Всем добрый день!
Статья об очередной постройке живопарной модели в масштабе 1:32, благо сейчас уже есть что показать и рассказать.
Это моя вторая самодельная модель с действующей паровой машиной. Первой была модель двухэтажного паровозо-вагона системы Томаса. По постройке этой модели был цикл отдельных статей.
Прототип модели.
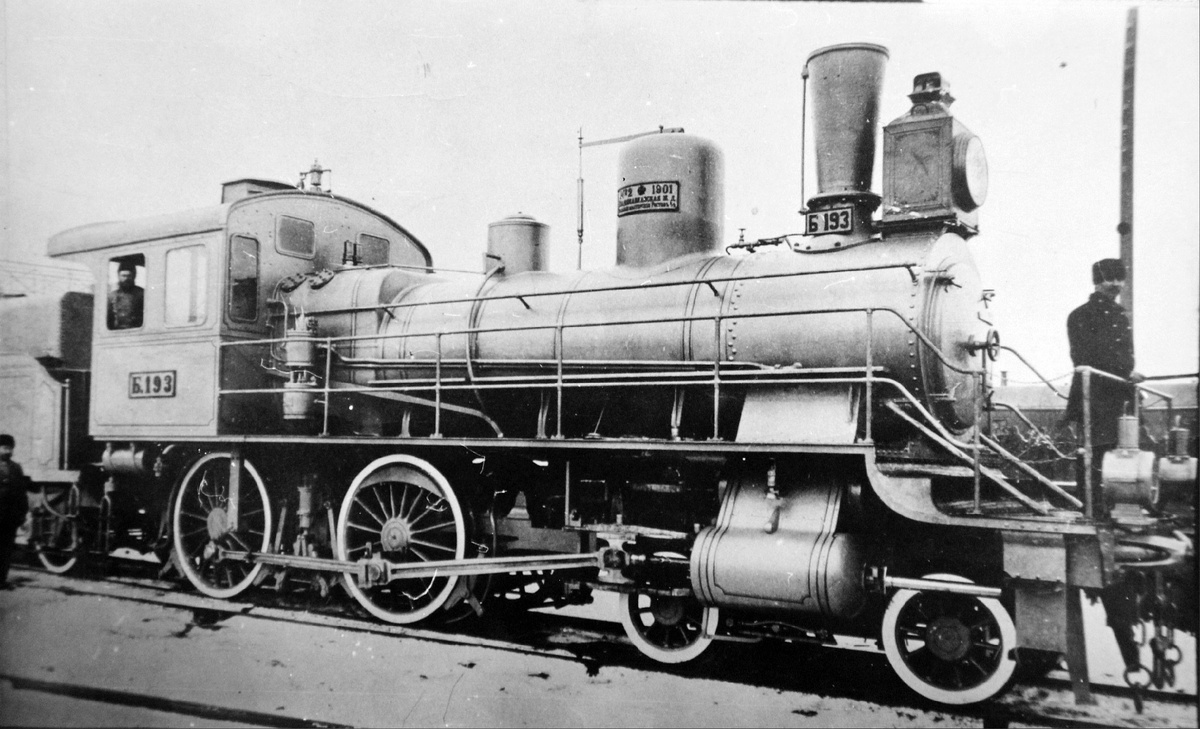
В качестве прототипа выбран паровоз типа 2-2-0 серии Дж (до 1912 года - Бп) постройки Главных железнодорожных мастерских Владикавказской железной дороги в Ростове на Дону. Выпускались в период 1901 (1902) - 1906 гг, было выпущено 12 машин.
По прототипам я писал отдельную статью на своем канале.
Поэтому в данной статье пройдусь по прототипу только тезисно.
