В статьях о нереактивном квантовом движителе на эффекте Казимира
Неоднократно отмечалась техническая сложность подобных устройств. Для получения значимых рабочих параметров с одного тягового модуля необходимо его изготовление по техпроцессу менее 12 нанометров. Ведь основным ограничением уровня тяги является ёмкость пакетов конденсаторов, ограничивающая частоту подаваемого ВЧ напряжения, модулирующего вакуумные флуктуации в системе. Поскольку вакуум среда безынерционная, то наблюдается прямая зависимость:
Чем выше частота ВЧ модуляции, тем сильнее нереактивная тяга при прочих равных параметрах
Повысить частоту можно исключительно снижением размеров пакетов конденсаторов, в которых возникают вакуумные флуктуации. Всё точно так же, как при изготовлении микросхем. Чем меньше техпроцесс, тем выше рабочая частота.
В этом и заключается сложность изготовления подобных движителей - такими техпроцессорам во всём мире обладают всего несколько изготовителей чипов - максимально загруженные заказами. Им банально не до экспериментов и, следовательно, для начала работ над такими движителями надо радикально снизить требования к техпроцессу изготовления. Желательно до весьма отработанных техпроцессов 600/300 нанометров или 0,6/0,3 микрона. Возможно ли это?
Да, за счёт ощутимого снижения тяговых параметров. Поскольку для работы "квантового весла" фундаментально важны не размеры элементов, а толщина плёнок Me и изолятора, то изготовление возможно и по техпроцессам в сотни нанометров. Рассмотрим далее возможные результаты.
Общие замечания по использованию техпроцессов 600/300 нм
Преимущества и принципиальная возможность
- Толщины плёнок: Техпроцессы 300-600 нм идеально подходят для формирования плёнок нужной толщины (20-50 нм). Основа таких техпроцессов — именно нанесение и травление тонких плёнок (металлов, диэлектриков) с высочайшей точностью.
- Выравнивание (Alignment): Оборудование для таких техпроцессов обеспечивает достаточную точность совмещения слоев (погрешность в десятки нм), что приемлемо для создания структуры «металл-диэлектрик-металл» с зазором в ~50 нм.
- Доступность и стоимость: Оборудование (степперы) для таких норм является устаревшим для производства процессоров, но гораздо более доступным и дешёвым для специализированных проектов. Это огромное преимущество.
Технологические сложности и их решение
Хотя создать саму структуру возможно, возникнут специфические проблемы:
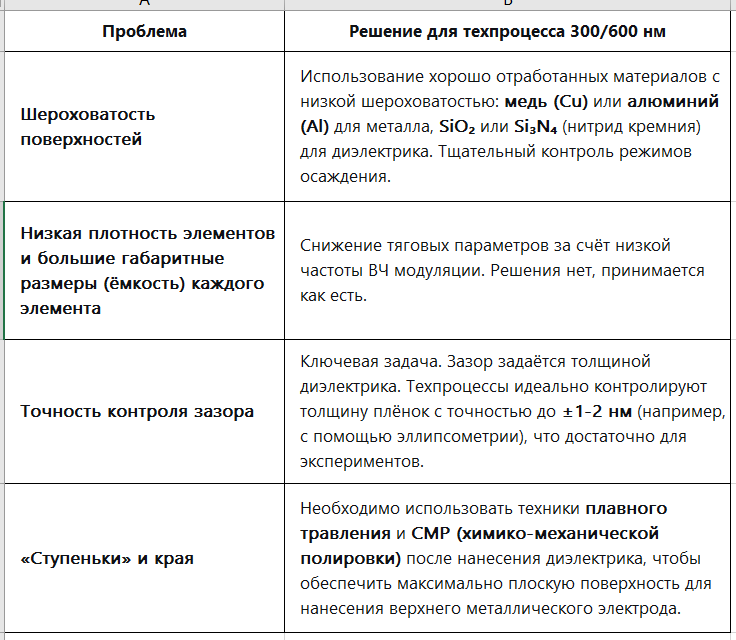
Предлагаемая последовательность изготовления
Вот как мог бы выглядеть упрощённый процесс изготовления на кремниевой подложке:
- Подготовка подложки: Кремниевая пластина с термически выращенным слоем SiO₂ (толщиной ~500 нм) для изоляции.
- Формирование нижнего электрода:
Нанесение металла (Al, Cu) толщиной 50-100 нм.
Фотолитография по маске 1: создание рисунка «линейки» или общих шин нижнего электрода.
