
Очень долго мне не удавалось найти ни на немецком, ни на английском языке полноценного описания технологического процесса, использовавшегося при изготовлении пластмассового кузова автомобиля Sachsenring Trabant. Я уже затрагивал этот вопрос в коротком посте, однако очень многие моменты тогда всё ещё оставались для меня непонятными. Каково же было моё удивление, когда статью с краткой, но вполне достаточной для понимания темы информацией я обнаружил... в советской периодике - журнале "Автомобильная промышленность", №8 за 1961 год.
Оказалось, что в дожигулёвскую эпоху наша автомобильная промышленность испытывала огромный интерес к внедрению новых материалов для производства кузовов, включая дуропласт и стеклопластик. В связи с чем активно собирала и анализировала всю доступную информацию по данной теме.
Так же как и в исходной статье, для которой тема дуропласта - лишь одна из многих, я постараюсь рассказать не только о технологии производства кузова "Трабанта", но и о перспективах использовавшегося при этом материала и его аналогов в целом. Особый упор сделан на развитии тезисов упомянутого выше поста, касающихся недостатков дуропласта в качестве материала для массового производства, которые помешали ему получить более широкое распространение, а объёмам выпуска "Трабанта" - достичь уровня, который позволил бы ему стать действительно безо всяких оговорок "народным" автомобилем.
Конструкция кузова
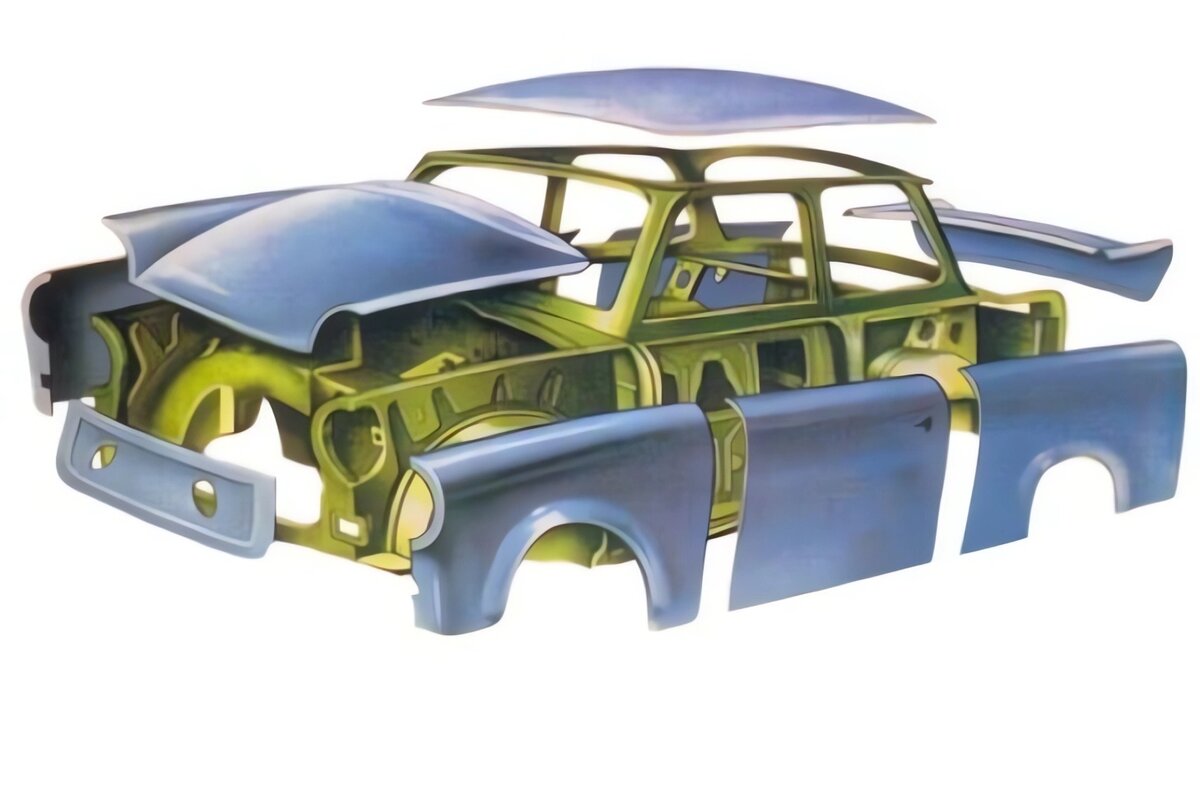
В первую очередь отмечу - хотя постоянные читатели канала это наверняка уже знают - что кузов автомобиля "Трабант" не был полностью пластиковым: более точно его можно описать как каркасно-панельный, со штампованным стальным каркасом и девятью пластиковыми облицовочными панелями, крепящимися к нему при помощи винтов, шурупов и заклёпок: крыша, передние и задние крылья, наружные панели дверей, капот и крышка багажника. У показанного выше кузова более поздней модели P601 добавлялась десятая панель - решётка радиатора.
