“Держаться на одном гвозде” – это не фигура речи, а совершенно реальная ситуация, ведь от качества изготовления метизов зависит качество сборки и срок эксплуатации различных конструкций, скрепляемых с их помощью. Геометрические параметры метизов — одно из важнейших направлений, в котором должен проводится контроль качества. Основные параметры геометрии металлических изделий, такие как размеры профиля метрической резьбы, диаметр, конусность, должны быть проверены с высокой точностью. Но здесь есть одна проблема. Метизы – это не штучные изделия, объем их выпуска в производственную смену может достигать 5-6 тыс. шт. Как осуществлять такой контроль?
Например, если делать выборку из общей партии, то, во-первых, потребуется время и другие ресурсы для ее организации, во-вторых, какой бы репрезентативной ни была выборка, она все равно предполагает наличие определенного процента брака. Производители метизов могут задуматься об организации контроля всех изделий в партии, но это ведет к значительному увеличению издержек: наем большего числа контролеров и операторов; рост количества операций контроля; из-за влияния человеческого фактора здесь также не исключен брак. Выходом может быть полная автоматизация контроля геометрии метизов, что позволит снизить временные и денежные затраты на контроль продукции и свести количество брака практически к нулю. В этой статье мы расскажем, как системы автоматизации INTEGRA Auto могут помочь предприятиям усовершенствовать процесс контроля.
Принцип работы системы
В основе работы системы лежит бесконтактный оптический метод скоростного измерения геометрии. Измерения схожи с измерениями на видеоизмерительном микроскопе, однако в случае автоматической системы камеры стоят неподвижно по периметру вращающегося рабочего стола, на который из резервуара по конвейеру подаются детали.
Резервуар наполняется деталями, подлежащими контролю, непосредственно перед началом работы системы. Эту задачу может выполнять как человек, так и промышленный робот. Во втором случае автоматическую систему можно встроить в единый роботизированный комплекс, с помощью которого вышедшие после обработки детали будут автоматически поступать на измерительный участок и наполнять резервуар – количество измеряемых в смену деталей растет и одновременно сокращаются простои в производстве.
Непосредственно на вращающийся стол детали поступают при помощи механизма подачи, схожего с принципом работы вращающейся спирали, где под действием вибрации детали занимают нужное место. Таким образом снижаются требования к загрузке, так как система подачи автоматически выравнивает детали и подает их в зону измерений.
В зоне измерений установлена специальная система камер, которые с высокой скоростью снимают геометрию метизов во время вращения их на рабочем столе. Под высокой скоростью имеется в виду возможность измерения ста и более типовых деталей в минуту.
Если деталь распознается как годная, то поступает в один отсек, а если как бракованная - в другой.
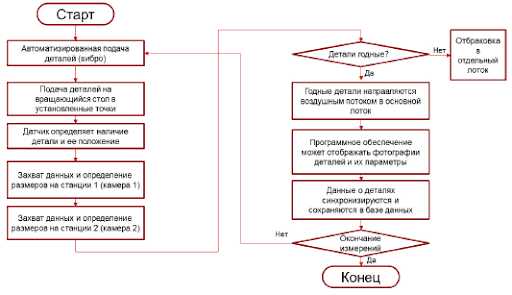
Данный цикл повторяется без участия человека. Требуется лишь загружать детали для измерений в резервуар и разгружать измеренные.
Функционал системы:
- Система подачи и сортировки — автоматическая подача деталей и сортировка изделий на годные и бракованные.
- Программное обеспечение для визуального контроля — управление процессом контроля и анализа данных.
- Высокоточные камеры — оценка внешнего вида и геометрических параметров метизов, включая проверку наличия фаски и дефектов резьбы.
- Мониторинг состояния оборудования — отслеживание состояния оборудования и предупреждение о возможных сбоях.
Система INTEGRA Auto может оценить наличие фаски на изделии и отбраковывать детали по различным дефектам, таким как порезки или сколы.