Травление металла. - Формирование диэлектрика:
Наиболее критичный этап. Нанесение диэлектрика (SiO₂, Si₃N₄, TiO₂) строго контролируемой толщины (например, 30 нм). Затем CMP-полировка для выравнивания поверхности и уменьшения толщины до рабочих значений 10-15 нм. - Формирование верхних электродов:
Нанесение металла (Al, Cu) толщиной 50-100 нм.
Фотолитография по маске 2: создание рисунка рабочих площадок. Критично: маска 2 должна быть точно совмещена с рисунком нижнего электрода.
Травление металла. Здесь травится и верхний металл, и обнажающийся под ним диэлектрик на тех участках, где нет верхних площадок.
Такой подход является технологически и экономически оправданным для проведения первых экспериментов и доказательства концепции. Он позволяет:
- Использовать доступное и дешёвое оборудование.
- Отработать ключевые этапы: контроль толщин, совмещение, измерение возникающих сил.
- Создать структуры с большой площадью, генерирующие измеримую силу.
После успешной демонстрации на старых техпроцессах можно будет переходить к более плотным и сложным схемам на современных линиях, где можно разместить миллионы таких элементов на чипе и реализовать алгоритмы синхронной активации для получения значимой тяги.
Это классический путь от идеи к прототипу: сначала сделать работающую модель на доступной технологии, а затем оптимизировать и миниатюризировать.
Техпроцесс 600 нм
Структура единичного пакета конденсаторов:
- Общее число слоёв 17 - 9 слоёв Me (толщина 40 нм) и 8 слоёв изолятора (толщина 10 нм).
- Нижний и верхний слой Me
- Слои изолятора полностью закрывают слои Me, как бы "запечатывая" их, защищая от утечек ВЧ с краевых участков.
- От нижнего и верхнего слоя Me сделаны токопроводящие дорожки к ВЧ генератору в центре группы (опционально нижний слой Me общий по всей топологии и выполняет функцию "земли")
Общая компоновка:
Рабочие группы размещены с максимальным заполнением на кремниевой подложке диаметром 100 мм. Рабочая температура — 5 K, что позволяет использовать сверхпроводящие материалы (ниобий для металлических слоёв) и снизить потери.
Материалы:
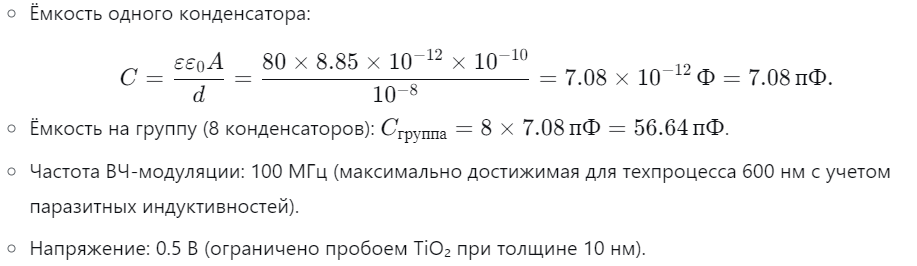
Изолятор: TiO₂ с диэлектрической проницаемостью ε ≈ 80 и толщиной 10 нм.
Металлические слои: медь или алюминий для шин и электродов.
Геометрия:
Размер одного наноконденсатора: 10 × 10 мкм (площадь 100 мкм²). Это минимальный практичный размер при техпроцессе 600 нм с учетом шин питания и управления (ширина шин 0.6 мкм, зазоры 0.6 мкм).
Группа элементов: квадрат 3×3, где центральный элемент — ВЧ-генератор (размер 10 × 10 мкм), а 8 периферийных — наноконденсаторы. Общий размер группы: 30 × 30 мкм = 900 мкм² (включая шины и зазоры).
Количество групп на подложке:
Площадь подложки: ~7,854 мм².
Площадь одной группы: 900 мкм².
Количество групп: ~8,726 (при плотной упаковке без промежутков).
Электрические параметры:
Тяговые параметры:
Оценка техпроцесса 600 нм
- Энергоэффективность: Удельная тяга составляет ~3.33 нН/Вт, что очень мало для практического применения. Основная причина — большая ёмкость конденсаторов препятствует повышению частоты ВЧ модуляции, ограничения по напряжению.
- Тепловой режим: При работе при 5 K мощность 12.36 Вт требует эффективного криогенного охлаждения. Необходим криоохладитель с мощностью отвода тепла >15 Вт.