По документам эти паровозы проходили как глубокая модернизация более старых типов 1-2-0. Фактически - это были с нуля построенные новые машины. Но их предназначение было - вождение легких поездов. Для начала XX века паровоз с двумя спаренными осями и внутрирамным парораспределением системы Аллана представлял уже достаточно устаревшую конструкцию. Единственное новшество, которое было применено на новом паровозе - это прямоугольная топка Бельпера. В целом, паровозы Дж не получили широкого распространения. Было построено 12 машин, все они строились для Владикавказской дороги собственными силами этой дороги.
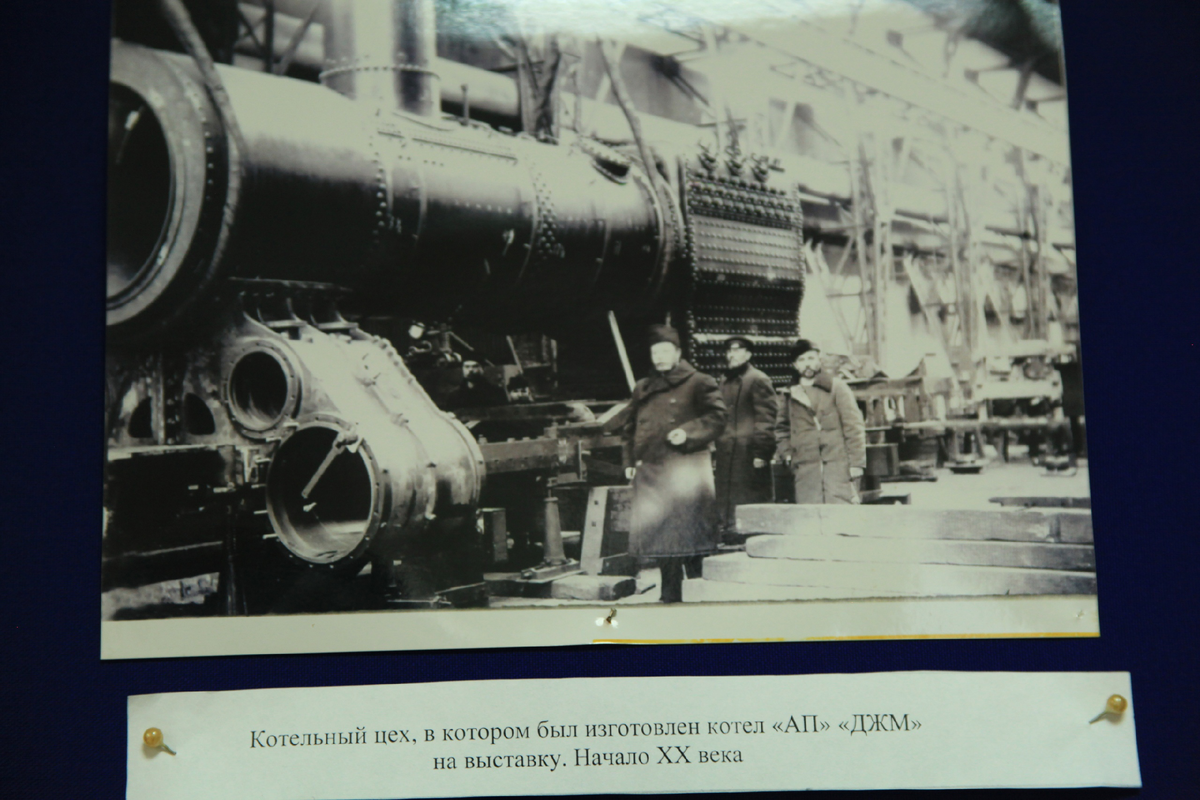
В дополнение к статье о прототипе выкладываю найденное в Контакте фото сборки одного из паровозов в мастерских. Это пересъемка фото из музея Ростовского электровозоремонтного завода - наследника Главных мастерских ВЛК жд.
Начало постройки.
