На заводе "Прогресс" был выполнен большой объем работ по изготовлению и монтажу технологической оснастки для изготовления центрального блока "Энергии" (Ц блока). Общие затраты на расширение завода "Прогресс" по меркам того времени составляли полмиллиарда рублей.
Для цилиндрических секций и днищ баков применялись самые крупные заготовки из листового материала, подвергаемые необходимой механической обработке. Применение крупных заготовок обеспечивало снижение числа сварных швов. Всего на 2 баках было выполнено около 1-ого километра сварных швов. На заводе было смонтировано 34 технологических стапеля и стенда.
На низком сварочно-сборочном стапеле для сварки цилиндрических секций водородного бака поставляемые листы-плиты и листы-вафли проходили ультразвуковой контроль по всей площади листа. Контроль предусматривал обнаружение дефектов, закатанных в листе, неплотностей, включений.
После этого лист проходил:
- механическую очистку поверхности и обрезку;
- на валках закатывается по расчетному диаметру.
Панели устанавливались подгонялись на вертикальном стапеле сборки секций. После этого выполняется сварка продольных швов, то есть вертикальных швов.
Вертикальный сварочно-сборочный стапель:
Вертикальный сварочно-сборочный стапель(см фото 1 ) для сборки водородного бака представлял собой массивную конструкцию со сварным автоматом, которая соединяла все цилиндрические секции и сферические днища в единую конструкцию бака. Секции устанавливались вертикально и подгонялись по ширине. Подготовленная к сварке следующая секция подгоняется по периметру, находясь над первой секцией, и сваривалась поперечным швом. Шов кольца (после волков) вертикальный, пристеночный. Последовательно, секция за секцией, бак наращивается вертикально вверх цилиндрическими частями. В финале через шпангоуты сваривается и нижнее сферическое днище (см фото 1 и рис 2).
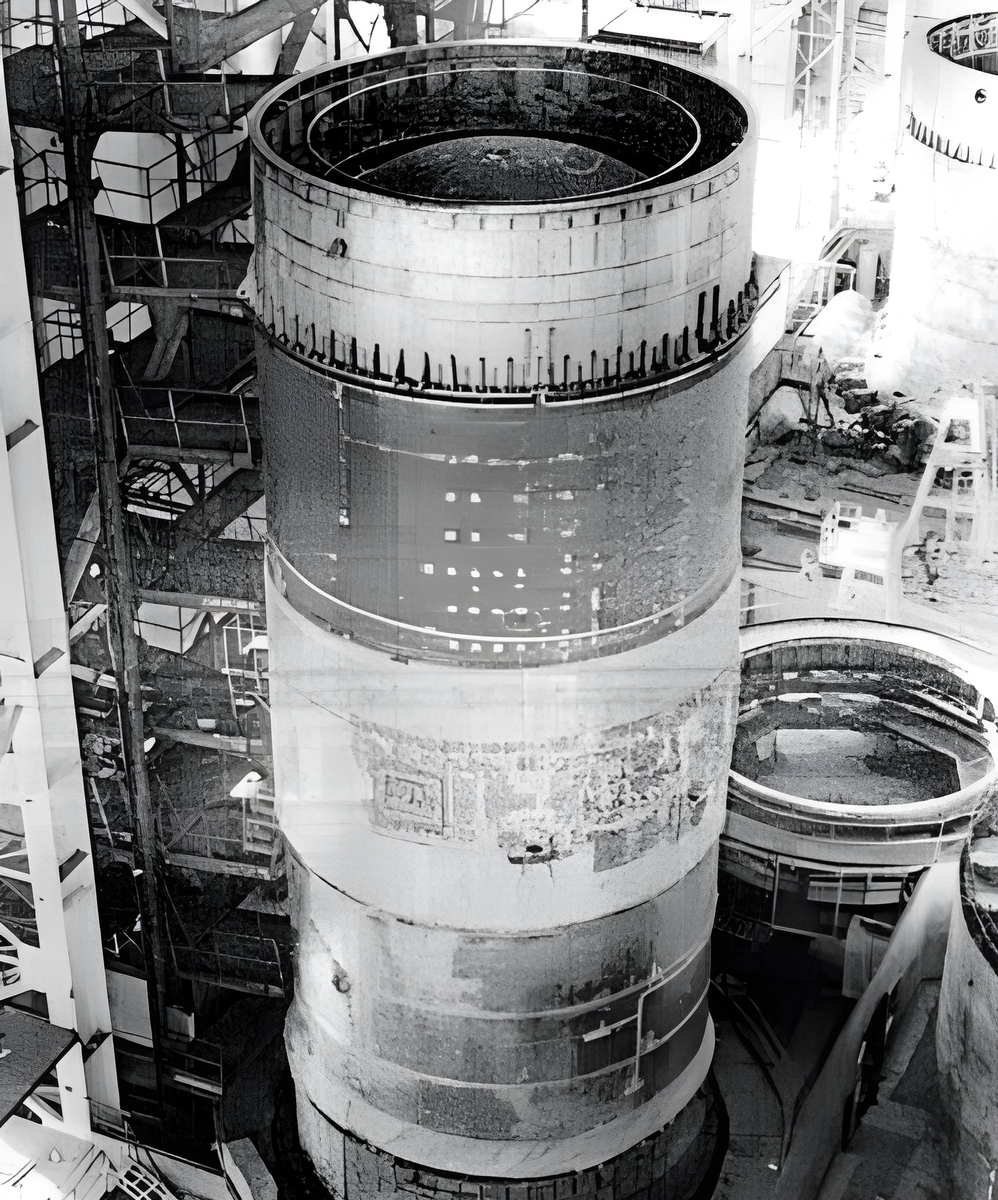
Контрольные испытания частей. Опрессовка водородного бака проводилась поэтапно. На расчлененных, то есть на поэтапно набранных баковых конструкциях с технологическими днищами. Испытания проводились в том же корпусе и на том же месте. На бак подавалась технологическая нагрузка сверху. Анализировались деформации бака на каждом этапе сборки.
Производство кислородного бака Блока Ц
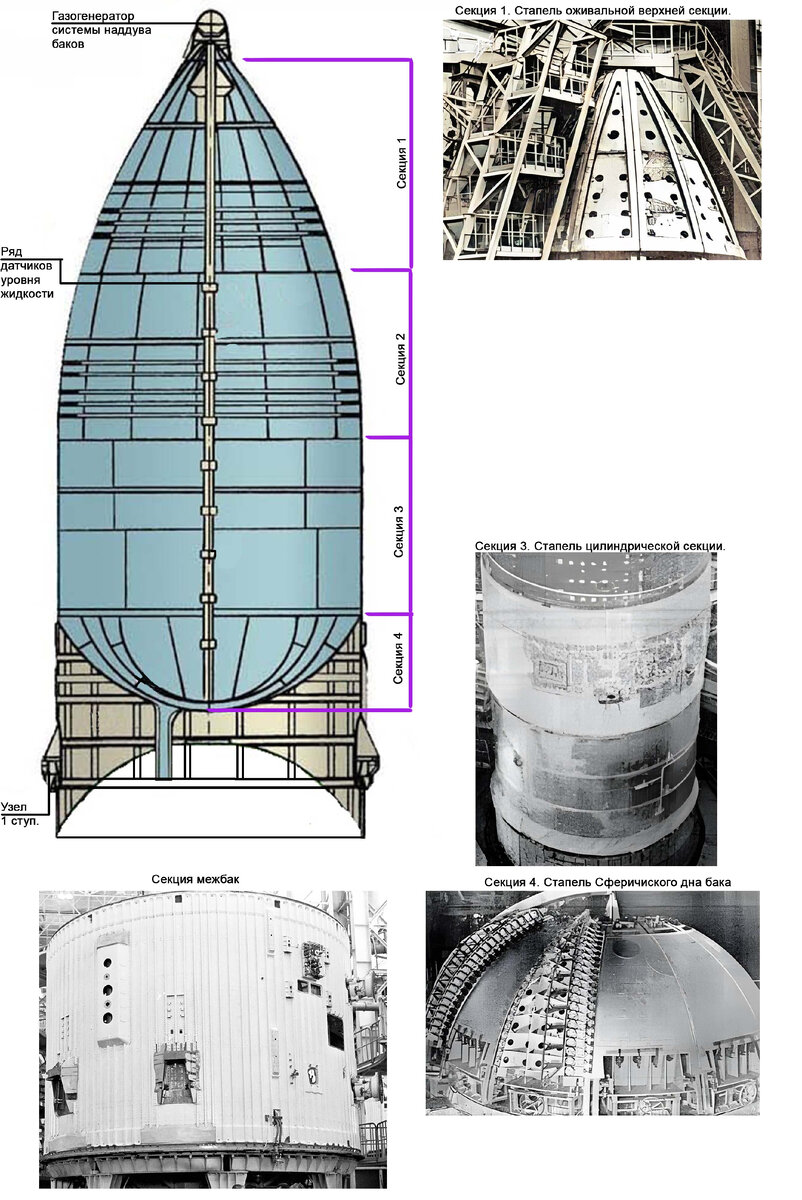
Кислородный бак изготавливался секционным способом и состоял из:
1) Секции Оживальной (обтекаемой) 1;
2) Секции Оживальной (обтекаемой) 2;
3) Cекции цилиндрической 3;
4) Секции эллиптической 4.