Что касается металлического каркаса - то он особого внимания не заслуживает, поскольку выпускался по традиционной для автомобилестроения технологии: сваривался из штамповок. Причём, судя по фото с производства, в значительной степени даже не контактной точечной, а газовой сваркой (вероятно, она использовалась для усиления наиболее ответственных швов, как это часто делалось в те годы).
После его бондеризации (фосфатирования) и нанесения грунта в местах прилегания пластиковых панелей прокладывалась лента опаноловой мастики (материал на основе полиизобутилена, использовался в войну в качестве поглощающего радиоволны покрытия корпусов подводных лодок) сечением 2х20 мм - которая служила в качестве аналога прошвы, герметизирующей стыки и защищающей покрытие каркаса кузова от истирания. Вот, в общем-то, и всё, что о нём можно сказать.
Дуропласт
Маленькое лингвистическое отступление: мне неоднократно говорили, что якобы правильно говорить "дюропласт", а не "дуропласт". Позволю себе не согласиться с этим утверждением. Во-первых, по-немецки это слово читается именно на "ду-", без смягчения - и учитывая, что именно такой вариант широко укоренился в русском языке ещё с советских времён, не вижу смысла искажать его в угоду субъективному "благозвучию". А во-вторых - сегодня "дюропластом" называют совсем другой пластик, из которого делаются сиденья для унитазов (иронично, да) и который вообще никакого отношения не имеет к ГДР-овскому дуропласту.
И ещё одно замечание: формально в немецком языке "дуропластами" (Duroplaste) называется не конкретный материал, а весь класс термореактивных пластиков - включая, скажем, бакелит, галалит и эбонит. Хотя, судя по всему, это устаревшее словоупотребление. Несмотря на это, я буду использовать это слово так, как это уже давно стало традиционным в историческом контексте - в качестве названия использовавшегося в ГДР материала. Просто имейте в виду, что это не "торговая марка" или что-то подобное.
Дуропласт являлся композитным материалом, разновидностью армированного термореактивного пластика на основе отходов текстильного производства: штрибса (хлопковые очёсы), линта (отходы от переработки хлопка) и волокон из хлопчатобумажного вторсырья. В качестве связующего в нём выступали порошкообразные фенол-формальдегидные смолы, которые в процессе горячего штампования пропитывали волокна хлопка и спекались, превращаясь в твёрдый ударопрочный пластик красно-коричневого цвета с характерной "бакелитообразной" текстурой.
Стоит отметить, что технология его производства совершенствовалась со временем, так что приведённые ниже иллюстрации могут не иметь прямого отношения к описанному в статье техпроцессу, существовавшему на рубеже 1950-х и 1960-х годов. Так, фотографии из Музея "Хорьх" в Цвикау и кадры из телефильма относятся к существенно более позднему периоду, а чёрно-белые снимки из Бундесархива - к более раннему.
Перечисленные выше текстильные отходы перемешивались друг с другом на трепальных машинах и формовались в тонкое широкое нетканое полотно, которое в статье уподобляется разреженному ватилину (самый плотный и дешёвый сорт ватина, который использовался для утепления зимней одежды). Это полотно непрерывно подавалось на ленту конвейера, где укладывалось слоями и при этом автоматически пересыпалось порошкообразной смолой.
Конечным результатом этого процесса был рулонный материал под названием "флиз" (не путать с тканью под названием флис !), состоявший из 80 слоёв нетканого хлопкового полотна с прослойками из порошкообразной смолы. Листы флиза уплотняли пропусканием через вальцы, получая в результате более тонкий и плотный материал, непосредственно пригодный для горячей штамповки (сегодня подобные полуфабрикаты называют "препрегами", от pre-impregnated - "предварительно пропитанные").