В 2020 году появилась идея собрать живопарный паровоз. Предварительно остановился на типе 1-2-0, тип 14 Коломенского завода. В том же году был спаян тендер из латуни и бронзы, в тендере сделаны баки для воды и спирта, установлена ручная помпа. У тендера не до конца собраны детали подвески и ряд мелких элементов.
В том же 2020 году были заказаны две ведущие колпары диаметром прототипа 1524 мм (5 футов) у Марка Вуда в Англии. Это достаточно известный производитель колес в крупных масштабах, начиная от 1:45 и заканчивая 5тидюймовой колеей.
После чего постройка заглохла на 5 лет. За этот промежуток времени было сделано несколько других моделей в "единичке", включая живопарный двухэтажный паровозо-вагон системы Томаса.
Инструментарий. Используется дремель-гравер с гибким наконечником и с различными насадками, дрель, паяльники, газовая горелка и куча ручного инструмента. Станочной базы не имею.
Паровая машина модели. Донор.
В качестве паровой машины используется два готовых набора для самостоятельной сборки, заказанные на Алиэкспресс.
Параметры машин: ход поршня 13 мм, диаметр цилиндров 13 мм, рабочее давление до 4 атм. Парораспределение системы Стефенсона, реверс за счет перекидки кулисы.
Одна из машин пришла некомплектной, без стержней-параллелей крейцкопфа, детали были позже высланы продавцом дополнительно.
Изначально я хотел строить другой тип паровозов, маленький 1-2-0. Но по итогам замера размеров полученных машин было принято решение отказаться от постройки такого паровоза, поскольку машины не вставали в проектируемую модель. У паровозов 1-2-0 слишком небольшое расстояние между буферным брусом и бегунком и цилиндры не помещались в заданные размеры. Для моделей паровозов 1-2-0 требуются короткие цилиндры с небольшим ходом и, соответственно, близкое расположение кривошипов к оси у ведущих колпар. У моих колес это расстояние было 6 мм, соответственно, ход поршня 12 мм.
Так же у типов 1-2-0 и 0-3-0 котел расположен слишком низко. Очень проблемно вписать все механизмы внутрирамного парораспределения и нет достаточного места для перевода кулисы с переднего хода на задний. Она просто упрется в котел модели. Если кто-то возьмется за постройку живых паровозов 1-2-0 или 0-3-0, учитывайте мою ошибку.
По итогам раздумий, решил строить паровоз 2-2-0 серии Дж, т.к. диаметр его ведущих колес близок к моему. У прототипа использовались центры колесных пар от Коломенского типа 9, которые были тоже размером 1524 мм. А за счет установки более толстых бандажей, у Дж диаметр колес стал 1552 мм, то есть разница в пересчете на масштаб менее 1 мм. Но при этом у Дж спереди огромное количество места для установки цилиндров. Котел стоит выше и сам по себе он длиннее, что так же снимает кучу проблем с размещением деталей.
Рама паровоза.
Паровозы Дж были одни из первых паровозов российской постройки, которые имели брусковую раму. До серий ИС и ФД брусковые рамы применялись на части паровозов заграничной постройки, в частности, серии Е всех индексов. Поэтому рама модели собиралась не из листа, а из набора латунных прутков квадратного сечения 3,5 мм длиной 500 мм.
Бруски, как и часть другого металла, были заказаны на Озоне. Вообще оказалось, что Озон - отличный источник материалов и инструментов. Помимо металла, Озон позволил оперативно заменить сломанный советский метчик М2 на аналогичные старого производства всего за 1 день. И дозаказать необходимые расходники на инструменты.
Изначально планировал паять детали рамы твердым припоем с высокой температурой плавления. Но столкнулся с проблемой, для такой пайки необходимо хорошее негорючее основание, которое не ведет от жара. В идеале - кирпич с дачи. Кирпича под рукой не было.
