ВСЕ ПО ПРАВИЛАМ
Правильная сборка узлов и агрегатов автомобиля при ремонте – залог их исправной и долговечной работы.
Порядок такой сборки, как правило, регламентирован заводом-изготовителем. Он предусматривает не только определенную последовательность выполнения операций, но и необходимость соблюдения других условий, от которых зависит конечный результат.
Одним из них является выполнение требований по затяжке крепежных резьбовых соединений. Оно предусматривает, как последовательность затяжки, так и усилия, с которыми это необходимо делать.
Их соблюдение, как правило, гарантирует правильную сборку узла и его исправную работу. А отступление от них или недоучет тех или иных особенностей, возникающих при сборке, делает ее результат не предсказуемым, что, в конечном счете сказывается на работоспособности узла.
ОШИБКИ МОНТАЖА
Проецируя все вышесказанное на головку блока цилиндров очевидно, что от того, как производилась ее установка на блок двигателя, а именно, в какой последовательности и с какими усилиями затянуты ее крепежные болты, зависит то, как долго и безотказно в последующем будет работать двигатель в целом.
С точки зрения механики, для нормальной работы головка должна быть затянута с определенным усилием и равномерно по всей длине.
В заводских условиях этого достигают автоматизированной сборкой с одновременной затяжкой всех болтов сразу с необходимым усилием. Отработанная технология в сочетании с высокой точностью изготовления сопрягаемых узлов, использованием нормированного крепежа и с отсевом бракованных деталей обеспечивает заведомо гарантированный результат.
В условиях ремонтных мастерских воспроизвести такие условия невозможно. Поэтому частенько возникают ошибки монтажа, которые имеют свои негативные последствия.
Наиболее распространенная это неравномерное прижатие прокладки по всей плоскости, что неизбежно ведет к ее преждевременному прогару или прорыву перемычек между масляными каналами и рубашкой охлаждения. А значит, к повторному и преждевременному ремонту двигателя.
СПОСОБЫ ЗАТЯЖКИ ГОЛОВКИ
Порядок крепления головки к блоку цилиндров регламентирован заводами-изготовителями конкретно для каждого двигателя. Он предписывает строго соблюдать два основных условия: последовательность затяжки болтов (гаек) и способ затяжки.
Последовательность затяжки болтов головки, практически, едина для всех типов двигателей. Обычно это затяжка от середины головки к краям крест на крест на всю ее длину и ширину.
А вот способов затяжки болтов два: первый – обычное затягивание всех болтов с окончательным фиксированным крутящим моментом. Второй – затягивание болтов в два этапа: с начала с предварительным фиксированным моментом и затем окончательное - последующим доворотом на определенный угол.
В обоих случаях затягивание болтов производят в несколько приемов, а численные значения крутящих моментов указаны в руководствах по ремонту - для каждого двигателя свой (в Нм или кгсм).
В обоих случаях для затягивания болтов потребуется динамометрический ключ. А во втором - дополнительно угломер.
Оба эти способа не безупречны, но зная их особенности, можно снивелировать их недостатки, не отступая радикально от заводских рекомендаций. Заменять самостоятельно один способ на другой, или воспользоваться неким третьим «по совету соседа», не желательно, т.к. последствия такой замены не предсказуемы и все за Ваш счет.
ПЕРВЫЙ СПОСОБ - "ФИКСИРОВАННЫМ МОМЕНТОМ"
Этот способ чаще применяется на двигателях ранних годов выпуска. Пример его написания выглядит так: момент затяжки предварительный - 40 Нм (4,08 кгсм), окончательный -110 Нм (11,23 кгсм).
При всей простате, его недостатком является сложность в достижении равномерного усилия затяжки всех болтов головки.
По факту, каждый болт оказывается затянут со своим усилием несмотря на то, что закручены они все с одинаковым моментом. Происходит это из-за того, что весь крутящий момент, с которым мы тянем болт, «расходуется» на две основные составляющие: на растяжение самого болта, что и создает усилие затяжки и на преодоление сил трения при его закручивании.
Так вот эта вторая составляющая непредсказуема по величине, т.к. зависит от многих факторов. Ее величина может колебаться на 30 и более процентов. И чем она больше, тем меньше первая составляющая, т.е. усилие затяжки. При чем, для каждого болта это соотношение может быть разным.
В первую очередь, ее величина зависит, от наличия смазки на поверхностях трения болтов (резьбе, головках и т.п.). Смазка уменьшает коэффициент трения, но по-разному, в зависимости от ее вида.
Во-вторых, от состояния болтов - больших усилий на закручивание требуют старые болты со смятой резьбой или повреждением поверхностного покрытия резьбы.
В- третьих, от того, на сколько затянуты соседние болты. Чем больше мы их тянем, тем больше ослабляем наш болт, поэтому возникает необходимость его повторной подтяжки. А он, в свою очередь, влияет аналогично на соседние болты. И так по кругу.
Есть и четвертое, и пятое… Не суть. Важно понимать, что все вышеназванные причины в совокупности достаточно значимо влияют на конечный результат.
Просчитать их заранее невозможно. Поэтому для того, чтобы снивелировать их влияние, для начала, необходимо строго следовать рекомендациям завода-изготовителя, где, как правило, и предписано что и как делать.
