
Часть 1, Часть 2, Часть 3, Часть 4
Сращивание
Это важный этап в обработке древесины, который позволяет эффективно использовать короткие заготовки и создавать из них долговечные и прочные изделия с помощью станков для сращивания древесины. Этот процесс используется для соединения отдельных заготовок в более длинные элементы, что позволяет минимизировать отходы и получить материал с необходимыми техническими характеристиками.
Сращивание на вертикальный шип
Сращивание с использованием вертикального шипа применяется в основном для оконного, строительного и конструкционного бруса. В этом процессе вертикально расположенные ламели подвергаются фрезерованию зубчатого профиля на шипорезном станке для сращивания древесины. Хотя такой тип соединения часто используется в строительстве, в некоторых странах и на некоторых производствах видимый вертикальный шип на поверхности щита тоже является приемлемым.
Прочность соединения на вертикальный шип обеспечивается за счет его конструкции, которая значительно увеличивает стойкость к нагрузкам на растяжение и изгиб. Этот метод соединения предпочтителен, когда важна высокая прочность изделия: нагрузка распределяется по нескольким шипам, что делает конструкцию более устойчивой.
Сращивание на горизонтальный шип
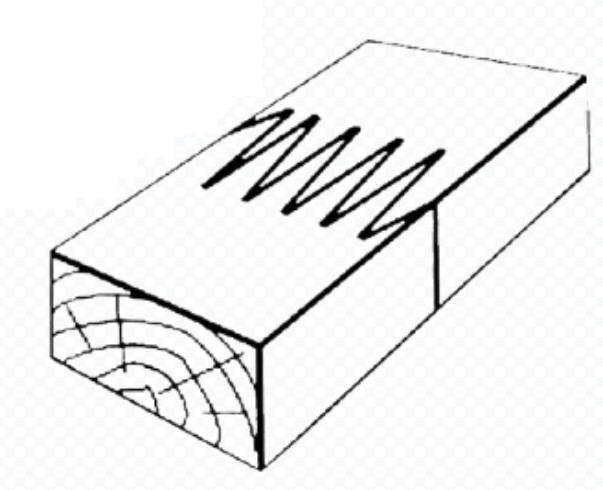
При производстве мебельного щита наиболее часто используется сращивание на горизонтальный шип. Это соединение приводит к образованию ступенчатого стыка на поверхности щита, где на узкой стороне виден зубчатый профиль, который является характерной чертой такого соединения.
Процесс сращивания на горизонтальный шип включает подачу коротких заготовок в непрерывно работающую линию сращивания, где они соединяются с помощью прессования. Эти заготовки не требуют точного соблюдения ориентации годичных колец, так как положение древесных колец в продольном направлении не влияет на конечное качество материала. Важно, чтобы соединения были стабильными и обеспечивали прочность на растяжение и изгиб.
Процесс сращивания помогает использовать короткие заготовки, минимизируя отходы, и дает возможность производить заготовки различной длины, которые не содержат пороков, обеспечивая высокое качество и прочность конечных изделий.
Преимущества сращивания
- Экономия материалов: короткие отторцованные заготовки могут быть использованы для получения длинных изделий без потерь.
- Повышение прочности: срощенные заготовки имеют более высокую прочность на изгиб и растяжение по сравнению с традиционными шиповыми соединениями.
- Оптимизация производства: сращивание позволяет создавать заготовки фиксированных размеров, которые могут быть использованы в различных производственных процессах.
Сращивание на горизонтальный или вертикальный шип является важной технологической операцией в производстве мебельных щитов и других деревянных конструкций, поскольку оно обеспечивает как экономию древесины, так и повышение прочностных характеристик материалов.
Строгание
Это технологический процесс, в котором с поверхности заготовок четырехсторонним станком снимаются наплывы клея, ступеньки между ламелями и другие дефекты, а также достигается необходимая геометрическая точность, что важно для производства качественного мебельного щита или других деревянных изделий.
Продольное фрезерование
Процесс строгания чаще всего включает продольное фрезерование, в ходе которого с древесины удаляются мелкие неровности, оставшиеся после сращивания или других предварительных операций. Целью данного процесса является:
- Получение точных геометрических параметров.
- Снятие излишков клея, которые могут привести к появлению видимых швов или дефектов на готовом изделии.
- Устранение ступенек между ламелями, что улучшает внешний вид и прочность конечного продукта.
Требования к точности
При строгании особое внимание уделяется следующим параметрам:
Прямоугольность ламелей
- Прямоугольность ламелей — это важнейший параметр, особенно для толстых заготовок. Ламели должны быть строго прямоугольными, то есть угол между плоскостью ламели и ее краем должен быть равен 90°.
- Если углы не соответствуют требованиям, клеевые швы могут остаться открытыми, что приведет к искривлению щита или образованию волн.
- Особенно критичен этот параметр при производстве толстых заготовок, поскольку отклонения от прямоугольности могут привести к значительным дефектам в результате прессования.
Параллельность ламелей
- При склеивании ламелей важно, чтобы их стороны были параллельны. Даже небольшие отклонения в ширине отдельных ламелей могут привести к тому, что клеевые швы откроются и соединение станет слабым.
- Ламели мягких пород обычно склеиваются легче, чем твердые породы древесины, поскольку их структура более податлива и клеевая связь образуется лучше. Тем не менее точность обработки важна для всех типов древесины.
Оптимальные параметры строгания
Для достижения качественного результата при строгании необходимо соблюдать несколько ключевых параметров:
- Оптимальный шаг резания: от 1,5 до 2,0 мм. Если шаг резания меньше 1,5 мм, это может привести к полировке поверхности, а если больше 2,0 мм — это приведет к излишнему расходу клея и появлению видимых клеевых швов, что ослабляет клеевую связь.
- Глубина ворса: должна составлять менее 0,1 мм. Если ворс на поверхности заготовки превышает 0,1 мм, это увеличивает расход клея, а также может ослабить клеевую связь и привести к образованию видимых швов.
Роль строгания в производстве
Строгание является важной операцией в производственном процессе, которая напрямую влияет на качество и внешний вид конечного продукта. Это позволяет:
- Обеспечить ровность и гладкость клеевых швов.
- Устранить дефекты, связанные с несовершенством геометрии заготовок.
- Сделать заготовки подходящими для последующих операций (например, для прессования или склеивания).
Процесс строгания требует высокой точности и применения современного оборудования, что позволяет избежать дефектов и обеспечить долговечность и эстетическую привлекательность готовых изделий.