По опыту эксплуатации живопарной модели паровагона системы Томаса могу сказать, что высокотемпературный припой необходим исключительно в местах высокого нагрева. Уже в паре сантиметров от открытого огня температура деталей обычно даже не обжигает руку. Так что детали рамы были спаяны обычным мягким припоем. А за счет достаточно больших площадей сопряжения деталей, прочность пайки более чем достаточна.
Прутки отрезал ножовкой или отрезными дисками-насадками на дремель. Доводились до точных размеров надфилями. Зачищались от окислов со всех сторон мелкой шкуркой. Лудились в нужных местах паяльником. Заранее зачищенные и залуженные детали выкладывались на листе фанеры. Правильность геометрии проверялась с помощью кондуктора. На стыках деталей раскладывались кусочки припоя с флюсом. После этого вся сборка нагревалась мягким пламенем горелки. Припой плавился и затекал в стыки деталей. Иногда приходилось немного помогать процессу кончиком шила. За счет отсутствия механического контакта детали не сдвигались и геометрия не менялась.
После пайки охлаждал детали (а так же - тушил фанеру) водой из обычного маленького пульверизатора для растений.
В итоге получены две идентичные боковины рамы.
Ходовая часть.
Буксы.
На буксы была пущена бронза 4 мм, так же заказанная на Озоне.
Ключевой момент при ручной обработке в отсутствие фрезерного станка. Отверстия под оси нужно сверлить в самом начале, еще до выпиливания отдельных букс из заготовки. В этом случае, даже если отверстие немного уйдет от намеченного места, есть возможность поправить это дело при выпиливании буксы из листа металла.
Отверстия сверлил в несколько заходов постепенно увеличивающимся диаметром на малых оборотах.
Вообще оказалось, что бронза отлично обрабатывается именно на небольшой скорости. Бронзовый лист берут даже достаточно грубые пилки и напильники по дереву. При большой скорости сверления бронза визжит и греется, при малой - протыкается сверлом за секунды, только стружка вьется.
Пробовал пилить бронзу разными инструментами. Ее берет даже обычный лобзик по дереву, правда конечно медленней и полотно тупится быстрее. Но пилится. При сверлении рекомендую не жалеть масла. Процесс пойдет намного быстрее, веселее и с меньшим ущербом для сверла.
На выходе получил бруски - заготовки букс. Квадрат 10х10 мм, толщиной 4 мм с отверстием под ось 5 мм. К одной из сторон букс была припаяна бронзовая пластина толщиной 0,5 мм размером 12х10 мм таким образом, чтобы она выходила на 1 мм по бокам буксы. Этот выступ служит ограничителем хода, чтобы букса не выпадала из челюсти в раме. Пластина припаяна со стороны колеса. При этом отпадает необходимость в установке второй аналогичной пластины с другой стороны буксы. Эта пластина получается зажата между колесом и рамой и букса никуда не денется и не выпадет. Букса имеет небольшой люфт вдоль оси колпары, но это ни на что не влияет, т.к. сама букса на 0,5 мм шире полотна рамы.
С нижней стороны каждой буксы было просверлено отверстие, нарезана резьба М2 и вкручена самодельная шпилька. На этой шпильке будет держаться букса и крепиться к подвеске..
Шпильки отлично получаются из обычных гвоздей. Гвозди продаются разные и как правило имеют стандартные диаметры. С помощью плашки любой подходящий гвоздь превращается в шпильку за пару минут несложной работы.
Каждая букса подогнана именно под свой вырез рамы путем многократной примерки и подгонки. Подшлифовывал каждую буксу и вырез рамы до тех пор, пока букса не начинала перемещаться без заеданий, но и без люфта. Размеры контролировал штангенциркулем.
Для того, чтобы в дальнейшем не перепутать буксы, на каждой выбил клеймо от 1 до 4 с внутренней стороны. Если под рукой нет клейм, необходимо как-то по другому отметить буксы, чтобы их не перепутать при сборке-разборке.
