риск в целом, не оперируя отдельными ситуациями.
В промышленной автоматизации под технологическими событиями подразумеваются: достижения контролируемыми параметрами предупредительных и аварийных уставок, наличие либо отсутствие дискретных сигналов от внешних систем (положение исполнительных механизмов, внешние сигнализации) и т.д. Каждое технологическое событие при возникновении соответствующих условий получает статус «событие пришло», а при пропадании этих условий – «событие ушло».
Суть расчёта мгновенной интегральной оценки сводится к следующему:
- каждому технологическому событию, которое мы хотим учитывать в интегральной оценке, задаётся весовой коэффициент. Этот коэффициент указывает на степень критичности соответствующего ему события (чем более критичным является событие, тем большее значение должно быть у соответствующего ему весового коэффициента);
- далее выполняется сложение всех весовых коэффициентов технологических событий, которые в текущий момент времени имеют статус «событие пришло», полученное значение делится на сумму весовых коэффициентов всех предусмотренных интегральной оценкой событий.
Формула расчёта мгновенной интегральной оценки приведена ниже.
, где Wi – весовой коэффициент текущего события, N – общее количество всех событий, Wj – весовой коэффициент произвольного события.
Результатом вышеуказанного расчёта будет количественный показатель, принимающий значения от 0 (в текущий момент времени ни одно событие не имеет статуса «событие пришло») до 1 (в текущий момент времени все события, предусмотренные интегральной оценкой, имеют статус «событие пришло»).
При расчёте интегральной оценки за заданный интервал времени выполняются следующие действия:
- как и в случае мгновенной интегральной оценки, каждому технологическому событию, которое мы хотим учитывать в интегральной оценке за заданный интервал времени, задаётся весовой коэффициент;
- далее определяется суммарная продолжительность каждого технологического события за заданный интервал времени, которая умножается на соответствующий весовой коэффициент. После чего полученные значения складываются, а получившаяся сумма делится на произведение заданного интервала на сумму всех предусмотренных весовых коэффициентов.
Формула расчёта интегральной оценки за заданный интервал времени приведена ниже.
, где Wi – весовой коэффициент события, попадающего в заданный интервал времени, Ti – суммарная продолжительность события в заданный интервал времени, N – общее количество всех событий, t – продолжительность заданного интервала времени.
Как и в случае с мгновенной интегральной оценкой, результатом расчёта будет количественный показатель, принимающий значения от 0 (за заданный интервал времени ни одного события не произошло) до 1 (длительность всех предусмотренных событий составила весь заданный интервал времени).
Интегральная оценка наиболее полезна техническим руководителям предприятий, так как позволяет, не погружаясь в детальный анализ текущих и произошедших технологических событий, быстро оценить риски на большом количестве технологических объектов.
При непрерывном расчёте интегральной оценки её исторические значения можно экстраполировать, выполнять анализ приращений, рассчитывать мгновенную скорость изменения и т.д., что позволяет получать сложные метрики состояния технологического процесса и оборудования.
Одновременно могут рассчитываться несколько интегральных оценок, весовые коэффициенты для которых будут заданы в соответствии с различными приоритетами.
Вывод
Использование проактивного риск-ориентированного подхода в управлении технологическими процессами позволяет:
- минимизировать риски возникновения аварий, как следствие, повысить уровень безопасности эксплуатации объектов;
- сократить эксплуатационные и ремонтные затраты, связанные в том числе с простоем оборудования;
- значительно повысить информирование персонала о состоянии объектов. ●
Литература
- Ларичев О.И., Петровский А.Б. Системы поддержки принятия решений: современное состояние и перспективы развития // Итоги науки и техники. М.: ВИНИТИ, 1987.
- Вьюгин В.В. Математические основы машинного обучения и прогнозирования. 3-е изд. М.: МЦНМО, 2022.
Автор – технический директор ООО «СЦР»
info@sdisol.ru
© СТА-ПРЕСС, 2025
Статья была опубликована в СТА №3 / 2025
Больше интересного – на медиапортале https://www.cta.ru/