Секция межбаковая Ц блока (см. фото 2) транспортировалась отдельно.
Торцевание: После окончания операций сварки. Бак кислорода по торцевым шпангоутам торцевался механической обработкой на станке.
Выбор вертикальной технологии производства баков.
Топливные баки водорода и кислорода - это сварная конструкция из алюминиевого сплава 1201.
Наши передки показали, что менее рискованной с точки зрения возможности образования дефектов в сварном шве является сварка, когда шов располагается в горизонтальном положении и сварочная ванна расплавления металла находится ниже сварочной головки.
Однако при больших размерах свариваемых частей (см. фото 4), и в тоже время их малой жесткости. Горизонтальная сварка требует изготовления трудоемкой оснастки для заневоливания (выдержки под нагрузкой) свариваемых частей с целью сохранения геометрии деталей. Это также требует больших производственных площадей для размещения стапельного оборудования сборки баков в горизонтальном положении.
Поэтому Была принята технология весьма простая. Эта технология не требовала больших площадей и крупной оснастки. Суть ее заключалась в том, что наращивание секций баков проводилось вертикально вверх. От нижней секции к верхней. Бак рос в стапеле в высоту. Нижняя секция становилась базовой. Верхняя секция - кольцо - разжималось в пределах упругих деформаций и плотно насаживалось на нижнюю - базовую. Точность изготовления стыкуемых диаметров достаточно высокая - разность периметров стыкуемых кромок составляет не более 3 мм (+-3 мм). Эта технология избегала изменения геометрии, которая присуща горизонтальной сборке, но вынуждала искать методы и отрабатывать сварку так называемых "пристеночных" швов. (см. фото 4).
На этом же стенде вертикальной сборки производилось несколько вспомогательных операций фрезеровки свариваемых кромок секций, механосборочная обработки сварного шва.
Отдельные стапели. Монтаж секций.
На отдельных стапелях производилась сборка и сварка сферических и оживальных днищ (см. фото 5) с выполнением последовательных операций:
1) Сборки стапелей и закрепления на них сегментов обечаек;
2) Фрезеровка свариваемых кромок лепестковых секторов днищ;
3) Сварки без перезакрепления этих элементов стапелей/
Меридиональных швов (между сегментами в вертикальной плоскости)
Экваториальных швов (горизонтальных по кольцу)
Основным способом сварки определялась электроннолучевая сварка (ЭЛС), позволяющая получить соединения со свойствами, близкими к основному металлу. Качество сварки зависело от внешней среды, поэтому технологическим проектом оценивался вариант создания камер общего вакуумирования. Однако он был отвергнут из экономических соображений. Было принято направление создания электроннолучевых сварочных установок с локальным вакуумированием. Сварочная установка "Луч-4" и дальнейшие ее модификации "Луч-4М" и "Луч-4М2" с внедренной технологией сварки продольных сварных швов с вакуумированием позволили достичь высокого качества сварных швов цилиндрических секций бака водорода (см. фото 4.).
Трудности и устранение дефектов сварных швов.
В то время для создания высококачественных швов рассматривались варианты камер локального вакуумирования для сварки алюминия:
Как для сварки продольных и кольцевых швов:
А) Как для оживальных (обтекаемых) секций.
Б) Так и сферический днищ секций,
В) И круговых швов фланцев на этих оболочках
Наконец-то нашелся способ обойти все эти проблемы.
