МЕТАЛЛСЕРВИС активно развивает направление, связанное с производством электросварных труб. Первый проект трубного производства был реализован МС на Новосибирском металлургическом заводе им. Кузьмина. Затем производство труб, с «нуля», было организовано в Московском регионе — Промышленный центр обработки металлов «Электроугли»,
Московский металлопрокатный завод
- и в Таганроге (Ростовский металлопрокатный завод).
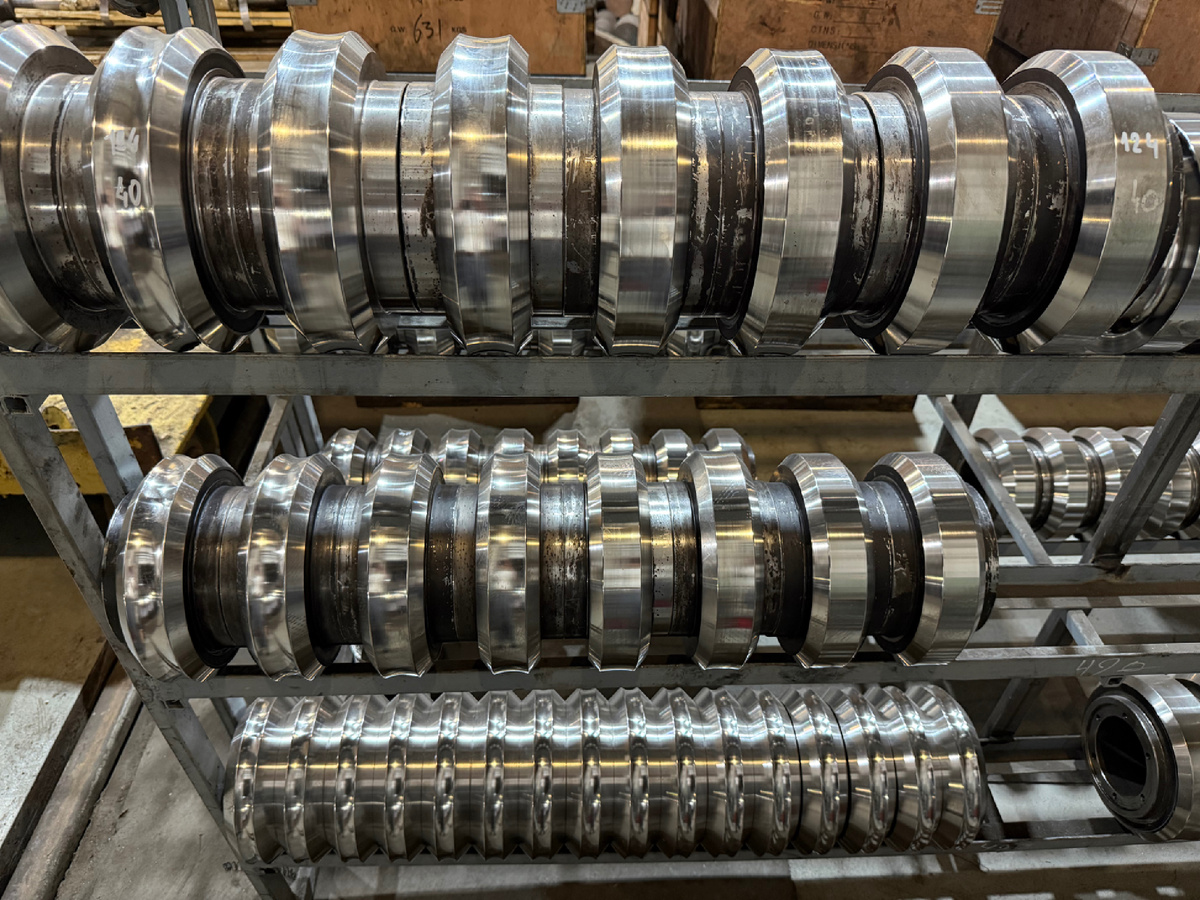
В недавней статье рассказано о процессе производства электросварных труб на Московском металлопрокатном заводе. Продолжить разговор хотелось бы рассказом о валках - ключевых элементах трубоэлектросварочных агрегатов (ТЭСА), выполняющих ответственные функции на различных этапах технологического процесса изготовления труб: формовка, сварка, калибровка и правка.