В нижней подбуксовой пластине рамы было просверлено отверстие, через которое пропущена шпилька буксы. Таким образом букса имеет возможность смещаться вверх и вниз.
Детали подвески ведущих осей.
Подвеска ведущих осей сделана балансирной, без рессор. На паровозе с 2мя спаренными осями этого достаточно для прохождения любых неровностей пути. На трехосном паровозовагоне пришлось делать все оси подрессоренными, на Дж с этим вопросом намного проще.
Из двух прутков латуни 3,5 мм спаяны равноплечие балансиры. Они крепятся к П-образной детали рамы между ведущими колесами.
Рессоры собраны из 8 листов латуни 0,5 мм и спаяны вместе. Посередине рессоры просверлено отверстие 2,5 мм под буксовую шпильку. Отверстие сделано специально на 0,5 мм шире шпильки, чтобы у нее была возможность люфта.
Рессоры жестко прикручены винами М2 к балансирам и качаются вместе с ними. Для того, чтобы не было заеданий букс при перемещениях, специально оставлен этот небольшой люфт и сама букса прикручена к рессоре не в натяг, а с зазором и законтрена гайками. С противоположного от балансира края рессоры скользят по шпилькам М2 из очередных гвоздей.
Получаются такие балансирные качели, которые состоят из двух рессор и самого балансира.
В дальнейшем при финишной сборке после покраски, я пропаяю соединение рессор с балансиром и усилю дополнительной накладкой изнутри для повышения жесткости. Сейчас этот узел оставлен разборным, на крепеже, чтобы можно было разобрать детали перед покраской и собрать их заново.
Бегунковая тележка.
Она спаяна из бронзовых боковин толщиной 4 мм, которые играют роль букс, и латунного П-образного основания из листа 0,5 мм. Пока что это единственная деталь, спаянная высокотемпературным припоем. Никаких рессор не предусматривается тоже.
Сейчас думаю над разными вариантами возвращающего механизма для вписывания в кривые. Задача - обеспечить проходимость моделью радиусов 1500 мм.
Бегунковые колеса стоят временные, от вагонов. Диаметр временных колес 30 мм, стальной бандаж на 3D-печатном центре. Оси - гвозди диаметром 4 мм.
Межцилиндровые скрепления. Установка цилиндров на модель.
Цилиндры и вообще весь узел - одна из наименее прототипичных деталей модели на текущий момент. Вызвано это тем, что цилиндры ставятся заводского производства практически в готовом виде. Если б модель была стендовая или с электрическим приводом, то всё бы делалось по другому.
Достаточно долгое время искал нужное расположение цилиндровых блоков относительно рамы модели. Чертил в Кореле, думал, некоторые чертежи распечатывал на бумаге и примерял на модель. Задача в следующем. Оси штоков поршней имеют строго заданное место на модели. По высоте - точно совпадают с осью ведущих колес. По ширине - должны попадать на внешнюю половину пальцев кривошипов, которые на ведущей оси имеют длину 10 мм. Расстояние между осями цилиндров у меня получилось 68 мм. И при всём этом цилиндры не должны мешать смещению бегунковой тележки вбок при прохождении кривых.
На паровозе Дж используется внутрирамное парораспределение, золотники находятся ближе к середине паровоза, чем цилиндры. На привычных нам паровозах все кулисы и рычаги снаружи и ось золотников вынесена дальше от середины паровоза, чем цилиндры.
Изначально хотел сделать угол установки цилиндров 45 градусов относительно вертикали. Так они выглядели бы более прототипично и такое расположение позволило бы спрятать все паропроводы под обшивку. Но в этом случае рычаги приводов золотников упирались бы в раму паровоза, или мешали бы бегунку в кривых. Поэтому поиск вариантов на компьютере и примерка бумажных шаблонов показала, что допустимый угол наклона должен быть 15 градусов от вертикали. Это оказался оптимальный вариант, так как в этом случае никакие детали механизма не мешают бегунковой тележке, не упираются в раму паровоза и самое главное - равноплечие рычаги привода золотников оказываются на нужной высоте, чтобы к ним провести рычаг от кулисы.