По итогу пришли к высокоскоростной импульсно-дуговой сварке плавящимся электродом в среде инертного газа гелия. По своим показателям этот вид сварки практически не уступал по качеству сварного шва ЭЛС под вакуумом. Эти виды сварок отрабатывались в тесном контакте с институтом имени Е.О. Патона. Отрабатывались приемы дополнительного "разглаживающего" прохода методом гелиево-дуговой сварки без присадки на малых токах.
Сварка патрубков и фланцев с оболочками. Свариваемые кромки предварительно выгибались, что позволяло в сочетании с ЭЛС до минимума снизить деформации днищ при сварке. Учитывая, что в процессе производства не исключались случаи повреждения оболочки баков и его элементов, проводились поисковые работы по созданию технологии их ремонта. Принимались смелые варианты ремонта с использованием сварки взрывом.
Для сварки поперечных отсеков (см. фото 7) применялась контактно-стыковая сварка на контактно-сварочной машине К-754. Машина позволяла сваривать шпангоуты сечением 35000 мм2 (реальное сечение шпангоутов - 25000). Применение этого вида сварки наряду с высоким качеством сварного шва сократило технологический цикл сварки в тридцать раз.
Про различные методы контроля качества сварных швов и прочности баков можно почитать в источнике.
Тепловая изоляция Блока Ц РН Энергия:
Нанесение теплоизоляции и теплозащиты производилось на специальном вращающемся стенде. В выделенном для этих целей изолированном помещении. Бак вращался в горизонтальном положении. А автоматическое устройство напыляло смесь на поверхность бака. Дозирование компонентов с контролем толщины наносимого слоя велось в расчетном режиме специальными устройствами.
После затвердения изоляции внешняя поверхность обрабатывалась профилированной игольчатой фрезой для доведения толщины покрытия до нужной величины. Обрабатывались и днища. См источник.
Камера чистоты.
Окончательно сваренный бак с нанесенной теплоизоляцией укладывался на ложементы стенда окончательной сборки баков для монтажа внутри баковых систем: гидросистем, пневмосистем, электросистем и пр. систем. Каждый бак окончательной сборки имел камеру чистоты. То есть специальную изолированную перегородками и перекрытиями зону помещения, к которой предъявлялись требования к чистоте . И работники могли получить доступ к бакам в этой камере только после стерилизации одежды вне камеры. Таковы были нормативные требования к этим зонам помещения.
Окончательная сборка Блока Ц РН Энергия:
Окончательная сборка Блока Ц РН из двух полублоков проходила на космодроме Байконур. В специальном монтажно-испытательном корпусе (МИКе) стартовой площадки 112.
На вертикальных стендах:
1) Монтировались и стыковались моторный отсек с двигателями.
2) На этом же стенде производилось наполнение жидкостью системы управления поворотом двигателей.
На горизонтальных стендах:
1) Монтировался первый полублок. Стыковались бак жидкого кислорода и межбаковый отсек (см. фото.10 и 11);
2)Производился окончательный монтаж систем первого полублока (см фото.12);
3)Производился окончательный монтаж моторной секции с двигателями.
4)Бак жидкого водорода стыковался с уже собранной моторной секцией (см фото 13 и 14).
5)Производился окончательный монтаж систем второго полублока: моторной секции и бака водорода.
Итоговая операция - стыковка двух полублоков:
Комплексные испытания :
Собранная центральная секция проходила комплексные испытания, проверяется работоспособность всех систем, после чего блок перегружается на грунтовую транспортировочную тележку и перевозится на общий стенд сборки с боковыми блоками. Об общем УКСС комплексный испытаний и проблемах развития водородных РБ можно посмотреть в моей статье об ИС-106.
Новые изменения в планировании после 2025 года:
1) Происходит сосредоточение на развитии небольшого маленького космодрома Восточный неподалеку от Тихого океана.
2) Происходит сосредоточение на перемещении производственных сил в дальние регионы страны. Ближе к космодрому Восточный.
3) Планирование и строительство новых испытательных станций стало рассматриваться неподалеку от космодрома Восточный.
Источники:
1)Собранные экземпляры РН Энергия
3) Баранов Д.А. Типовые решения в проектировании и конструировании 2020
4) Каргин Н.Т. Конструкция и проектирование. Ч.1