В процессе работы валки испытывают значительные механические и термические нагрузки, определяющие, в конечном итоге, их срок службы, который находится в прямой зависимости от объёма произведённой продукции. Как правило, срок службы валков соответствует 10 000 - 30 000 тонн продукции и зависит от материалов, геометрии и режимов прокатки (скорость, температура, усилие) производимых труб.
Формовочные валки
- Функция: формирование плоской заготовки (штрипса) в круглую или овальную трубу перед сваркой.
- Условия работы: высокие механические нагрузки, трение, ударные воздействия.
- Материалы: в настоящее время чаще всего используется сталь марки Cr12MoV – китайский аналог российской легированной стали Х12МФ. Также могут использоваться стали Х12, 9ХФ, 60ХН, 55Х, 40Х, инструментальные стали У8, У10 (в условиях умеренных нагрузок), твердые сплавы на основе карбида вольфрама и карбида хрома (в качестве наплавок, при повышенных нагрузках), чугун с шаровидным графитом (для валков, работающих в менее нагруженных условиях).
- Переточка: возможна шлифовка и восстановление профиля.
- Смазка: специальные антифрикционные составы, графитовые смазки.
Сварочные валки
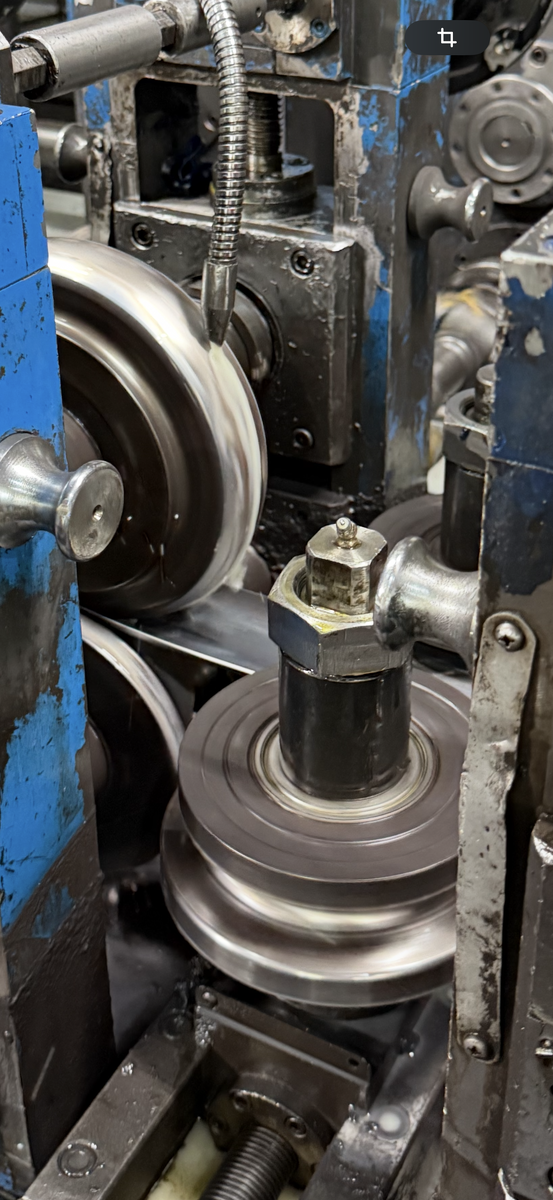
- Функция: обеспечение равномерного давления при сварке трубы (контактная сварка током высокой частоты — ТВЧ).
- Условия работы: высокие температуры (до 500–700°C), термоциклические нагрузки, механическое давление.
- Материалы: в основном - Cr12MoV, а также Х12МФ, Х12Ф1, 9ХФ, 9Х1, 40Х, 60ХН, 40ХН, 30ХГСА, твердые сплавы (для особо нагруженных валков, применяются для наплавки или вставок в зонах максимального износа): ВК8, ВК15.
- Переточка: проводится реже и с большими ограничениями, поскольку сварочные валки быстрее изнашиваются, по сравнению с формовочными, имеют меньший запас на переточку, их поверхность должна быть идеально гладкой, а геометрия критична для качества сварки.
- Смазка: водно-графитовые эмульсии, специальные охлаждающие жидкости.
Калибровочные валки
- Функция: придание трубе точных геометрических размеров и формы после сварки.
- Условия работы: высокие радиальные нагрузки, трение.