Далее эти листы раскраивали дисковыми ножницами по накладным шаблонам, получая заготовки для конкретных кузовных панелей. Да, не удивляйтесь, в разных источниках этот полуфабрикат выглядит по-разному: то в виде толстого рыхлого мата, похожего на простую грязную вату, то тоненький лист, скорее смахивающий на войлок; видимо, имели место те самые изменения в технологии. Так или иначе, раскроенные заготовки поступали в прессовый цех, где их равномерно укладывали на поверхность матрицы (неподвижной нижней части пресс-формы):
Прессование осуществлялось в гидравлических прессах на пресс-форме с чугунным корпусом, бронзовой либо стальной матрицей и эластичным пуансоном из резины (верхней частью пресс-формы, непосредственно осуществляющей выдавливание). Таким образом, процесс представлял собой разновидность так называемой штамповки эластичными средами. Последнее позволяло серьёзно сэкономить на стоимости и трудоёмкости изготовления оснастки, хотя резиновый пуансон наверняка требовал периодической замены из-за износа. Не могу не отметить, что с высокой вероятностью основа этого техпроцесса, а возможно - и значительная часть задействованного в нём оборудования, изначально происходили от разработанной историческим предшественником "Саксенринга", компании DKW, технологии штамповки кузовных деталей из фанеры. Которой на смену и пришёл дуропласт.
Температура в ходе процесса штамповки составляла 160° С, удельное давление в прессе - 40 кг/кв. см, толщина получаемых в результате панелей - 3 мм. Прямо это не указано, но судя по всему нагрев осуществлялся, как это обычно и делается при горячей штамповке, пропусканием через каналы пресс-формы либо перегретого пара, либо перегретой воды; а охлаждение, соответственно - холодной воды.
Полный технологический цикл формования отдельно взятой панели - закладка заготовки, формовка, выдержка, охлаждение, съем - занимал 12...13 минут. И это очень много по меркам массового производства - что, как я уже указывал в предыдущем посте на эту тему, являлось одним из существенных недостатков данной технологии, если не главным. Для сравнения - на МЗМА аналогичная кузовная панель изготавливалась из стали за 4-5 последовательных операций, вместе занимавших всего 2 с небольшим минуты. Правда, с одним нюансом - использование пластика позволило несколько уменьшить само по себе количество панелей; но полностью проблемы это не решало.
На этом же этапе осуществлялась запрессовка в пластмассовые панели закладных деталей, служащих для их усиления и крепления к стальному каркасу кузова - например, показанных на схеме алюминиевых крепёжных планок. Их использование несколько облегчало сборку кузова, поскольку без них крепить к каркасу не имеющие фланцев пластиковые панели во многих случаях было бы крайне неудобно.
После прессования заготовки извлекались из пресс-формы - при этом по краям на них оставалось очень много облоя, который удалялся вручную на ленточных пилах (и, видимо, сразу же шёл на вторичное использование). Тогда же в них пробивались или сверлились необходимые отверстия, а также осуществлялись прочие операции механической обработки. Готовые обрезанные панели проверялись на правильность соблюдения геометрии "в специальных объёмных приспособлениях" (кондукторах) и далее подавались на сборочный конвейер, где устанавливались на металлический каркас:
Так как получаемые из дуропласта панели по технологическим причинам имели прямые торцы без развитых фланцев, их крепление к каркасу было достаточно сильно затруднено. К примеру, наружные облицовки дверей крепились на заклёпки по нижнему краю и на шурупы по верхнему - причём головки последних перекрывала алюминиевая декоративная накладка-молдинг, а к торцам дверей - при помощи закладной арматуры в виде алюминиевых планок Г-образного сечения и опять же шурупов, головки которых скрывались за резиновым уплотнителем проёма. На P601 крепление многих кузовных панелей несколько упростили, но оно всё равно осталось неудобным с точки зрения массового производства.
Отмечу, что при сборке требовалась довольно существенная подгонка панелей "по месту" - например, зазоры между ними проходили ручной электрофрезой для обеспечения их равномерной ширины. Некоторые панели, например капот и крышка багажника, не имели полноценного металлического внутреннего каркаса, вместо чего использовались простейшие трубчатые распорки-усилители - ещё одна мера упрощения и удешевления. Дальнейшие сборка, окраска и оборудование кузова осуществлялись в целом так же, как и в случае обычного цельнометаллического.
Был, впрочем, и один существенный нюанс: в готовом виде дуропласт не выдерживал нагрева до высокой температуры - начинал коробиться. Поэтому все связанные с нагревом технологические операции, включая сушку эмали, осуществлялись при температуре не выше 100° С, а сами наружные кузовные панели при этом фиксировались специальными распорками во избежание деформации. Это также вынуждало использовать для окраски пневматическое распыление специального сорта синтетической алкидной эмали, который запекался при пониженной температуре (обычные синтетические эмали тех лет нужно было запекать при 180° С; судя по всему, речь идёт о добавке к эмали какого-то катализатора / ускорителя полимеризации, вроде "контакта Петрова", как это делалось при окраске в гаражных условиях).
Применить для окраски пластикового кузова более прогрессивные методы - вроде электростатического нанесения - не представлялось возможным, по самоочевидным причинам (пластик является диэлектриком; сегодня это не считается проблемой, но судя по всему в те годы нужных для его окрашивания в электростатическом поле технологий ещё не было разработано).
