
Обсуждаем режимы лазерной сварки.
Какие бывают режимы лазерной сварки?
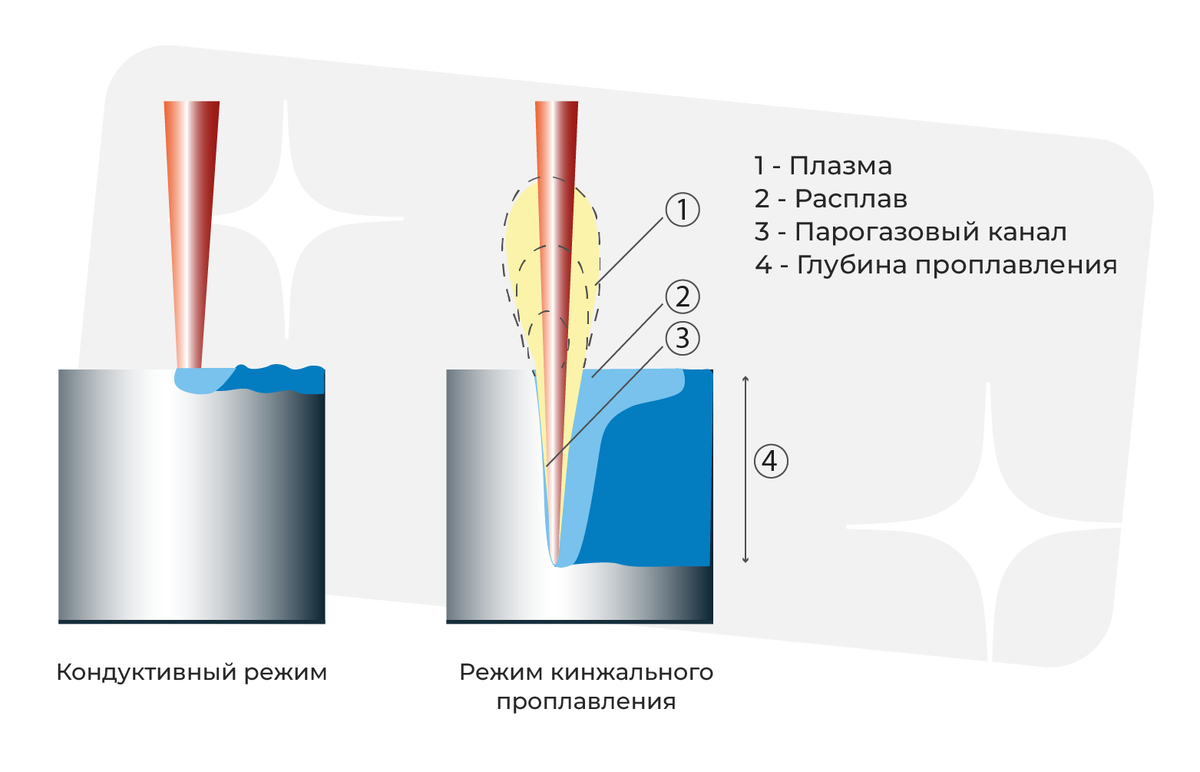
В зависимости от мощности лазерного излучения процесс плавления свариваемых деталей может развиваться по-разному. При относительно низкой мощности из-за отвода тепла из нагреваемой области посредством теплопроводности происходит плавление только небольшого по толщине слоя, а сварочная ванна имеет форму полусферы. Этот режим называется кондуктивным или теплопроводностным. Такой вариант реализуется при плотностях мощности до 1 МВт на квадратный сантиметр и времени воздействия 0.001–0.01 секунды.
Если мощность лазерного излучения выше (5–50 МВт на см2), то вложения энергии существенно превышают отвод. Начинается образование глубокого канала, заполненного парами металла и окруженного расплавом. Наличие канала способствует поглощению излучения в глубоких слоях металла. При некоторой скорости перемещения луча канал приобретает динамическую устойчивость: давления пара оказывается достаточно, чтобы противодействовать силам поверхностного натяжения. Поэтому канал расплавленным металлом не заполняется и имеет характерную форму, похожую на кинжал. Поэтому режим сварки называется режимом глубокого или кинжального проплавления. В английской литературе встречается термин keyhole welding — сварка «в замочную скважину».
Глубина сварного шва, сделанного в режиме кинжального проплавления может превышать ширину в десять раз. Например, при сварке нержавеющей стали толщиной 30 мм шов получается 2–3 мм шириной.
Преимущества режима кинжального проплавления
Режим кинжального проплавления обладает следующими преимуществами:
- Высокое отношение глубины к ширине шва позволяет соединять толстостенные детали без необходимости многопроходной сварки.
- Минимальная зона термического влияния: соседние участки материала подвергаются минимальному нагреву, что снижает деформации и термические напряжения.
- Высокая скорость сварки: процесс может быть реализован при больших скоростях перемещения лазерного луча.
Какие металлы подходят для сварки в режиме кинжального проплавления?
Сварка металлов с высоким коэффициентом теплопроводности (алюминий, медь) в режиме глубокого проплавления осложнена. Хорошо подходят для глубокой сварки такие металлы, как титан и нержавеющая сталь.
Применение режима кинжального проплавления
Сварка в режиме кинжального проплавления широко используется для соединения толстых металлических деталей, в том числе в авиационной и автомобильной промышленности.
Аналогичный режим используется в лазерной резке для получения узких и глубоких резов с минимальной зоной термического влияния.
Лазерные технологии в ЛАССАРД
Если вы хотите увидеть лазерные технологии в действии, то приезжайте к нам в шоурум! Мы покажем, как лазерные технологии работают на практике в станках для резки, сварки, маркировки, очистки и упрочнения, а также в гибридном станке 3 в 1.
Наши контакты:
📱 Сайт
👥 ВК
📺 RUTUBE
🏭 Наше производство и шоурум: ОЭЗ «Технополис Москва», 109316, Россия, Москва, Волгоградский проспект, д. 42, корп. 5, пом. 1Н
📞 Наш телефон: +7 495 120 68 86
✉️ Наша почта: sales@lassard.ru