Стальные электросварные трубы, обладая высоким уровнем физико-механических свойств (прочность, пластичность), находят широкое применение в строительстве и других отраслях промышленности.
На Московском металлопрокатном заводе
трубы изготавливают на производственных линиях - трубоэлектросварочных агрегатах (ТЭСА), полностью автоматизированных (ручной труд используется только при пуско-наладочных и ремонтных работах), обеспечивающих последовательное, непрерывное преобразование плоского стального листа в круглую или профильную трубу.
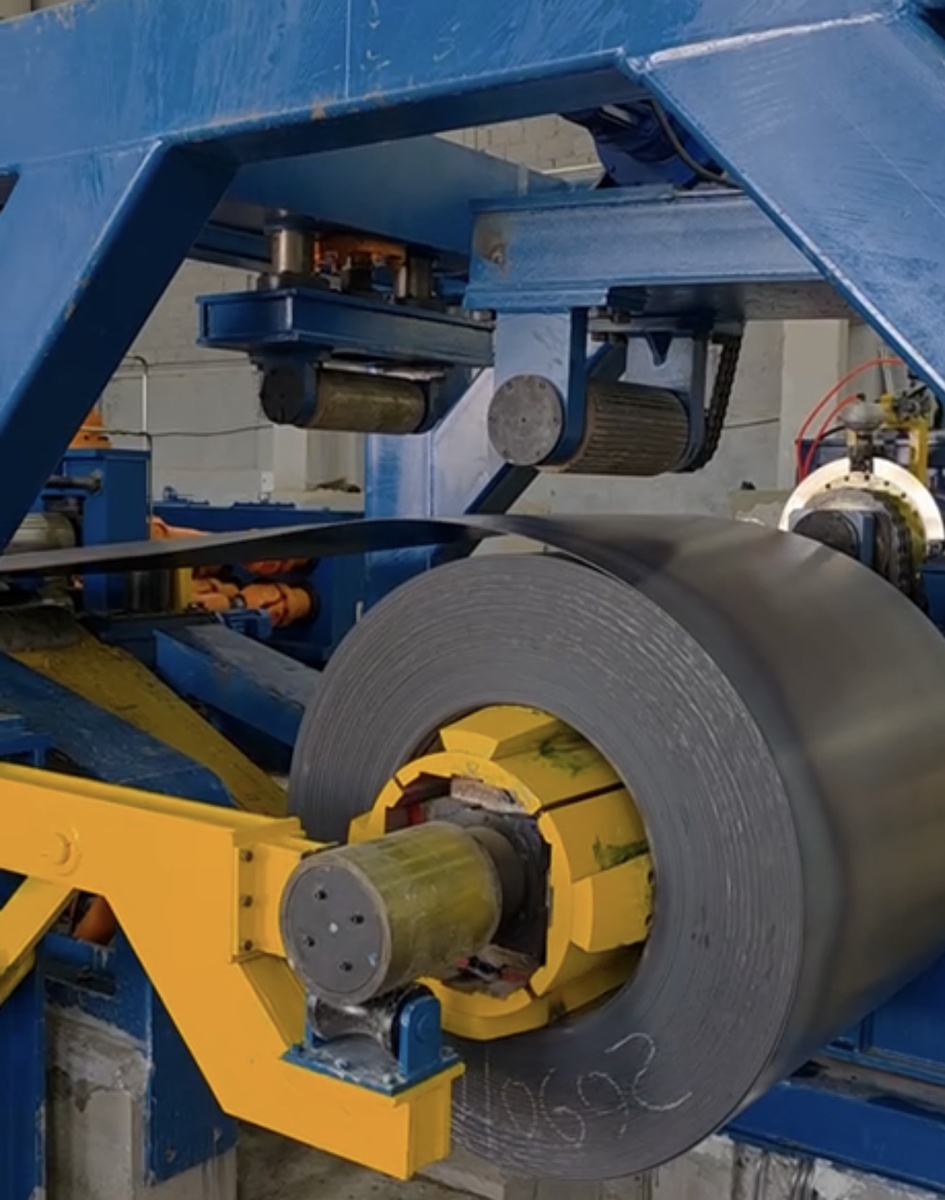
Размотка
Начинается производство труб с размотки стальных рулонов на устройстве, называемом разматыватель.
Резка, сварка стыков полос
Размотанный лист режут на продольные полосы и сматывают полосы в рулон в намотчике штрипса, оснащённом валом с прижимным устройством и разделительными роликами для формирования нескольких рулонов одновременно. Затем рулоны штрипса подают в ТЭСА, где их разматывают, правят в валковой машине, отрезают концы полос и сваривают их стыки, что необходимо для обеспечения непрерывности процесса изготовления трубы.
Накопитель
Лента, состоящая из сваренных в стыках полос, поступает в накопитель, предназначенный для создания запаса штрипса с целью обеспечения непрерывной работы производственной линии.

Формовка
Из накопителя плоский штрипс подается в формовочный стан, где он приобретает форму трубы.
Сварка
После формовочного стана трубная заготовка проходит участок сварки, где соединяемые кромки нагреваются токами высокой частоты до температуры плавления и сдавливаются обжимными роликами, в результате чего получается прочное соединение. Сварка - самый медленный процесс из всех технологических операций ТЭСА, вследствие чего именно скорость прохождения трубной заготовки через сварочный участок определяет, в конечном итоге, производительность линии. Так, для труб малого диаметра скорость производства может достигать 200 метров в минуту.
Снятие грата
Практически сразу после образования шва труба проходит через наружный и внутренний резцовые гратосниматели (грат — это застывший потёк расплавленного при сварке металла) и охлаждается водой.
Калибровка
Охлажденная труба поступает в калибровочный стан, где валками обеспечивается правильность её формы и точность геометрических размеров.
Дефектоскопия
После калибровки труба проходит участок вихретоковой дефектоскопии, где выявляются возможные дефекты сварного шва — разрывы, полости, трещины, посторонние включения.
Резка труб
Пройдя участок неразрушающего контроля, трубу режут на мерные длины при помощи летучей пилы, движущейся на участке резки со скоростью равной скорости перемещения непрерывно движущейся трубы, и выравнивают торцы с формированием фаски.
Термическая обработка
Затем мерная труба поступает на участок термической обработки, где подвергается поверхностной закалке, повышающей прочность и твердость её поверхностного слоя. Закалку производят путём индукционного нагрева трубы токами высокой частоты и охлаждения водой, поступающей под давлением из замкнутого трубчатого контура с отверстиями на внутренней поверхности.
Правка
Поскольку закалка может приводить к нарушению формы трубы, появлению кривизны вследствие деформационных процессов в процессе термической обработки, то после этого она перемещается в правильный стан, где её форма приобретает требуемый вид.
Контроль качества
Готовая труба проходит этап визуального контроля качества, на предмет обнаружения непроваров, смещений кромок, вмятин, следов коррозии, для чего может быть использована и система машинного зрения, состоящая из массива 3D сканеров, позволяющих определять параметры поверхностных дефектов (длину, ширину, глубину) с точностью до 0,01 мм.
Гидроиспытание
Заключительной стадией производства электросварных труб являются их гидравлические испытания, необходимые для проверки герметичности и прочности сварных соединений, в ходе которых в системе создаётся давление, превышающее рабочее в полтора-два раза.
Упаковка
Если в ходе гидроиспытаний не выявляются утечки, в виде капель жидкости или следов влаги, трубы поступают на участок упаковки.