Проблемы и перспективы
И тут мы подошли к тому, что во многом и является ответом на заданный в моём более раннем посте вопрос: почему дуропласт так и не нашёл более широкого применения в автомобилестроении ?
В первую очередь отмечу, что автор цитируемой статьи в целом занимал достаточно критическую позицию в отношении перспектив освоения кузовов из пластика в массовом производстве - а сама статья по тону резко контрастирует с господствовавшим у нас в начале шестидесятых годов несколько "розовоочковым" взглядом на этот класс материалов. И если с оптимистической версией перспектив внедрения пластика в советском автомобилестроении я уже познакомил читателя в своей статье в жанре "альтернативной истории", то здесь я приведу во многом противоположную, "пессимистическую" картину.
Для начала, пластиковый кузов обходился в производстве дороже, чем цельнометаллический - хотя в статье и указано, что его массовое производство "в ГДР считается целесообразным", видимо главным образом из-за достигаемой при этом экономии металла (поставки которого в ГДР были под санкциями). Вероятно даже - намного дороже: для стеклопластика расчёты показали примерно вдвое большую стоимость производства кузова по сравнению с аналогичным стальным, с учётом материала; для дуропласта она была заметно ниже за счёт более дешёвого сырья, но всё же.
Связано это было в первую очередь с большими затратами труда и в целом низкой эффективностью техпроцесса. Про длительность и трудоёмкость самого по себе изготовления дуропластовых кузовных панелей, ограничивавшие объёмы их производства, уже говорилось. Однако крайне трудоёмким был и процесс их ручной установки на каркас кузова, практически не поддававшийся автоматизации - в отличие от сварки стального кузова, которую уже тогда начинали широко автоматизировать за счёт внедрения многоэлектродных сварочных машин и подобной техники. Попытки внедрения клеевого соединения пластикового "обвеса" с металлическим каркасом на тот момент успеха не имели (к тому же это резко снизило бы ремонтопригодность, которая была одним из существенных преимуществ "Трабанта" с точки зрения эксплуатации). Судя по всему, не была такой уж дешёвой и шедшая на производство этого пластика фенолформальдегидная смола - что не компенсировалось даже использованием, по сути, бросового материала в качестве наполнителя.
Также автор журнальной статьи вполне справедливо указывал на то, что технология изготовления пластиковых кузовных панелей кардинально отличалась от использовавшейся на существующих автомобильных заводах, так что переход на неё потребовал бы их полного переоснащения. При этом практически исключалась возможность постепенного перевода кузовного производства на пластик, на что возлагали большие надежды в те годы (например, на автомобиле существующей модели вместо стального капота начать устанавливать пластиковый, а далее - последовательно вытеснять металл из его конструкции). Для этого потребовалось бы на одном автозаводе поддерживать сразу две полноценные, никак не пересекающиеся друг с другом, технологические цепочки - по изготовлению металлических и пластиковых кузовных панелей, что было бы крайне неудобно и на практике по сути нереализуемо. Так что мечта выпускать тот же самый условный "Москвич" на том же самом заводе, постепенно заменяя его наружные кузовные панели на пластиковые, оказалась именно что мечтой.
Сами немцы отчасти избежали этой проблемы как раз за счёт того, что пластиковыми были все наружные панели кузова "Трабанта" - а каркас намного проще в производстве за счёт сравнительно несложной формы деталей и более низких требований к качеству их поверхности. В целом же улучшить ситуацию могло бы лишь появление пластмассы, пригодной для обработки по той же самой технологии, что и листовой металл - холодной штамповкой - и имеющей сравнимый со сталью порядок прочности, что позволило бы сохранить заложенную в конструкции существующих штампов толщину детали (0,8 мм в случае наружных панелей). Такой пластмассы не создано по сей день.
Выгода в массе кузова по сравнению с аналогичным цельнометаллическим при этом составляла всего 14 кг - что, в частности, полностью обесценивало имевшиеся в те годы ожидания достижения существенной экономии топлива за счёт внедрения пластиковых кузовов. Это и понятно, поскольку общая масса дуропластовых панелей кузова "Трабанта" составляла всего 32 кг.