На фото ниже показан один из вариантов проектирования, который уже близок к итоговому. Толстые красные линии - это проекция тех самых рычагов привода золотников.
Для крепления цилиндров я решил использовать штатные болты, которыми привинчиваются крышки цилиндров к самим корпусам цилиндров. Были замерены все необходимые размеры, сделан и распечатан чертеж. Этот чертеж наклеен на лист латуни с заготовкой межрамных креплений. Дальше использовался старый проверенный способ, как получить две идентичные по размерам детали.
Два листа заготовок были стянуты струбциной. Просверлены все необходимые крепежные отверстия. Через эти отверстия заготовки были стянуты винтами М2 и далее обрабатывались совместно в пакете.
Фото обработки в карусели.
На выходе получились две детали с идентичными посадочными размерами.
На каждой детали были выбиты клейма 1 и 2, чтобы не перепутать их при установке. Деталь с номером 1 - передняя, с номером 2 - задняя. Они устанавливаются клеймами внутрь, в сторону оси бегунковой тележки. На детали номер 2 были просверлены дополнительные отверстия под штоки поршня и золотника.
Была выполнена примерка цилиндров на модель.
Как видно на следующем фото, задняя крышка цилиндров (толстая алюминиевая) имеет уши-выступы, к которым в штатном наборе, выпускаемом производителем, крепятся стержни-параллели. Эти уши были срезаны при дальнейших операциях как не нужные и выступающие за габарит.
Детали парораспределительного механизма (ПРМ).
Параллели.
Штатные параллели от производителя представляют собой два стержня, которые ввинчиваются в проушины по бокам цилиндра. Мне они не подходили ни размерами, ни расположением. Расстояние между параллелями, насколько помню, было 40 мм, что при диаметре бегунка в 25 мм смотрелось бы ужасно. Поэтому крепежные проушины были срезаны с цилиндров и сделаны новые параллели.
Сами параллели вырезались из бронзового листа 2 мм и изначально делались в виде буквы П. Этим я достигал полной параллельности обоих частей и мог подогнать ползун к параллелям, чтобы он двигался без заеданий и люфтов.
Параллели припаяны к поперечным деталям рамы. В процессе пайки я контролировал правильность установки, перемещая вдоль параллелей ползун поршня, установленный на шток. После установки на место, перекладина буквы П отпиливалась отрезным диском-насадкой на дремель. Параллели при этом оставались строго параллельными.
Ползун получился не особо прототипичным, так как он воспринимает значительные нагрузки. В разрезе он представляет собой сендвич. Центральная часть выполнена в виде бронзового квадрата 10х10 толщиной 2 мм и скользит внутри параллели. Со одной стороны она имеет вырез в виде буквы С, в которую заходит тяговое дышло. С обоих боков припаяны две бронзовые накладки 12х10, которые сверху и снизу выступают на 1 мм. Таким образом формируется паз, который скользит вдоль параллели, не давая ползуну выпасть. В боковых накладках просверлены отверстия 2 мм, в которые вставлена шпилька М2 из гвоздя. На эту шпильку надето тяговое дышло. Со стороны штока цилиндра припаяна толстая стальная гайка М3, которая наворачивается на шток цилиндра и контрится второй гайкой.
Фото в карусели.
Пара слов о китайском качестве машин с Алиэкспресс. Увы, это не брендовые производители из Европы. Я обнаружил, что при повороте поршня внутри цилиндра, есть положения, когда он ходит легче или туже. Похоже, имеет быть некоторая мизерная несоосность при обработке деталей производителем. Китайское качество.
Поэтому, при монтаже деталей я находил положение, когда поршень в цилиндре ходит наиболее легко и контрил контргайкой ползун на штоке цилиндра именно в этом положении. Возможно, со временем эти погрешности в обработке притрутся.