- Материалы: в основном - Cr12MoV, а также Х12МФ, Х12Ф1, 9Х2МФ, 9ХФ, Х12М, 55Х, 60ХН, ХВГ, 5ХНМ, 5ХНВ, твердые сплавы ВК8, ВК6 и легированный чугун с шаровидным графитом ЧХ16, ЧХ28.
- Переточка: регулярная шлифовка для восстановления профиля.
- Смазка: минеральные масла, антифрикционные пасты.
Правильные валки
- Функция: устранение деформаций трубы после калибровки.
- Условия работы: умеренные циклические, переменные нагрузки.
- Материалы: Cr12MoV, а также Х12МФ, 9ХС, ХВГ, 30ХГСА, 45Х, 40Х и инструментальные стали У8, У10, У12 (в условиях умеренных нагрузок).
- Переточка: возможна, но реже, чем у калибровочных валков.
- Смазка: легкие индустриальные масла.
Способы продления срока службы валков
- Переточка
При переточке восстанавливается геометрия контактных поверхностей, испытавших износ, проявившийся в уменьшении диаметра, потери профиля, появлении рисок, задиров, выкрашиваний (усталостных трещин). Переточку проводят на точных токарных или круглошлифовальных станках с жесткой фиксацией заготовки. В качестве инструмента лучше использовать алмазный или CBN (кубический нитрид бора) инструмент. Сначала происходит черновая обработка, в процессе которой снимают слой толщиной от 0,1 до 1,5 мм, в зависимости от степени износа. Затем, на этапе чистовой переточки, снимают ещё от 0,05 до 0,1 мм с достижением уровня шероховатости Ra (среднее арифметическое отклонение профиля) 0,4 - 0,8 мкм.
- Термообработка
Отжиг: в некоторых случаях для валков из Х12МФ (Cr12MoV) необходим отжиг: если переточка вызвала значительный нагрев или наклёп после механической обработки (грубая обдирка, черновое точение с большими подачами), изменение структуры в результате локального перегрева или привела к высоким остаточным напряжениям, повышающим риск коробления или трещинообразования.
Режимы отжига:
низкотемпературный (отпуск): Т=150-400°С, для снятия напряжений без изменения твёрдости;
изотермический отжиг: нагрев до Т=850-870°С, t=2-4 ч; охлаждение вместе с печью до 720-740°С, изотермическая выдержка в течение 4-6 часов (для завершения распада аустенита в феррито-карбидную смесь) и охлаждение вместе с печью до 500°С, далее - на воздухе до комнатной температуры. Цель изотермического отжига - снижение твёрдости 20-25 HRC для улучшения обрабатываемости резанием, устранения внутренних напряжений после переточки, подготовка структуры к последующей закалке (гомогенизация структуры), возвращающей твёрдость до 58-62 HRC.
Закалка: при изготовлении новых валков из Х12МФ (Cr12MoV), закалка - обязательный этап объёмная (в масле) или поверхностная (ТВЧ, лазерная, плазменная). После переточки валки, при заметном уменьшении закалённого слоя, подвергаются закалке, для восстановления их рабочих характеристик — высокой твёрдости и износостойкости. В основном, это присуще валкам, у которых закалка в исходном состоянии была поверхностной (толщина закалённого слоя 2-5 мм). Если же закалка была объёмной (толщина закалённого слоя 10-30 мм), то повторная закалка, как правило не требуется.
Режим закалки: T=1020-1050°C, t=15-30 мин, охлаждение — масло.
Отпуск: обязателен после закалки - для снятия внутренних напряжений и стабилизации структуры без значительного снижения твёрдости.
Режим низкого отпуска: T=180-200°C, t > 2 ч, охлаждение — воздух, 2-3 цикла.
- Химико-термическая обработка (ХТО)
Азотирование: применяется с целью восстановления износостойкости, твёрдости и коррозионной стойкости валков из стали Х12МФ при их минимальной деформации.
Режим ХТО: Т=500-560°С, среда — NH3 или ионно-плазменное азотирование.
Глубина слоя: 0,2-0,5 мм, твёрдость 1000-2000 HV.
Дополнительная обработка после ХТО: обычно не требуется.
Нитроцементация: применяется для валков, для которых требуется повышенная усталостная прочность.
Режим ХТО: Т=850-900°С, среда — смесь азот- и углеродсодержащих газов.
Глубина слоя: 0,3-1,0 мм, твёрдость 58-62 HRC.
Дополнительная обработка после ХТО: закалка в масле плюс отпуск при 180-200°С.
