Когда выходит из строя важный и крупный компонент двигателя, такой как ГБЦ или блок цилиндров, особенно если это компонент двигателя грузового автомобиля, обладатель, первым делом, естественно, отправляется на сайты продавцов смотреть сколько такая штука стоит. Штука, часто стоит хорошо. Настолько хорошо, что глаза, после считывания стоимости, становятся даже не круглыми, а квадратными! И тогда, в достаточной степени ошеломленный человек обращается в организацию, которая занимается промышленным восстановлением деталей двигателей и спрашивает нельзя ли восстановить? И чаще всего, ему отвечают, что можно, конечно, и сообщают цену, которая по сравнению с тем, что он увидел на сайтах продавцов, звучит не в пример приятнее. Но случается и такое, что, осмотрев деталь, приемщик равнодушно сообщает, что она не пригодна к ремонту.
Например, постель коленчатого вала пострадала.
- Можно расточить? – интересуется «потерпевший».
- Можно! – отвечает приемщик – Давайте посмотрим.
И затягивает приемщик болты крепления коренных крышек, настраивает нутромер, измеряет геометрию опор и говорит: «У вас одна опора «разбита» больше, чем на 0,5 мм. Тут ничего сделать нельзя. Если делать, то ось коленчатого вала у вас сильно поднимется, шестеренки сойдутся и двигатель не соберется».
Что потом? Правильно. Начинаются поиски детали б/у. Иногда такую деталь найти удается в приличном состоянии и за разумные деньги. Ну, а если не удается?
Снова приходит человек к тому же приемщику и спрашивает: «Может, как-то все-таки можно мой блок восстановить?»
- А б/у купить не судьба? – интересуется приемщик.
- Да, искал, я! Нету! – с досадой отвечает человек.
- Ну, можно восстановить – без особого энтузиазма отвечает приемщик (ему самому не нравится этот способ, ведь если что с претензией придут именно к нему) – через напыление. Без гарантии.
- Как без гарантии?
- Так. Гарантия только на качество поверхности и точность размера. Сколько будет работать не знаю.
- А обычно-то работает?
- По-разному бывает. Ничего обещать не могу.
Приемщик отлично знает, что все эти «без гарантии» - в пользу бедных. Нет никакого такого «без гарантии» в юридической практике. Взялся за работу? Деньги тебе заплатили? Обязан дать гарантию. Не дал, значит, она автоматически возникла и минимум на год. А разговоры эти ведет приемщик для того, чтобы его уговаривали взять агрегат в работу, а он отказывался. И это совсем не потому, что ему нравится, когда его уговаривают, а он ломается, как барышня, нет! А потому, что, если опыт окажется неудачным, чтоб у клиента наглости не хватило предъявлять претензии. Ведь его отговаривали, а он настаивал! Его предупреждали, а он брал ответственность на себя! А потом с претензией пришел? Как … этот самый? Действительно, на такое далеко не каждый способен! Это правда надо быть… этим самым:)
Да. И скажем пару слов про это самое напыление. Не знаем, применяют ли подобные методики где-то за пределами России (наверное, тоже применяют), а у нас есть такая компания «Димет». Они разработали технологию и производят относительно недорогое оборудование, которое позволяет «наращивать металл». Как это работает? Принцип простой. Предварительно нагретый сжатый воздух поступает в «сверхзвуковое сопло». Сверхзвуковое оно потому, что в нем создается поток воздуха, который вырывается наружу на сверхзвуковой скорости. В этот поток подается металлический порошок. Мелкие частицы металла увлекаются потоком воздуха и вылетают из сопла, соответственно, тоже на сверхзвуковой скорости. Будучи направлены на металлическую поверхность, частицы связываются с ней на молекулярном уровне. Связываются, надо заметить, весьма надежно, но при одном условии. Технология должна соблюдаться безукоризненно. Иначе удачи не видать и нарощенный металл можно будет отковыривать буквально ногтями. Ну, а с восстановленных деталей двигателя, которые работают в режиме нагрелось-остыло, он будет отваливаться сам-собой.
Однако, проблема даже не в этом. О ней расскажем чуть позже. А прямо сейчас, о том, для чего конкретно применяют напыление при восстановлении деталей и компонентов двигателя.
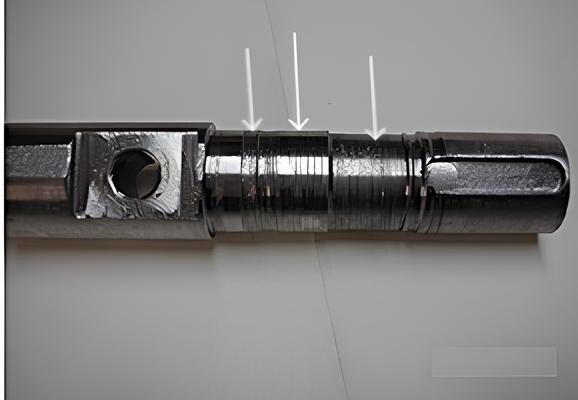
Вот, например, изношенная поверхность под подшипник (см фото 1).