Детали ПРМ.
Парораспределительный механизм на модели был оставлен системы Стефенсона, какой был сделан производителем доноров паровых машин.
На прототипе использовалась система Аллана. Разница в двух системах в том, что в первом случае при реверсе и изменении отсечки перемещается только кулиса, а золотниковая тяга остается неподвижной, Кулиса имеет изогнутый вид с центром окружности, совпадающим с осью ведущей колпары. В случае машины Аллана кулиса и золотниковая тяга перемещаются разнонаправлено относительно друг друга и кулиса - прямая.
По размышлению, я оставил на модели систему Стефенсона, так как в этом случае я мог использовать штатные кулисы и кулисные тяги от производителя и не делать эти ответственные элементы на коленке. Мне необходимо было изготовить только новые золотниковые тяги, так как расположение цилиндров и ведущей оси на модели совершенно отличается от того, что предусматривалось производителем паровых машин.
Так как эксцентрики кулисных тяг расположены на оси внутри колесной пары и внутри рамы, а цилиндры вынесены наружу за пределы ведущих колес, то привод золотника решено было делать через качающийся равноплечий рычаг длиной 28 мм. Таким образом достигалась передача движения от золотниковой тяги внутри рамы на сам золотник снаружи рамы. Поскольку цилиндры установлены с завалом от вертикали на 15 градусов, то этот рычаг не горизонтален, а смотрит немного вниз, как раз в сторону расположения золотниковой тяги.
Особенность данного рычага в том, что со стороны золотника у него не крепежное отверстие, а открытый вырез в виде буквы С. Это сделано для избежания заклинивания. Рычаг поворачивается вокруг оси, следовательно, место сопряжения его с золотником описывает окружность. а золотник перемещается по прямой. Поэтому был сделан этот вырез и болт, который соединяет подвижное соединение рычага с золотником, ходит внутри боковых губок этого С-образного выреза.
В процессе тестов в этом узле была выявлена и исправлена ошибка. Все отверстия под оси имеют диаметр 2 мм. Изначально собирал весь механизм на винтах М2. Но винты имеют диаметр в районе резьбы примерно 1,8-1,9 мм, что дает люфт в отверстиях 0,1-0,2 мм. Эти люфты накапливаются по длине привода ПРМ и золотник начинает перемещаться недостаточно четко и точно. Начинаются сбои в фазах впуска-выпуска пара, машина работает нечетко и плохо. Ошибка исправлена путем замены винтов М2 на шпильки М2. Шпильки в своей части без резьбы имеют полноценный диаметр 2 мм, люфты в разы меньше, ПРМ работает четче.
Была сделана новая вилка и кулисный камень.
Из бронзы толщиной 4 мм был вырезан брусок. С одной стороны в нем была пропилена вилка, в которую должна входить кулиса. С противоположного торца было просверлено отверстие с резьбой М2 под очередную шпильку. В качестве кулисного камня используется шпилька из гвоздя диаметром 2,5 мм. Диаметр выбран исходя из размеров выреза фабричной кулисы под кулисный камень. Один конец этой шпильки был зажат в патрон дремеля и обточен надфилем до диаметра 2 мм, на котором была нарезана резьба.
На фото узел в сборе в первоначальном варианте.
Золотниковая тяга была переделана по итогам первых тестовых запусков паровой машины.
В изначальном варианте шпилька золотниковой тяги была сделана из относительно короткого гвоздя. эта шпилька проходила через отверстие в бронзовой межрамной поперечине толщиной 4 мм, которая служила направляющей для золотниковой тяги. А дальше шпилька переходила в длинный латунный уголок, который передавал движение на описанный выше качающийся рычаг золотника. Но из за относительно тонкой поперечины всю конструкцию перекашивало и клинило при переводе кулисы с переднего хода на задний.
На фото показан первоначальный вариант ПРМ.