С какой точностью можно измерять
Точность измерений в контроле метизов напрямую связана с характеристиками промышленных камер. Количество пикселей в камере определяет ее разрешение, а поле зрения – область, которую камера может охватить за один снимок. Именно эти факторы влияют на погрешность измерения, то есть на точность получаемых данных.
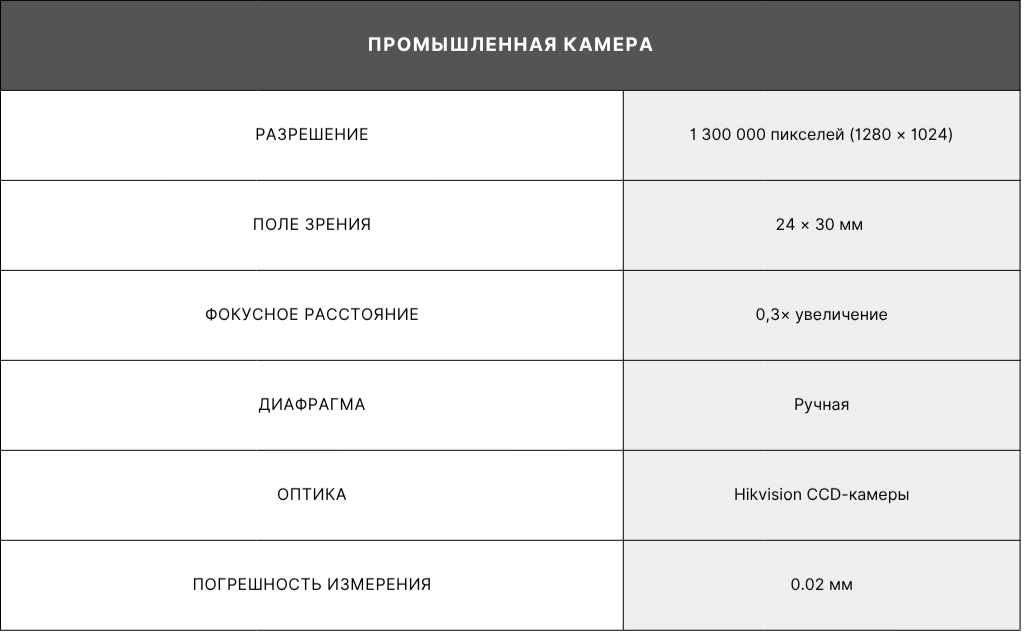
Разберем табличные данные на примере контроля детали размером 50 мм при помощи камеры 5 Мп (2592 × 1944). Как правило, деталь занимает около 2/3 кадра изображения, поэтому при разрешении 5 Мп длинная сторона детали занимает 2592 * 2/3 = 1728 пикселей. Так, при длине стороны детали 50 мм, один пиксель равен 50 мм/1728 = 0,028 мм. Точность контроля обычно в 3 раза превышает размер единицы пикселя, что составляет около 0,028*3 = 0,084 мм. Небольшие фаски C/R обычно не обнаруживаются. Таким образом, максимально возможная точность в данном примере составит 0,084 мм, а все дефекты или элементы меньше обнаруживаемой величины (к примеру, фаски) не могут быть достоверно обнаружены данной системой.
Когда существует потребность измерять более мелкие детали или находить дефекты, то требуется использовать камеры с большим разрешением - в 12 МПикс, 25 Мпикс и более. Камеры с большим разрешением уменьшают физический размер пикселя на объекте, в кадр их помещается больше, тем самым повышается точность.
Система автоматизации контроля геометрии INTEGRA обеспечивает автоматический контроль качества метизов и отбраковку дефектных изделий. Если работа оборудования нарушается, то об этом поступает своевременный сигнал. Данная автоматизированная система выступает как готовое решение для автоматизации процесса контроля, ее настройка и пусконаладка занимает меньше недели. Обучиться работе с системой просто, и это не требует высокой квалификации оператора.
Внедрение оборудования INTEGRA на сборочные конвейеры и автоматизированные сборочные линии различных производств способствует выпуску продукции, соответствующей высоким требованиям заказчика и конкурентоспособной на рынке.