
Рассказываем, пучки какой формы используются для лазерной резки металлов и как от формы зависит качество лазерного раскроя.
Форма распределения
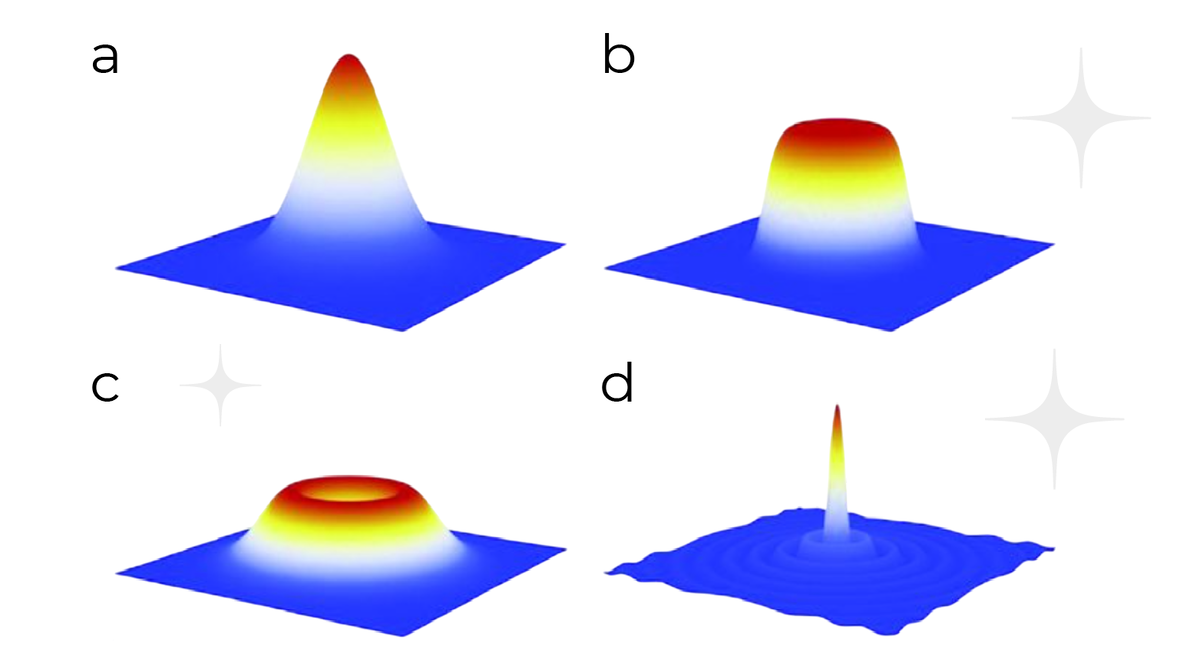
Помимо гауссова и равномерного распределения, выделяют кольцевые и бесселевы пучки.
Каждый вариант обладает преимуществами и недостатками с точки зрения применения для лазерной резки. Для их обсуждения нам понадобятся понятия зоны термического влияния и конусности реза. О зоне термического влияния мы писали в статье. Конусность — это дефект раскроя, при котором кромка не перпендикулярна поверхности материала, как показано на рисунке ниже.
Теперь обсудим особенности лазерной резки с помощью пучков каждого вида.
Гауссов пучок
Профиль: Колоколообразное распределение с максимумом интенсивности в центре, плавный спад к периферической части пучка.
Преимущества: Высокая плотность мощности в фокальной области обеспечивает точный узкий рез с высоким качеством кромок.
Ограничения: Сравнительно небольшая глубина фокуса (длина перетяжки сфокусированного пучка); требуется точная настройка положения фокуса, что может привести к перегреву или неравномерной резке при смещении положения фокуса.
Пример применения: Самый узкий рез (~0.2–0.4 мм), лучше всего подходит для точной резки тонкой (0.5–1 мм) нержавеющей стали.
Зона термического влияния: с резкими краями и большим градиентом
Конусность: умеренная из-за малой длины перетяжки
Кольцевой пучок
Профиль: Интенсивность в центре нулевая или низкая, основная плотность мощности сосредоточена в периферической области.
Преимущества: Снижает перегрев в центре, обеспечивает более равномерное распределение тепла по краям реза, повышает стабильность процесса и уменьшает пористость. Кольцевой профиль пучка используется для снижения термического воздействия и повышения плавности реза.
Ограничения: Более широкая зона термического влияния по сравнению с гауссовым лучом; меньшая точность.
Пример применения: Повышает стабильность и качество при обработке немного более толстых или сложных металлов, позволяет оптимизировать форму ванны расплава.
Ширина реза больше, чем у гауссового пучка.
Конусность: меньше, чем у гауссового пучка.
Зона термического влияния: снижен перегрев в центре, градиенты ниже.
Бесселев пучок
Профиль: Центральный максимум с концентрическими кольцами. Расходимость пучка с таким распределением недифракционная, пучок с таким распределением обладает увеличенной глубиной фокуса.
Преимущества: Обеспечивает равномерную резку более толстого или неровного материала. Снижает чувствительность к положению фокуса. Пучки с бесселевым распределением характеризуются способностью сохранять высокую интенсивность и малый диаметр на большой глубине реза, что позволяет улучшить качество раскроя толстых металлических деталей.
Ограничения: Обычно требует сложной оптики для генерации, может иметь меньшую пиковую интенсивность, чем гауссов пучок.
Пример применения: Подходит для нержавеющей стали толщиной 0.5–1 мм при работе с переменной толщиной или в случаях, когда стабильная фокусировка затруднена; подходит для резки неровных или шероховатых поверхностей.
Ширина реза шире, чем у пучка с гауссовым распределением.
Конусность: минимальная.
Зона термического влияния: более протяженная, чем у гауссового, но с меньшим градиентом.
Сравнение гауссового и бесселева пучка
Сравним гауссов и бесселев пучки на рисунке ниже. Сфокусированный с помощью линзы гауссов пучок имеет короткую область перетяжки. Аксикон создаёт бесселев пучок, центральный лепесток которого образует вытянутую область с максимальной интенсивностью.
Подведем итоги
Для получения максимально узкого реза при лазерном раскрое нержавеющей стали толщиной 0.5–1 мм предпочтительным является гауссово распределение интенсивности.
Гауссовы пучки обеспечивают тонкий рез с узкой зоной термического влияния с большими градиентами и большей конусностью.
Кольцевые пучки уменьшают тепловые повреждения и конусность при более широком резе, а бесселевы пучки при меньшей конусности подходят для толстых заготовок и материалов неоднородной толщины.
Лазерные технологии в ЛАССАРД
Если вы хотите увидеть лазерные технологии в действии, то приезжайте к нам в шоурум! Мы покажем, как лазерные технологии работают на практике в станках для резки, сварки, маркировки, очистки и упрочнения, а также в гибридном станке 4 в 1.
Наши контакты:
📱 Сайт
📱 Магазин оптико-механических изделий
👥 ВК
📺 RUTUBE
🏭 Наше производство и шоурум: ОЭЗ «Технополис Москва», 109316, Россия, Москва, Волгоградский проспект, д. 42, корп. 5, пом. 1Н
📞 Наш телефон: +7 495 120 68 86
✉️ Наша почта: sales@lassard.ru