В статье раскрыты физические основы функционирования шунтов, их свойства и конструктивные особенности. Рассмотрены технологии изготовления шунтов и направления их совершенствования.
Научно-технический центр (НТЦ) «АРГО» – компания полного цикла, разработчик программно-технического комплекса (ПТК) «Арго: Энергоресурсы». Кроме того, в активе компании – более десятка патентов, в том числе на систему «квантового» погодозависимого регулирования, окупаемость которой не превышает двух отопительных сезонов, на автономную систему диагностики «Экспресс-Аларм» на базе IoT-решений, позволяющую автоматизировать значительную часть работы медицинского персонала. Ведутся работы по созданию линейной системы генератор/двигатель с плавающими поршнями, имеющей рабочее название «Тянитолкай», над инновационной круглогодичной теплицей с вертикальными грядками, полностью российской электроникой и ПО, а также многим другим.
В I квартале 2024 года предприятие планирует внести токовые шунты своего производства в Реестр российской радиоэлектронной продукции (РЭП) Минпромторга. Но уже сегодня данными компонентами заинтересовался ряд производителей приборов учета. Компания «АРГО» не только ведет переговоры и заключает договоры поставки, но и готова разрабатывать изделия под конкретные требования партнеров.
Материалы и технологии изготовления
Шунт представляет собой устройство, позволяющее току течь в обход какого-либо участка электросхемы. По сути, это низкоомный резистор – с сопротивлением в десятки миллиом и меньше. Столь ничтожно малая величина не оказывает значительного влияния на измерительную цепь. С точки зрения выполняемых шунтом преобразований его можно отнести к группе линейных фильтров для низких частот, потому что он вносит искажения в исходный сигнал за счет подавления высокочастотных компонентов.
Конструктивно токовый шунт состоит из двух частей – резистивной и контактной, имеющей два потенциальных и два токовых контакта (рис. 1). Материалами для изготовления устройств служат алюминий, манганин (прецизионный сплав с небольшим температурным коэффициентом сопротивления на основе меди с добавкой марганца и никеля) и константан (термостабильный медно-никелевый сплав).
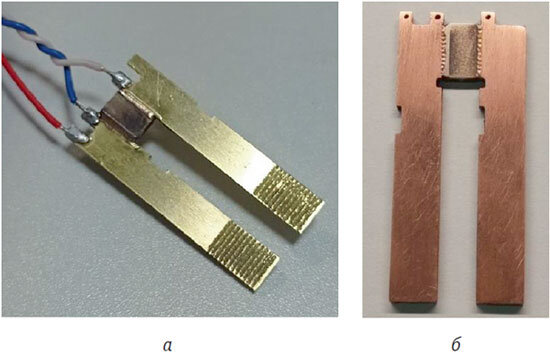
Рис. 1. Токовые шунты из разных материалов: а – из константана; б – из манганина
Востребованность шунтов объясняется их преимуществами перед трансформаторами и другими статическими преобразователями. Работа шунта не зависит от того, какой ток подается – переменный, постоянный или импульсный, он обладает неизменностью коэффициента преобразования в широком диапазоне частот и способностью сохранять форму кривой тока, подлежащего измерению.
Как и положено проводнику, на участке цепи токовый шунт работает по закону пропорциональности силы тока и электрического напряжения (закон Ома). Если частота тока возрастает значительно, то на низкоиндуктивных шунтах сопротивление меняется, а на высокоиндуктивных (из манганина и константана) остается постоянным (рис. 2).
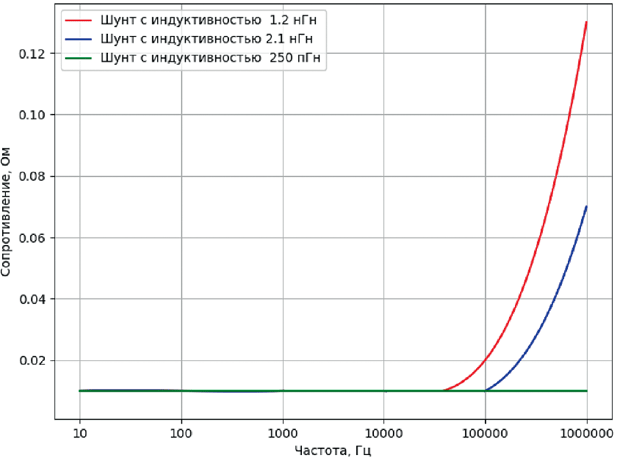
Рис. 2. Зависимость сопротивления токового шунта от частоты тока
При работе токового шунта в электрической цепи образуется путь с низким сопротивлением, тем самым обеспечивается протекание через шунт некоторой части общего тока. Измеряя ее величину, мы получаем представление о протекающем в цепи общем токе. Таким образом, шунт дает возможность точно и безопасно измерять значительные величины тока без вреда для чувствительных измерительных устройств. Сопротивление меняется и при изменении температуры токового шунта. Изменение сопротивления находится в зависимости от используемого материала. Например, сопротивление шунта из алюминия при нагревании выше 100 °C увеличивается, а для шунта из манганина оно остается практически неизменным (рис. 3).
