Когда в нашей кузнице металл впервые попадает в огонь, начинается не просто нагрев, а процесс рождения характера будущего ножа. Термообработка — это ключевой этап, от которого напрямую зависит, как клинок будет резать, как долго держать заточку и как поведет себя в реальной работе. Можно использовать самую дорогую сталь, но если нарушить температурный режим, нож потеряет всё — и твёрдость, и остроту, и душу.
Я часто говорю, что термообработка — это сердце кузнечного дела. Это не просто нагрев и охлаждение, это целая наука, где каждый градус, каждая секунда решают судьбу клинка. И хотя у меня за спиной годы практики, я до сих пор отношусь к этому этапу с тем же уважением, как в первый день у горна. Потому что именно здесь рождается сталь, которая режет.
Термообработка состоит из нескольких этапов: нагрева, закалки, криообработки и отпуска. Каждый из них выполняется строго индивидуально в зависимости от стали. Например, D2 требует постепенного нагрева и выдержки на определённой температуре, чтобы равномерно прогреть структуру и избежать зернистости. M390 и S390, как порошковые стали, более капризны — им нужен точный температурный диапазон, иначе можно испортить весь материал. А вот 95Х18 и VG-10 прощают немного больше, но и у них есть свои пределы.
На этапе закалки сталь превращается из пластичной в твёрдую. Это момент, когда она “запоминает” свою форму и структуру. Но если не выдержать нужную скорость охлаждения, кромка может стать ломкой или, наоборот, слишком мягкой. Именно поэтому я провожу закалку вручную, следя за цветом нагрева и звуком металла. Опытный кузнец слышит, когда сталь готова к погружению — звук становится глухим, ровным, металл словно ждёт. После этого я опускаю клинок в масло. Этот процесс кажется простым, но в нём сотни нюансов: температура масла, его состав, глубина погружения, даже угол вхождения клинка — всё это влияет на конечный результат.
После закалки клинок ещё не готов. Внутри стали остаются внутренние напряжения. Если их не снять, нож может повести, или со временем появятся микротрещины. Чтобы этого не произошло, проводится отпуск. Это нагрев до более низкой температуры, при котором структура стабилизируется, и клинок получает упругость. Я делаю отпуск в несколько этапов, давая стали отдохнуть и равномерно перераспределить внутренние силы. Именно после этого нож становится живым — он гнётся, но не ломается, режет, но не тупится слишком быстро.
Криообработка — ещё один важный элемент. Не все мастера используют этот метод, но я применяю его для высоколегированных сталей, особенно для M390 и S390. После основной закалки клинок погружается в среду с очень низкой температурой — до минус 196 градусов. Это необходимо для того, чтобы преобразовать остаточный аустенит в мартенсит, повысив тем самым твердость и износостойкость. После криообработки сталь становится плотнее и стабильнее. Это мелкие детали, но именно они отличают обычный нож от настоящего инструмента.
После всех термических стадий наступает шлифовка и полировка. Здесь уже видно, насколько правильно проведена термообработка. Если сталь закалена неправильно, она ведёт себя "жёстко" — не поддаётся абразиву, крошится или перегревается. При правильной закалке металл идёт мягко, контролируемо. Я чувствую это сразу — по сопротивлению, по блеску, по звуку.
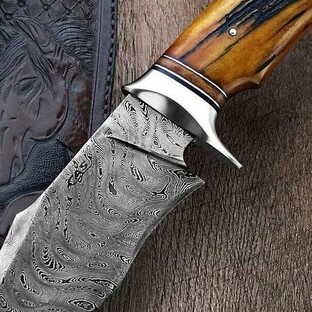
Термообработка влияет не только на твёрдость, но и на способность клинка держать режущую кромку. Например, правильно закалённая M390 способна сохранять заточку месяцами даже при активной работе. D2 выдаёт превосходный сухой рез, 95Х18 даёт мягкий контроль, а булат и дамаск добавляют ощущение живого металла. У них особая структура: разные слои реагируют по-разному на закалку, создавая эффект микросеррейтора — микроскопических зубчиков, которые удерживают рез дольше, чем любая монолитная сталь.
Булат я всегда закаливаю осторожно, медленно, с постепенным охлаждением. Его структура плотная и не терпит резких перепадов. После этого я провожу травление — финишную обработку клинка, при которой проявляется рисунок. Этот рисунок — не просто украшение, это отражение внутренней структуры, результат правильной термообработки. У дамаска процесс аналогичный, только там важно сохранить контраст между слоями сталей — ХВГ, ШХ-15, У8А и Сталь 40. Когда всё сделано правильно, клинок не только красив, но и работает идеально.
Многие спрашивают, почему я уделяю столько внимания термообработке. Ответ прост — без неё нож остаётся просто куском железа. Настоящий клинок рождается в огне и в масле, в тишине после отпуска, когда металл перестаёт сопротивляться и становится совершенным. Это та самая грань, где ремесло превращается в искусство.
Если вы хотите увидеть, как рождаются наши ножи, узнать больше о сталях и технологиях, приглашаю вас на официальный сайт «Ножи Заботин». А реальное мнение клиентов вы можете прочитать в разделе отзывов.
Наши изделия и материалы также доступны на OZON, Wildberries и Яндекс.Маркете.