Борирование: применяется когда требуется экстремальная износостойкость валков.
Режим ХТО: Т=900-950°С, t=2-6 ч, среда — паста на основе борообразующих компонентов (карбид бора В4С или борат натрия Na2B4O7) и активаторов диффузии (BF3, NaBF4, NH4Cl).
Глубина слоя: 0,05-0,2 мм, твёрдость 1600-2000 HV.
Дополнительная обработка после ХТО: возможен низкотемпературный отпуск для снятия внутренних напряжений.
В качестве альтернативных методов могут применяться электролизное борирование (в расплаве боратов — солей борной кислоты) или газовое борирование (с использованием газов, BCl3или В2H6, в защитной атмосфере).
Хромирование: диффузионное хромирование применяется для улучшения износостойкости, коррозионной стойкости, снижения коэффициента трения.
Режим ХТО: Т=950-1100°С, t=6-15 ч, среда — порошковые смеси (хромовый порошок, наполнитель – Al2O3 или огнеупорная глина, активатор диффузии – NH4Cl, I2) или газовая среда (CrCl2 в атмосфере водорода)
Глубина слоя: 0,05-0,3 мм, твёрдость 1000-1200 HV.
Дополнительная обработка после ХТО: рекомендуется шлифовка для достижения нужной точности и чистоты поверхности.
В качестве метода, альтернативного диффузионному хромированию, для восстановления локального износа, может использоваться электролитическое хромирование.
ХТО может применяться как при изготовлении новых валков, так и после переточки, но экономическая обоснованность во втором случае зависит от нескольких факторов: стоимости обработки (азотирование дешевле, чем борирование или цементация), остаточного ресурса валка, требований к эксплуатации - для высоконагруженных валков повторное азотирование часто экономически выгоднее, чем преждевременный износ.
Для массового производства обычно проводят расчеты, сравнивая стоимость ХТО с увеличением межремонтного периода.
- Наплавка износостойких материалов
В качестве материалов для наплавок на валки из Х12МФ используются твёрдые WC-Co сплавы марок ВК6, ВК8, ВК10. Для новых валков предпочтительна плазменная/лазерная наплавка (порошки ВК), для их ремонта — газовая (прутки или гранулы ВК) или ручная дуговая (электроды с ВК- наполнителем).
Толщина слоя при этом незначительно отличается для разных методов нанесения наплавок: плазменный — 0,5-3 мм, газовый — 1-4 мм , ручной дуговой — 2-5 мм.
После наплавки обязательны высокий отпуск (250-300°С, 2-4 ч), для снятия остаточных напряжений и стабилизации структуры наплавленного слоя, и шлифовка.
- Смазка и охлаждение
Смазка и охлаждение валков, предотвращая износ, задиры, перегрев играют важную роль в обеспечении долговечности и стабильности работы валков.
Основные требования к смазочно-охлаждающим материалам:
антифрикционные свойства — минимизация трения между валками и заготовкой;
термостойкость (особенно важно для сварочных валков) — способность выдерживать высокие температуры (до 600°С);
антикоррозионные свойства;
стабильность — отсутствие окисления и разложения при нагреве.
Виды смазочно-охлаждающих материалов:
водомасляные эмульсии (3-10% минерального или синтетического масла + H2O + присадки (антикоррозионные, противоизносные);
безводные масла (минеральные — для умеренных нагрузок, синтетические — для повышенных температур, графитсодержащие — для экстремальных нагрузок);
пасты и консистентные смазки — литиевые, графитовые, дисульфидмолибденовые (MoS2) – для смазки направляющих и подшипников валков.
- Регулярное обслуживание
Регулярное обслуживание валков из Х12МФ включает:
очистку от окалины — механическая: проводится ежесменно для удаления лёгких загрязнений; глубокая очистка: механическая + химическая (слабые кислоты — для окалины, щелочные растворы — для масел, гели/пасты — для локальной очистки) - еженедельно;
контроль геометрии (биение — ежедневно, профиль - еженедельно, соосность - ежемесячно);
своевременное восстановление (переточка, наплавка).
Заключение
Валки ТЭСА работают в тяжелых условиях и их долговечность зависит от материала, качества изготовления и обслуживания. Применение современных сплавов, защитных покрытий и правильных режимов охлаждения-смазки позволяет значительно увеличить их ресурс, снижая затраты на производство труб. Регулярный контроль состояния валков и своевременное восстановление – ключевые факторы эффективной работы ТЭСА.