Рис. 3. Зависимость сопротивления токового шунта от температуры
Ниша производства токовых шунтов стремительно развивается во всем мире. Не отстает и российская промышленность, тем более что сегодня потребность в российской продукции значительно возросла. Развиваясь с учетом этих факторов, НПЦ «АРГО» наращивает производственные мощности, а также совершенствует технологии и производственные линии. Специалисты компании работают над повышением точности и надежности токовых шунтов, уменьшением их веса и размеров, одновременно стремясь сохранить важное преимущество продукции: наилучшее соотношение цены и качества.
При этом важно понимать, что производство токовых шунтов на российских предприятиях имеет свои особенности, которые связаны как с имеющимися технологиями и наличием необходимых для изготовления этих устройств материалов, так и со стандартизацией и техническим регулированием в этих областях.
Сегодня методы производства шунтов в России включают использование передовых технологий литья, а также обработки материалов и точного измерения параметров производимых изделий. Применение специальных материалов, таких как упомянутый выше манганин, определяет высокую точность, эксплуатационную технологичность и долговечность продукции. Производство токовых шунтов из манганина возможно благодаря использованию специализированных технологий лазерной и металлообработки, а также электротехнологий.
Один из этих методов – прессование (или штамповка) специальных металлических полос для придания шунтам требуемой геометрической формы, что осуществляется с помощью пресс-форм, или штампов. Для получения шунта нужной формы материал подвергается деформации (сжатию). После штамповки для достижения гладкой поверхности шунта, соблюдения точных размеров и формы используются различные технологии механической обработки, например фрезерование и (или) точение.
Для соединения различных металлических элементов используется пайка. Например, пластины изделия запаиваются в медные наконечники для создания электрического соединения.
Рис. 4. На производственном участке подготовки токовых шунтов
На производственной площадке НТЦ «АРГО» при изготовлении токовых шунтов используются самые передовые лазерные технологии обработки. В их числе:
- лазерная резка для получения изделий нужных размеров и формы из металлических полос или листов;
- лазерное сверление для создания на металлических деталях шунта отверстий малых диаметров;
- лазерная сварка/спекание для соединения металлических деталей шунта между собой;
- точнейшая лазерная обработка поверхностей шунта и его краев;
- лазерная маркировка изделия.
Применение лазерных технологий при производстве токовых шунтов обеспечивает высокую точность и качество обработки материала, что значительно увеличивает эффективность работы этих устройств в электрических цепях.
Следующий этап производства включает химические и механические технологии обработки поверхности для удаления остаточных загрязнений или окислов. Часто при производстве шунтов применяются технологии термической обработки, например, нагрев для устранения напряжений или для улучшения электротехнических шунтов. На завершающей стадии изготовления выполняется калибровка шунтов, а также проверка их качества и соответствия требуемым характеристикам.
Основные требования к техническим характеристикам шунтов, их производству, использованию в рабочих процессах и при измерениях, процессам их изготовления, менеджменту качества и другим аспектам, связанным с токовыми шунтами, определяются комплексом международных и российских нормативных документов, в числе которых следует назвать IЕС 60044‑1:2003 (ГОСТ IEC 60044‑1-2013) по измерительным трансформаторам; ГОСТ 30012.1-2002 и ГОСТ 8042‑93 по электроизмерительным аналоговым показывающим приборам прямого действия и вспомогательным частям к ним; ИСО 857‑1:1998 (ГОСТ Р ИСО 857‑1-2009) и ГОСТ 15878‑79 по сварке и родственным процессам; ISO 9001:2015 (ГОСТ Р ИСО 9001-2015) по управлению качеством и эффективному менеджменту, а также «Методику поверки» (МИ 1991-89) на шунты постоянного тока.
Заключение
НТЦ «АРГО» имеет все необходимые составляющие для разработки и изготовления современных, точных и эффективных токовых шунтов: научно-исследовательский потенциал, необходимые материалы, оснастку и производственные мощности, отлаженное сертифицированное производство, систему качества и высококвалифицированный персонал.
Статья опубликована в журнале «ИСУП»
Статья на сайте журнала >>



