В частности, менять или нет крепежные болты на новые, в каких случаях смазывать или нет их резьбу и резьбу отверстий в блоке, а также в других местах перед их закручиванием и конкретно чем смазывать, поэтапность (в несколько приемов) затягивания болтов и т.д.
Выполнение этих условий позволяет значительно повысить качество сборки узла и увеличивает срок его службы.
ВТОРОЙ СПОСОБ - "С ДОВОРОТОМ"
Второй способ, когда окончательная затяжка болтов производится их доворотом на определенный угол, применяется в основном на современных двигателях. Пример его написания - момент затяжки: 1 этап - 55 Нм (5,61 кгсм), 2 этап – довернуть на 90⁰, 3 этап – довернуть на 90⁰.
Этот способ лишен большей части вышеназванных недостатков, но у него есть свой «фирменный», который стоит их всех вместе взятых. Знать о нем необходимо, чтобы избежать фатальных последствий от не качественной сборки.
Его недостаток в том, что способ не предусматривает вообще ни-какого механизма контроля за затяжкой и состоянием болтов. Использование динамометрического ключа, производится только на первом этапе - предварительной затяжки, когда усилие не большое. А в последующем, окончательная затяжка, производится без его участия – простым доворотом всех болтов на определенный угол.
Именно так прописано в заводском регламенте. После доворота затяжка головки считается законченной и все болты так же считаются затянутыми как положено.
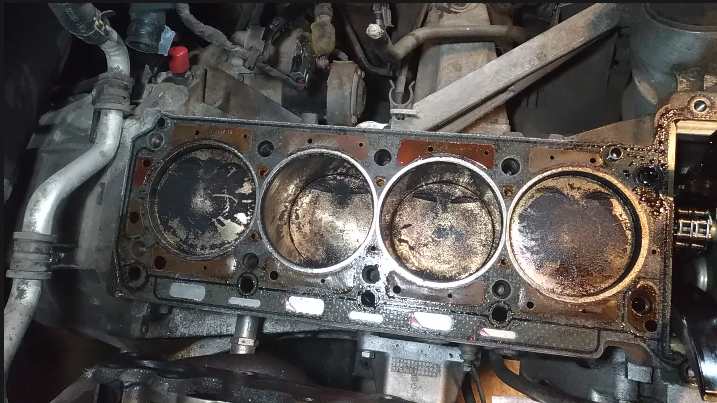
А вот как на самом деле они затянуты пришлось убедиться на своем опыте. Более подробно об этом можно прочитать здесь. С помощью динамометрического ключа определил величину крутящего момента. Оказалось, что в среднем он составляет около 130 Нм для всех болтов, кроме одного.
Этот болт оказался сорванным. Он вращался с ощутимым усилием, но не затягивался. Определить без динамометрического ключа, что он сорван, было невозможно, т.к. усилие его вращения было достаточно большим. В последующем выяснилось, что он бракованный, т.к. его предел прочности оказался ниже нормативной величины. При затягивании он просто удлинялся.
Если бы не контрольная проверка по собственной инициативе, то двигатель был бы собран с сорванным болтом. А последствия этого не заставили бы долго ждать. Прогар прокладки или прорыв перемычки между масляным каналом и рубашкой охлаждения из-за ослабления крепления в этом месте – самое малое, что могло бы быть. А значит повторный ремонт двигателя.
Что интересно, так это то, что при этом повторном ремонте, установить наверняка причину поломки было бы затруднительно. Этот бракованный болт выкрутился у меня без особых усилий и на вид был как обычный, от нового не отличить. Поэтому виновником поломки, скорей всего, была бы назначена прокладка, как бракованная.
А это дает повод полагать, что фактической причиной многих повторных ремонтов головок с порванной прокладкой, на самом деле является срыв болтов при их затягивании, описываемым способом с доворотом. Вот только доказать это затруднительно. Легче списать на «бракованную» прокладку. При этом истинная причина (бракованный болт), так и не будет установлена, а значит, и устранена.
В этом и есть недостаток способа и его, как это ни странно, живучесть. Т.к. он всегда не причем. Есть на кого списать.
Конечно, наличие брака не снимает ответственности с изготовителя болтов. Но и способ их закручивания должен позволять выявлять его уже на стадии сборки. Ведь условный разрыв болта произошел не после сборки двигателя и при его последующей работе, когда возникают дополнительные нагрузки на крепежные изделия. А еще на стадии закручивания, т.е. когда нагрузка на болт не превышала максимального усилия затяжки, рекомендованного заводом.
ДОРАБАТЫВАЕМ СПОСОБ С ДОВОРОТОМ
Чтобы этого не происходило, необходимо доработать заводской способ. Добавить в него еще один завершающий этап – контроль состояния болтов с помощью динамометрического ключа. Собственно то, что и делал я.
При обнаружении брака лучше не перетягивать болт, чтобы не разорвать, а выкрутить, установить причину и устранить ее. При замене бракованного болта, новый необходимо закрутить по заводской схеме и только после этого проверить на разрыв. При замене отдельно взятого болта остальные можно не откручивать.
PS: В современных двигателях автопроизводители отошли от практики применения повторной протяжки головки после ее ремонта и обкатки через 1-1,5 тыс. км пробега. Поэтому требования к одноразовой затяжке только возрастают.
А как делаете Вы? Поделитесь своим опытом.