Кроме того, дуропласт оказались непригоден для изготовления деталей, имеющих большую глубину вытяжки ("пухлых"), протяжённые горизонтальные участки (вертикальные в ходе самой штамповки - т.е. перпендикулярные плоскости разъёма пресс-формы) и резкие переходы поверхности (то есть, плохо подходил для изготовления как раз входивших в те годы в моду кузовных панелей "гранёных" форм, со сложной пластикой и чёткими рёбрами на поверхности). Именно эти ограничения во многом и задали специфическую форму кузова "Трабанта", спроектированную в соответствии с возможностями использованных при его изготовлении материала и технологического процесса. Например, панель приборов так и не получилось изготовить из дуропласта, и на ранних автомобилях она была металлической (на более поздних - заменена на пластмассовую, но из обычного пластика типа ABS, а не дуропласта). Также на тот момент не имела решения задача выполнении на дуропластовых деталях отбортовок-фланцев, что могло бы резко упростить процесс сборки.
Думаю, теперь читателю должно быть понятно, почему практически все проекты автомобиля на смену "Трабанту", подразумевавшие сохранение технологии производства кузова из дуропласта, имели, скажем так, довольно специфичный дизайн - этот материал резко ограничивал возможности их создателей.
Наблюдалась и масса проблем с технологической организацией процесса окраски, некоторые из которых уже были обрисованы выше. В ряде случаев при изготовлении облицовки кузова из пластика могло бы потребоваться даже окрашивать её отдельно от каркаса и устанавливать в готовом виде - как это делал "Ситроен" со стеклопластиковой крышей модели DS. Это, однако, было очень неудобно с точки зрения производства, так как требовалось обеспечить аккуратную транспортировку и установку окрашенных панелей, что при массовом выпуске практически недостижимо для всего кузова сразу.
В случае организации производства частично пластиковых кузовов на автозаводе, ранее выпускавшем металлические, таких проблем было бы ещё намного больше - например, резко усложнялась логистика собираемого кузова по территории предприятия из-за невозможности фосфатирования его металлического каркаса вместе с пластиковыми панелями (при нормальной технологии полностью собранный кузов в сборе с навесными панелями фосфатировался и грунтовался погружением на одной и той же технологической линии, оставаясь при этом на одних и тех же подвесах - после чего сразу же шёл на окраску). В этом случае кузов сначала пришлось бы фосфатировать в сборе с металлическими навесными панелями, затем снимать с подвесов, везти обратно на сборочный участок для установки пластиковых деталей, возвращать на линию окраски, и лишь после этого - грунтовать и красить (или же втискивать второй сборочный конвейер где-то между фосфатированием и грунтованием).
Наконец, восточногерманский опыт чётко показал излишнюю оптимистичность имевшегося в те годы мнения о том, что массовое производство пластиковых кузовов будет совсем простым и дешёвым - доступным чуть ли не любому небольшому заводику, вроде той же Северодонецкой авторембазы, как раз тогда взявшейся за выпуск стеклопластиковых "Старта" и, позднее, "Зари". Напротив, ещё в 1961 году автору цитируемой статьи было ясно, что:
...для изготовления панелей кузова из пластмассы в крупном масштабе требуется хорошо оснащенное специализированное производство, крупные заготовительные и формовочные цехи с технологическим процессом, значительно отличающимся от обычных технологических процессов на автозаводах.
А значит - в любом случае не обойтись без серьёзных капитальных вложений в переоснащение отрасли новым технологическим оборудованием, причём по-своему сложным и разнообразным. И всё это - без чёткого представления об экономической целесообразности подобного мероприятия, поскольку "в нашей стране при проводимых экспериментальных работах мало внимания уделяется отработке технологии, пригодной для массового производства". Увы, но эксперименты с выклеиванием "на коленке" штучных экземпляров автомобилей, или даже выпуском их малой серией, мало что давали с этой точки зрения:
Несмотря на все вышеописанные проблемы, автор статьи всё же указывал, что использование пластика в кузовостроении могло бы быть целесообразно и продуктивно даже при тогдашнем уровне технологий в этой области. Предлагалось пока что ограничиться его применением только для изготовления малыми сериями специализированных модификаций на базе существующих моделей автомобилей - таких, как универсалы, фургоны и пикапы, производство которых на обычном автозаводе нерационально, "так как при этом в какой-то мере нарушается специализация производства и ухудшаются экономические показатели работы завода". А для этого - вынести производство таких модификаций с автозаводов на отдельные специализированные предприятия, которым автозавод поставлял бы только готовое шасси. И уже на основе полученного при этом опыта решать вопрос о массовом внедрении пластиков в более широкую практику.
По сути, речь идёт о той же самой схеме кооперации, по которой деревообрабатывающее предприятие в московских Филях выпускало деревянный фургончик-"буратино" на базе поставлявшихся МЗМА шасси "Москвича-400"; да и за рубежом производство подобных модификаций зачастую было налажено именно подобным образом. Главным преимуществом пластика при этом являлась бы скорость и дешевизна изготовления производственной оснастки. Например, единственной сложной в изготовлении деталью оснастки для выпуска дуропластовой кузовной панели являлась матрица - поскольку пуансон выполнялся эластичным и сам собой принимал нужную форму при штамповке; в то время, как пресс-форма для стальной панели состоит из матрицы и точно подогнанного к ней пуансона вытяжного штампа - а частенько включает в себя и ещё несколько дополнительных штампов для последующих технологических операций, поскольку сложные стальные панели как правило штампуются не за один приём.