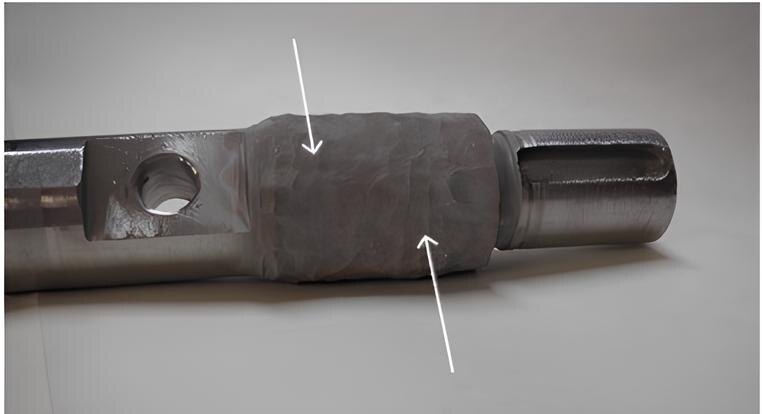
После наращивания металла та же поверхность выглядит совсем иначе (см фото 2).
Для напыления используются мягкие металлы, такие как алюминий, медь, цинк, никель, свинец, олово и бабит (для восстановления деталей двигателя, обычно, алюминий и медь). При правильном выборе и соблюдении технологии, они отлично «прилипают» не только к таким же мягким металлам, но и к стальным или чугунным поверхностям и, ясное дело, без проблем обрабатываются режущими инструментами.
Вернемся теперь к нашей постели коленчатого вала. Есть «разбитая» опора (см рисунок 1).
Как такое ремонтируют? Если выпускаются специальные, увеличенные по наружному диаметру ремонтные вкладыши, то нужно просто установить блок цилиндров на горизонтально-расточной станок и расточить все опоры в ремонтный размер соосно (см фото 1).
Ну, а если для нашего двигателя таких ремонтных вкладышей не выпускают (а в подавляющем большинстве случаев их почему-то и не выпускают), то, как быть? В этом случае, придется занижать плоскости разъема крышек коренных опор. Причем, если мы решили, что эллипс у нас 0,2 мм, то занижать крышки надо где-то на 0,3 мм, а для гарантированного результата, лучше сразу на 0,4 мм (см рисунок 2).
Занижение может выполняться на специальном станочке именно для этой операции, а также на универсальном фрезерном или шлифовальном станке. Занизили и привернули крышку на место (см рисунок 3).
На рисунке 3 розовая окружность – искомая форма отверстия, а две черных дуги – это форма отверстия, которая у нас получилась после занижения крышки (занижают, конечно, не одну, а все крышки). Затем на горизонтально-расточном станке производят расточку, выставив скалку с резцом таким образом, чтобы резал в основном крышку, а поверхности в блоке едва касался. Делается это так по двум причинам. Во-первых, в процессе работы двигателя основные нагрузки приходятся на крышку, соответственно и основная выработка обычно образуется в крышке. Во-вторых, и в главных, смещать ось коленчатого вала и вообще-то не желательно, а во многих случаях крайне нежелательно, поэтому съем в блоке должен быть минимальным. На рисунке 3 также видно, что в стыках крышки и блока, после расточки останется выработка. И это верно, останется. Однако это не критично. Необходимо обеспечить прилегание к постели 70% поверхности вкладыша. 30% могут «висеть в воздухе». А при таком способе ремонта, обычно получается, что «в воздухе висит» процентов 15-20 т.е. в допуск укладываемся.
Как понятно из вышесказанного, такой способ ремонта можно использовать, если выработка относительно не велика. При выработке более 0.2-0.25 мм его лучше не использовать. Ось коленчатого вала неизбежно придется поднимать, со всеми вытекающими неприятными последствиями в виде слишком большого выступания поршней, схождения шестеренок (если привод шестеренчатый), ну еще бывают всякие неприятности на некоторых интересно сконструированных двигателях (есть и такие, где крышки строго противопоказано занижать и вовсе).
Ну, и как же быть, если выработка больше вышеуказанных значений? Менять блок? Необязательно. Существует несколько способов решения проблемы. Все эти способы имеют серьезные недостатки и напыление (один из этих способов) не исключение.
Применяют напыление для ремонта постели коленчатого вала, обычно, когда случилась совсем беда-беда и это напыление приходится наносить, как на рабочие поверхности крышек коренных опор, так и на рабочие поверхности опор в блоке цилиндров. По всему периметру т.е.