По итогам тестов конструкция была переделана. Добавлена еще одна бронзовая межрамная поперечина толщиной 2 мм с направляющими отверстиями под золотниковую тягу. На фото ниже я пальцем показываю как раз эту добавленную перегородку. Короткая шпилька из гвоздя заменена на длинную шпильку длиной 42 мм из стальной проволоки.
Конструкция позволяет тонкую настройку механизма путем ввинчивания или вывинчивания шпильки из бронзовой вилки и фиксирования выбранного положения контргайкой. Это сделано для более точного поиска правильного положения золотника в цилиндровом блоке путем изменения длины золотниковой тяги. Так же возможна тонкая настройка фаз впуска-выпуска пара путем проворота эксцентрика на ведущей оси и фиксирования выбранного положения зажимным винтом.
Итоги повторных тестов на сжатом воздухе. Машина хорошо работает на передний и задний ход. Если поршень не находится в мертвой точке, то машина запускается сама, без подталкивания рукой.
Аналогичным путем собрана левая паровая машина. Ее сборка ничем не отличается , детали аналогичные.
Протестировано на сжатом воздухе. Сначала отдельно левая паровая машина, чтобы можно было точнее отрегулировать. При этом снимал дышло со второй машины. Потом обе машины вместе. Запускается без проблем.
Видео теста обоих паровых машин на сжатом воздухе малого давления. Пока еще без установленного реверса.
Реверс.
Реверс не особо прототипичный. У прототипа вал реверса находится над торцом верхнего бруса рамы. У меня он смещен в сторону бегунков, так как в штатном месте внутри рамы находятся кулисы и там ничего не разместить.
Вал реверса крепится к двум бронзовым проушинам, припаянным к раме.
Долго искал оптимальную конструкцию, несколько раз пришлось переделывать. Пришлось подбирать длину рычагов таким образом, чтобы конструкция не мешала работе кулис и ни за что не задевала. На кулисах есть крепежные винты в шарнирах, которые торчат по бокам, при неправильной длине рычагов они бились об них.
Изначальная конструкция была собрана на шпильке М2, на которой рычаги затягивались гайками. Но конструкция вышла ненадежной, гайки такого маленького диаметра держали плохо. В итоге сорвал резьбу на шпильке.
Итоговый вариант реверса. На шпильку 2мм надета медная трубка внутренним диаметром 2 мм, наружным диаметром 3 мм. К этой трубке припаяны рычаги. Таким образом, вся нагрузка воспринимается трубкой и пайкой, а не хлипкой резьбой М2.
На ведущей оси провернул эксцентрики на 180 градусов. Сделал это по зрелому размышлению. Теперь при ходе вперед кулиса поднята вверх, кулисный камень внизу. При ходе назад - наоборот. В случае обрыва какой-либо тяги кулиса сама встает в нейтральное положение.
Плюсы этого:
-на переднем ходу кулисы подняты максимально высоко, нет риска собрать ими рельсы и всякие предметы при сходе с рельс. При сходе при движении назад, когда кулисы внизу, они воспринимают все удары "по шерсти" и будут сами отпрыгивать от препятствий.
-будущий рычаг реверса в будке при ходе вперед сдвигается вперед и наоборот. Интуитивно понятно.
Минусы - бОльшая нагрузка на рычаги реверса, которому приходится удерживать кулисы в нужном положении.
На фото в карусели показаны положения реверса для хода вперед и назад.
Видео работы реверса.
Снимал как мог, обе руки были заняты. Давление специально давал наименьшее возможное, иначе обороты становились очень большими. Реверс приходилось держать пальцем, чтобы его не переводило в нейтральное положение.
В качестве подскриптума.
Только что получил бандажи на новые бегунковые колеса. Они диаметром 25 мм, на 5 мм меньше тех временных колес, что стоят сейчас
Продолжение следует!
Спасибо за внимание!