В свою очередь, за счёт более быстрого и менее затратного изготовления штамповочной оснастки на хорошо оснащённых специализированных предприятиях можно было бы "рассчитывать на более быстрое внедрение разнообразных модификаций кузовов, чем это может быть достигнуто на автозаводах, выпускающих стальные кузова".
В этом направлении был сделан и первый практический шаг - около 1957 года на базе "Москвича" 402/407 был построен опытный универсал со стеклопластиковой надставкой в задней части кузова, внешне очень похожий на будущий "Москвич-423". Видимо, прорабатывался вариант производства данного автомобиля по описанной выше "распределённой" схеме - но что-то пошло не так, и в итоге модель была освоена (причём с огромными проблемами) самим МЗМА в цельнометаллическом варианте.
Наконец, в статье содержится рекомендация обратиться к восточным немцам с предложением о сотрудничестве в данной области. А также рассмотреть иные варианты повышения срока службы автомобильных кузовов помимо перехода на пластики - например, использование стального листа с цинковым покрытием и "нанесение слоя пластмассы на стальной лист" - иными словами, внедрение стального листа с полимерным защитным покрытием, по типу цинкрометалла. Что, конечно, можно считать по-своему пророческим предложением...
Итого
В завершение могу лишь повторить ранее мной уже сказанное: дуропласт был для автопрома ГДР одновременно и благословением, и проклятьем. Это тот самый случай, когда даже не знаешь, что хуже - находиться в технологической зависимости от иностранцев, но при этом иметь возможность модернизации за счёт использования мирового опыта, или делать всё до такой степени по-своему, что твоё производство становится почти совершенно изолированным.
Небольшое предприятие, использующее уникальный технологический процесс - это в отдалённой перспективе практически всегда приговор, поскольку ему крайне сложно поддерживать конкурентоспособность своей продукции на должном уровне. И даже при социализме игнорировать это можно было лишь до определённого предела - особенно учитывая далеко не нулевой приток в ГДР относительно новых западных автомобилей, дававших населению возможность наглядно сравнивать успехи местного автомобилестроения с заграничным.
И если в сороковые-пятидесятые годы возможностей этого предприятия, рассчитанного на выпуск порядка 100 тыс. машин в год, ещё могло казаться вполне достаточно для того, чтобы постепенно насытить рынок недорогим и доступным для потребителя автомобилем (до войны в объединённой Германии продажи легковых автомобилей не выходили за пределы 200 тыс. в год) - то уже в следующем десятилетии автомобилизация в Западной Германии резко рванула вперёд, оставив ГДР в положении безнадёжно отстающего.
Выпуск автомобиля по принятой для "Трабанта" технологии требовал крайне специфического набора оборудования, значительная часть которого была в большей степени похожа на используемое в лёгкой промышленности, чем в автомобилестроении, а то и вовсе уникальна, в том числе - унаследована от довоенного периода, скорее всего без возможности экономически целесообразного воспроизведения в современных на тот момент условиях. Вся технологическая цепочка - от обработки сырья и изготовления полуфабрикатов для штамповки до окончательной сборки автомобиля - была расположена на территории одного предприятия, делая производственный процесс крайне громоздким.
Любая попытка существенного повышения производительности отдельно взятого технологического процесса - например, штамповки панелей или конвейерной сборки - сразу же упёрлась бы в ограниченные возможности остальных звеньев цепочки. Хотя советских товарищей больше беспокоило то, что обычный автозавод пришлось бы полностью переоснащать для работы с дуропластом, это работало "в обе стороны": на заводе, построенном для производства "Трабанта", можно было выпускать только "Трабант" - или крайне похожую на него по приёмам изготовления машину. Что практически полностью убивало мотивацию к созданию принципиально новых конструкций, или хотя бы глубокой модернизации существующей.
Сам по себе технологический процесс также производит не самое лучшее впечатление с точки зрения эффективности и производительности. И опять же - для того времени, когда эта технология только создавалась, она выглядела в целом уместно, но уже в семидесятые-восьмидесятые годы какая-нибудь обрабатываемая рабочими вручную на ленточнопильном станке и приклёпываемая к каркасу кузова молотками крыша скорее вызывала недобрую улыбку. Можно придти к выводу, что именно низкая технологичность и высокая себестоимость производства кузова вынуждали добиваться требуемой относительно низкой стоимости продукции в целом за счёт максимального упрощения и удешевления её "начинки", а впоследствии - длительного жизненного цикла модели.