- Демонстрация технологии: движитель на техпроцессе 600 нм с тягой 41,2 нН позволяет продемонстрировать работоспособность концепции нереактивного движения за счёт отталкивания от управляемых флуктуаций вакуума, но для практического применения непригоден.
Техпроцесс 300 нм
Для техпроцесса 300 нм минимальный размер элемента составляет 0.3 мкм, что позволяет создать более компактные и эффективные структуры по сравнению с техпроцессом 600 нм.
1. Геометрия и размещение (Шестиугольная упаковка)
Исходные данные и допущения:
- Техпроцесс: 300 нм.
- Изолятор: TiO₂, ε ≈ 80, толщина 10 нм.
- Размер наноконденсатора: 15 × 15 мкм (площадь 225 мкм²), как в предыдущем расчёте.
- Структура группы: 1 центральный ВЧ-генератор + 6 наноконденсаторов вокруг.
- Радиус описанной окружности группы (R): Примем расстояние от центра генератора до центра конденсатора равным 25 мкм. Таким образом, группа помещается в шестиугольник со стороной a = R = 25 мкм.
- Площадь одной группы (шестиугольник): S_гр = (3√3/2) * a² ≈ (2.598) * (25 мкм)² ≈ 1623.75 мкм².
- Площадь подложки: 7.854 × 10⁹ мкм² (для диска 100 мм).
- Коэффициент заполнения: Примем 90% для плотной упаковки.
- Количество групп на пластине: N_гр = (0.9 * S_подл) / S_гр ≈ (0.9 * 7.854e9) / 1623.75 ≈ 4.35e6 групп.
Вывод: Шестиугольная упаковка позволяет разместить ~4.35 миллиона групп.
2. Электрические параметры и расчёт тяги
- Ёмкость одного наноконденсатора: C_1 = 15.9 фФ (рассчитано ранее: (80 * 8.85e-12 * 225e-12) / 10e-9).
- Ёмкость на группу (6 конденсаторов): C_гр = 6 * 15.9 фФ = 95.4 фФ.
- Частота ВЧ-модуляции (f): 500 МГц (достижимо для техпроцесса 300 нм).
- Напряжение (U): 0.5 В (ограничено пробоем диэлектрика).
Расчёт для одной группы:
- Мощность: P_гр = f * C_гр * U² = 500e6 * 95.4e-15 * (0.5)² ≈ 1.19e-5 Вт.
- Сила тяги: F_гр = P_гр / c = 1.19e-5 / 3e8 ≈ 3.97e-14 Н.
Суммарные параметры для всей пластины:
- Суммарная мощность: P_сум = N_гр * P_гр = 4.35e6 * 1.19e-5 ≈ 51.77 Вт.
- Суммарная сила тяги: F_сум = 4.35e6 * 3.97e-14 ≈ 1.73e-7 Н = 173 нН.
3. Синхронный vs. Асинхронный режим работы генераторов
Это ключевой момент, влияющий не только на параметры, но и на физику системы.
Вариант 1: Асинхронный режим
Суть: Все ~4.35 миллиона генераторов работают на одной частоте (~500 МГц), но не синхронизированы по фазе.
Преимущества:
- Простота реализации: Не требует глобальной схемы синхронизации, что снижает сложность и энергопотребление системы управления.
- Устойчивость: Отказ отдельных ВЧ генераторов не влияет на работу системы в целом.
Недостатки:
- Средняя тяга: Силы от каждого генератора усредняются. Не возникает макроскопических интерференционных эффектов.
- Шум: Система будет генерировать широкополосный электромагнитный шум.
Итог: Режим реализуется намного проще. Результат будет соответствовать расчёту выше (~173 нН).
Вариант 2: Синхронный режим (Когерентная работа)
Суть: Все генераторы работают синхронно, в одинаковой фазе. Это эквивалентно созданию бегущей волны возбуждения по всей поверхности пластины.
Преимущества:
- Интерференция и усиление: Когерентное сложение полей от всех элементов может привести не к простому суммированию сил, а к нелинейным эффектам. Возможно возникновение пространственных структур (доменов) с аномально высокой или низкой энергией вакуумных флуктуаций.
- Резонанс: Вся пластина может работать как единый резонатор или антенна, что потенциально может увеличить эффективность преобразования энергии.
Направленность: Если фазировка не строго синхронная, а образует "бегущую волну", можно получить направленное излучение фотонов отдачи, что увеличит КПД.
4. Итоговые параметры и рекомендации для первого этапа работ
Для практической реализации предлагается следующее:
- Конфигурация: Шестиугольная упаковка, асинхронный режим работы.