Расскажем реальный случай. Это грустная история бульдозера Shantui SD16. Уж и не знаем, кто и как эксплуатировал этот бульдозер, но только при восстановлении блока цилиндров без напыления обойтись не удалось. И вот, в некотором царстве-государстве, в целях реанимации этого блока цилиндров были выполнены следующие работы: Предварительная мойка, занижение крышек, напыление опор коленчатого вала (3 опоры), расточка постели коленчатого вала, нарезание замков (после напыления).
После выполнения перечисленных работ, блок был выдан заказчику. На основе блока был собран двигатель и, соответственно, установлен в бульдозер. Однако, продолжить работу могучему бульдозеру не пришлось. Как было в последствии написано в тексте претензии: «Вскоре после запуска, в двигателе появилась нехарактерная вибрация, снизился уровень давления масла, появилась течь на лобовом сальнике коленчатого вала. После снятия и разборки двигателя, был обнаружен значительный износ шеек коленчатого вала и вкладышей. При измерении было выявлено несоответствие геометрии первой и второй опор коленчатого вала техническим требованиям».
Что же пошло не так? Давайте смотреть. Что можно ожидать после прочтения такой претензии? Какие повреждения, предположительно, мы увидим? Вероятно, следы недостаточного смазывания. Видимо «прослабили» опоры. Ведь если б наоборот, сделали недостаточный диаметр, то вал бы не крутился и двигатель не стали бы собирать. Есть, правда, еще вариант, что сделали диаметр недостаточный, но такой, что при сборке-то пока все было холодным, вал крутился, а как все нагрелось, так стал он драть вкладыши и… Да, могло быть и так, но в любом случае, следы недостаточного смазывания обязаны быть. Однако, то, что мы видим, на недостаточное смазывание совсем непохоже! Это выраженный абразивный износ (см фото 2, 3, 4, 5 и 6).
Едем дальше. Поршни и цилиндры. Опять абразив (см фото 6, 7 и 8).
Теперь заглянем в масляный насос. Что там? А все тоже самое, только еще страшнее! (см фото 9, 10 и 11)
Пожалуй, достаточно. Давайте на этом остановимся. Понятно, что причиной фиаско оказался абразив, а опоры да, малость подразбило, но это явно следствие, а не причина. Однако, откуда абразив повсюду в таком количестве и качестве? А вот тут давайте вернемся в начало статьи, где мы рассказывали, что при напылении надо безукоризненно соблюдать технологию, иначе…, но проблема даже не в этом. А в чем? А в том, что частицы металла в порошках для напыления смешаны с частицами корунда, который является весьма твердым абразивным материалом. Конечно, корунд оказался в составе порошков не случайно. Он выполняет важные функции: Твердые частицы корунда деформируют мягкие металлические частицы, ударяя по ним, что уменьшает пористость и увеличивает прочность сцепления частиц друг с другом; срезают с поверхности покрытия слабо закрепившиеся металлические частицы, что также улучшает качество покрытия. В тоже время, не забываем, что в процессе напыления частицы летят на сверхзвуке и куда только не попадают! Попадают они и в масляные каналы, а на стенках масляных каналов агрегата или детали бывших в эксплуатации всегда остается некоторое количество моторного масла, к которому эти частицы металла и корунда очень охотно приклеиваются и вычистить эти каналы до необходимого состояния трудно. Нужно выворачивать все заглушки и тщательно чистить, и неоднократно промывать все каналы и полости иначе, немедленно после запуска двигателя, подхваченные потоком моторного масла, частицы из масляных каналов блока цилиндров радостно устремляются к коренным и шатунным шейкам коленчатого вала, а затем на стенки цилиндров, а частично в поддон картера, затем в маслоприемник, насос, и вот… получается, то, что получается… «Душераздирающее зрелище!» - как говорил небезызвестный ослик Иа-Иа.
Какой же вывод? Не надо использовать напыление при восстановлении деталей двигателя? Да, нет. Не напыление виновато. А непонимание некоторыми мотористами того, для чего нужно так тщательно очищать детали после напыления, и неправильное толкование самого понятия «тщательно».
Если же напыление выполнено надлежащим образом, а перед сборкой детали очищены, как следует, то все будет замечательно работать и тому есть масса примеров. Однако, если «обходные» технологии не внушают вам доверия в принципе, то конечно ездить и думать постоянно про напыленную опору коленчатого вала, это такое-себе удовольствие. В этом случае, наверное, лучше все-таки деталь заменить.
А мы позволим себе напомнить, что среди широкого ассортимента UMpro, вы наверняка найдете необходимые запчасти высокого качества и по разумным ценам.