Для дальнейшего развития требовалось либо своими силами радикально модернизировать все аспекты существующего производство от начала и до конца, например - перейдя на более технологичные и производительные виды композитных материалов, либо вообще полностью отказаться от оригинальной технологии и начать делать "как все". Ни на один из этих вариантов ресурсов в народном хозяйстве ГДР в итоге так и не нашлось.
P.S.
Не могу не отметить, что в НАМИ был разработан отечественный аналог дуропласта - сухой рулонный полуфабрикат на основе льняных волокон и фенольной смолы марки АП-65-101. Была даже спроектирована, а скорее всего также изготовлена и опробована, опытно-промышленная линия по производству деталей из него для Запорожского автозавода. Но широкого распространения он так и не получил - в отличие от своих "двоюродных братьев", препрегов АП-66-151, АП-70-151 и подобных им предварительно пропитанных стеклопластиковых полуфабрикатов на полиэфирной смоле, которые имели намного лучшие прессовочные свойства и в итоге нашли применение, пусть и в других отраслях промышленности - вроде мебельного производства:
Технология штамповки препрега принципиально мало отличалась от использовавшейся для дуропласта, но велась при более низкой температуре и с намного более высокой скоростью (около 1 минуты на 1 мм толщины - но это, вероятно, только само "запекание", без учёта загрузки сырья, остывания, выемки и т. п. вспомогательных операций). Кроме того, важным преимуществом было то, что препрег производился на сторонних предприятиях и на штамповочное производство поступал уже в готовом виде - а значит, с автозавода полностью устранялась значительная часть технологической цепочки, связанная с трудоёмким производством сырья. Для соединения пластиковых панелей друг с другом в НАМИ был разработан удобный для массового производства клиновый способ (авторское свидетельство В 1088, класс 63с), запатентованный в большинстве развитых стран. Имелись, естественно, и значительные нерешённые проблемы, вроде довольно большой усадки материала при штамповке.
Впрочем, как раз начиная со второй половины шестидесятых тема использования альтернативных материалов в "большом автомобилестроении" постепенно сошла на нет: перед нашим автопромом была поставлена задача скачкообразного увеличения объёмов выпуска легковых автомобилей с десятков до сотен тысяч штук, что уже не оставляло места для экспериментов с технологией производства и потребовало задействования иностранного партнёра с рассчитанным на подобные масштабы готовым отработанным техпроцессом. Есть ли тут какая-то связь с переходом власти от Хрущёва к Брежневу, последовавшими за эти "контрреформами" системы управления экономикой страны в целом и сменой курса в легковом автомобилестроении в частности - не мне судить, но подозрение такое имеется: к руководству отраслью при этом явно пришли новые люди с новыми идеями, скептически относившиеся ко многим начинаниями своих предшественников.
Насколько мне известно, после этого тему использования пластика при изготовлении кузовов легковых автомобилей у нас на официальном уровне не поднимали вплоть до самого начала перехода на пластиковые бампера в конце 1970-х - начале 1980-х годов, что вызвало новую волну интереса к этому материалу. Хотя, с другой стороны, применительно к грузовикам эксперименты с пластиковыми кабинами продолжались как минимум до середины 1970-х. Тема полноценного легкового автомобиля с каркасно-панельным пластиковым кузовом в следующий раз возникла и вовсе лишь во второй половине 1980-х, в связи с появлением за рубежом использовавших это решение минивенов (как у нас тогда говорили, УПВ) - Renault Espace и Chevolet Lumina APV. Проект подобного автомобиля на агрегатах "Москвича", получивший название "Арбат", подразумевал выпуск малой серией, что делало изготовление для него полноценной штамповочной оснастки нерентабельным. Производство кузова должно было быть вынесено на отдельное предприятие в городе Сухиничи Калужской области. Подробностей по проекту в открытых источниках очень мало, но конечный результат понятен - около 1992 года все работы были прекращены, по самоочевидным причинам.