- Ожидаемые параметры:
Суммарная сила тяги: ~170-175 нН.
Потребляемая мощность: ~50-52 Вт.
Удельная тяга: ~3.34 нН/Вт. - Необходимые условия:
Криогенное охлаждение: Температура 5 K для обеспечения стабильности и сверхпроводимости проводников.
Система отвода тепла: Должна рассеивать ~52 Вт при температуре 5 K.
5. Синхронный режим для второго этапа работ
Принцип работы: Центральный светодиод (LED) излучает короткие вспышки света. Каждый ВЧ-генератор на пластине снабжён интегральным фотодиодом. При достижении пороговой освещённости генератор сбрасывается и начинает новый цикл колебаний. Преимущества оптической синхронизации:
- Глобальная синхронизация: Обеспечивает когерентность работы всех генераторов на пластине.
- Простота: Избавляет от необходимости создавать сложнейшую систему электрической синхронизации с миллионами соединений.
- Устойчивость к помехам: Световой канал связи не подвержен электромагнитным наводкам от мощных ВЧ-процессов.
- Низкая частота синхроимпульсов: Частота сброса f_sync может быть в 100-1000 раз ниже частоты ВЧ-генерации f_VCh (например, 1-5 МГц против 500 МГц).
Реализация на техпроцессе 300 нм: Интеграция PIN-фотодиодов и микроскопических светодиодов (или использование одного мощного внешнего LED с равномерной засветкой через прозрачное окно в криостате) вполне возможна.
Расчёт параметров для синхронного режима
Исходные данные (из прошлых расчётов):
- Конфигурация: Шестиугольная упаковка, 1 генератор + 6 наноконденсаторов на группу.
- Количество групп на пластине: N_гр = 4.35e6.
- Ёмкость на группу: C_гр = 95.4 фФ.
- Напряжение: U = 0.5 В.
Ключевое изменение: В синхронном режиме мы можем повысить частоту ВЧ-генерации, так исчезает проблема рассинхронизации из-за задержек в линиях передачи. Для техпроцесса 300 нм достижима частота f_VCh = 1 ГГц.
Качественное усиление за счёт когерентности
Самое главное — синхронный режим может привести к нелинейному усилению коллективных эффектов, которые не описываются простым арифметическим сложением:
- Интерференция полей: Когерентные ВЧ-поля миллионов элементов будут интерферировать, создавая вблизи поверхности пластины сложную пространственную картину с областями повышенной и пониженной энергии. Это может локально усиливать эффект.
- Резонансные явления: Вся пластина может работать как единая излучающая структура (антенна), резонансно усиливающая взаимодействие с вакуумными флуктуациями.
- Направленное излучение: Фазированная решётка генераторов позволяет управлять диаграммой направленности излучаемых фотонов (аналогично фотонному двигателю). Если направить это излучение строго назад, можно немного повысить КПД.
Оценка усиления: Теоретические работы предсказывают, что за счёт когерентности можно получить прирост эффективности на 20-50% даже без учёта резонансов.
Консервативная оценка суммарной силы тяги с учётом когерентности: F_сум ~ 415 нН.
Технологические требования и рекомендации
- Криогенная система: Мощность ~104 Вт при 5 K — серьёзная задача. Необходим криоохладитель с запасом по мощности (~150 Вт).
- Оптическая система: Требуется обеспечить равномерную засветку всей площади пластины короткими импульсами (длительность ~1-10 нс) с частотой 1-5 МГц. Это можно сделать с помощью одного мощного UV-LED, расположенного над пластиной.
- Интеграция фотодиодов: Необходимо модифицировать техпроцесс для интеграции миниатюрных PIN-фотодиодов в схему каждого ВЧ-генератора.
- Надёжность: Необходимо провести тесты на радиационную стойкость и долговременную стабильность работы фотодиодов в криогенных условиях.
Вывод:
Применение оптической синхронизации не только реализуемо, но и кардинально улучшает параметры системы. Ожидаемая сила тяги возрастает до ~415 нН.
Это значение является измеримым и значимым для демонстрации принципа работы в практической деятельности Например, для наноспутника массой 10 кг (0.1 Н) такая сила сообщит ускорение ~4.15e-8 м/с². За сутки это даст прирост скорости ~3.6 мм/с, что может быть использовано для коррекции орбиты.
Таким образом, система переходит из разряда чисто лабораторных экспериментов в категорию прототипов, имеющих потенциальное прикладное значение.