Также от себя могу добавить, что предложенная автором журнальной статьи схема внедрения пластиков в кузовном производстве выглядит довольно реалистично и вполне могла бы стать для нашего автопрома "программой минимум" в этой области. Следование ей в теории могло бы позволить избежать таких трагикомедий, как имевшая место при освоении универсала ГАЗ-22 - его производство попросту было бы убрано с крайне недовольного "ломкой" устоявшегося техпроцесса ГАЗа и передано какому-нибудь стороннему предприятию - не обладавшему возможностями по штамповке металлических кузовных панелей, но потенциально способному работать с дуропластом или препрегом стеклопластика при условии оснащения необходимым оборудованием; например - почему бы и нет - той же самой Северодонецкой авторембазе, имевшей уже опыт работы с пластиком. Выпускать 4...5 тыс. автомобилей в год на заводе с объёмом выпуска 60+ тыс. одних только легковушек, и на заводе, производственный процесс которого изначально спроектирован именно под такие объёмы - это, как говорится, "две большие разницы". При этом на модификации для "скорой" заднюю часть крыши можно было бы выполнить с увеличенной относительно седана высотой - что повысило бы её функциональность.
Но вот тут, как обычно, начинаются всевозможные "но" и "если". Например, у "Трабанта" крыша была цельной, и герметичность её стыка с металлическим каркасом не была столь уж критична. А вот каким образом обеспечивалась бы герметичность стыка крыши при показанной на приведённой выше фотографии универсала её схеме - не очень понятно. Практика эксплуатации имеющего подобный шов на крыше УАЗ "Патриот" говорит о том, что она не всегда в полной мере достигается даже на стальном кузове - что уж говорить о стыке двух совершенно разнородных материалов... Можно было бы, конечно, сделать крышу цельнопластиковой - но тогда вопросы возникают уже к прочности и жёсткости такого кузова, по сути превратившегося в подобие "Победы"-кабриолета с точки зрения силовой схемы. Короче говоря - как это абсолютно верно подметил автор исходной статьи, под хотя бы частичное использование пластиков требовалось проектировать полностью новые кузова, заранее адаптированные к такой возможности - а переделка под этот материал существующих цельнометаллических кузовов "сопряжена со значительными трудностями и практически мало реальна".
Одно могу сказать точно: опыт массового производства (товарного, не опытно-промышленного) крупногабаритных изделий из того или иного типа пластика -дуропласта, препрега или какой-либо иной разновидности - не оказался бы лишним для отрасли. Даже если бы в итоге эта технология использовалась только для выпуска поставляемых в запчасти кузовных деталей, вместо трудоёмкого ручного формования (как это делалось в некоторых капстранах вроде Англии, фирмы из которых закупили у "Саксенринга" лицензию на производство изделий из дуропласта). А при необходимости полученный при этом опыт и имеющиеся производственные мощности уже могли бы быть задействованы и в более серьёзных проектах по выпуску специализированных автомобилей, как минимум - малой и средней серии, например тех же самых УПВ. Также такие технологии могли бы понадобиться и при изготовлении элементов отделки интерьера - например, формованных потолков и "объёмных" обшивок дверей, внедрение которых началось с 1970-х годов.
К сожалению, не владею информацией о том, по какой технологии выпускались стеклопластиковые кабины МАЗ-543 и аналогичных армейских вездеходов - ручным формованием стеклоткани, штамповкой из препрега или механическим напылением рубленого ровинга со смолой (ещё один из отработанных у нас в те годы способов производства изделий из стеклопластика). Однако, в любом случае, это военная техника - а у оборонной промышленности всегда были свои представления о себестоимости, трудоёмкости производства и технологичности изделий...
В конце концов - технология, применённая американцами для выпуска кузовов минивенов семейства Lumina APV - Trans Sport - Oldsmobile Silhouette, тоже приходилась довольно близким родственником использовавшейся при изготовлении "Трабанта". У них наружные панели кузова были отштампованы из всё того же стеклотканевого препрега на полиэфирной смоле (SMC) - хотя и на более высоком техническом уровне. Кстати, они успешно решили и задачу использования склеивания при сборке каркасно-панельного кузова, что делает её намного менее трудоёмкой (установка панели на клей-герметик становится не более сложной, чем широко распространённая сегодня вклейка лобового стекла).
Насколько я это понимаю, на данный момент тема штамповки стеклопластиковых изделий из предварительно пропитанных полуфабрикатов может считаться закрытой для массового автомобилестроения ввиду произошедшего за последние полвека бурного развития технологий литья термопластов (более традиционных пластиков, вроде ABS). Это, в свою очередь, стало возможным благодаря массовому использованию термопластов в производстве бамперов - благодаря которому сегодня именно данная технология является наиболее привычной для отрасли. Из армированных композитных материалов остаются актуальны в основном различные варианты углепластиков, но они пока что попросту слишком дороги для масс-маркета, и применяются крайне ограниченно. В малой серии же вполне удовлетворительно работает и ручное контактное формование стеклопластика, для которого вообще не нужна сложная штамповочная оснастка - благодаря чему у этой технологии производства очень низкий "порог входа", ценой малой производительности и высокой себестоимости отдельно взятого изделия.