Автор: эксперт-менеджер Халецкая Ирина Игоревна
Для кого: директоров предприятий, начальников цехов, технологов и начальников технологических отделов
Техпроцесс написан, порядок операций определён. Пришла пора выбирать станок для обработки требуемой заготовки. Если с выбором рабочего пространства определиться довольно легко, то выбор шпинделя вызывает больше вопросов. Тема статьи пойдет о токарных и фрезерных шпинделях. Мы расскажем какие виды шпинделей существуют, как подобрать число оборотов и мощность шпинделя для обработки различных металлов, а также плюсы и минусы каждого из них.
Общая информация о шпинделях
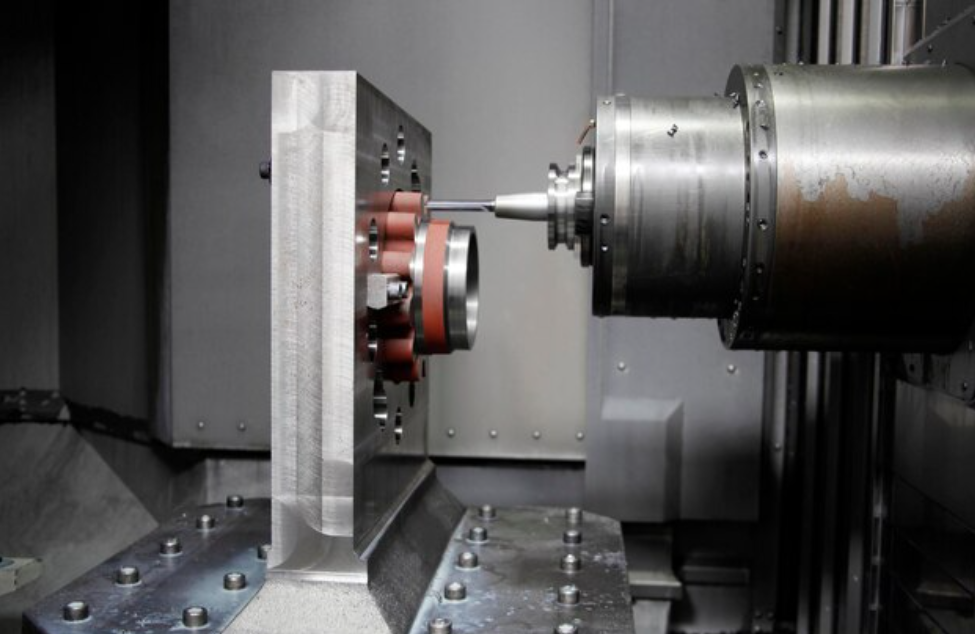
В металлообработке шпинделем называют вал, снабжённый устройством для закрепления обрабатываемого изделия (заготовки) в зажимном патроне токарного станка, либо режущего инструмента на фрезерных станках с применением инструментального конуса. Шпиндель существенно влияет на показатели производительности и точности.
Процесс обработки можно разделить на два способа в зависимости от используемой мощности:
1. Скоростной – используется в чистовой обработке материалов, не требует высокой мощности и повышенной силы резания. Например, для обработки алюминия. Инструмент двигается по металлу медленно, но происходит максимально возможная раскрутка шпинделя. Частота вращения шпинделя для токарных станков от 4000 об/мин, для фрезерных станков – от 12000 об/мин. Например, вертикальный обрабатывающий центр Sino SED-855 и автомат продольного точения Supreme S32CSB;
2. Силовой – используется для черновой обработки, требуется высокий крутящий момент и достаточная мощность. Предполагает медленное вращение, но подача инструмента осуществляется на высоких подачах с максимальным съемом материала с заготовки. Частота вращения шпинделя для токарных станков до 1000 об/мин, для фрезерных – до 10000 об/мин. Например, вертикальный обрабатывающий центр Sino VMC-1165 и токарный станок с ЧПУ Supreme SC30-1200.
Токарные станки с частотой вращения шпинделя от 1000 об/мин до 4000 об/мин являются стандартными станками для общих задач. Например, токарный станок с ЧПУ BOCHI CK7530x1500.
При необходимости обеспечения высокого крутящего момента на низких оборотах станки могут быть оснащены редуктором, что позволяет выполнять чистовые и черновые операции. Если нельзя реализовать на используемом станке силовую обработку, то лучше использовать высокоскоростную обработку, установив максимальную скорость подачи и максимальную скорость вращения инструмента. В данном случае подойдет инструмент HighSpeed.
Шпиндели устанавливаются на многие группы станков, но в этой статье мы разберем только токарные и фрезерные.
Токарные шпиндели
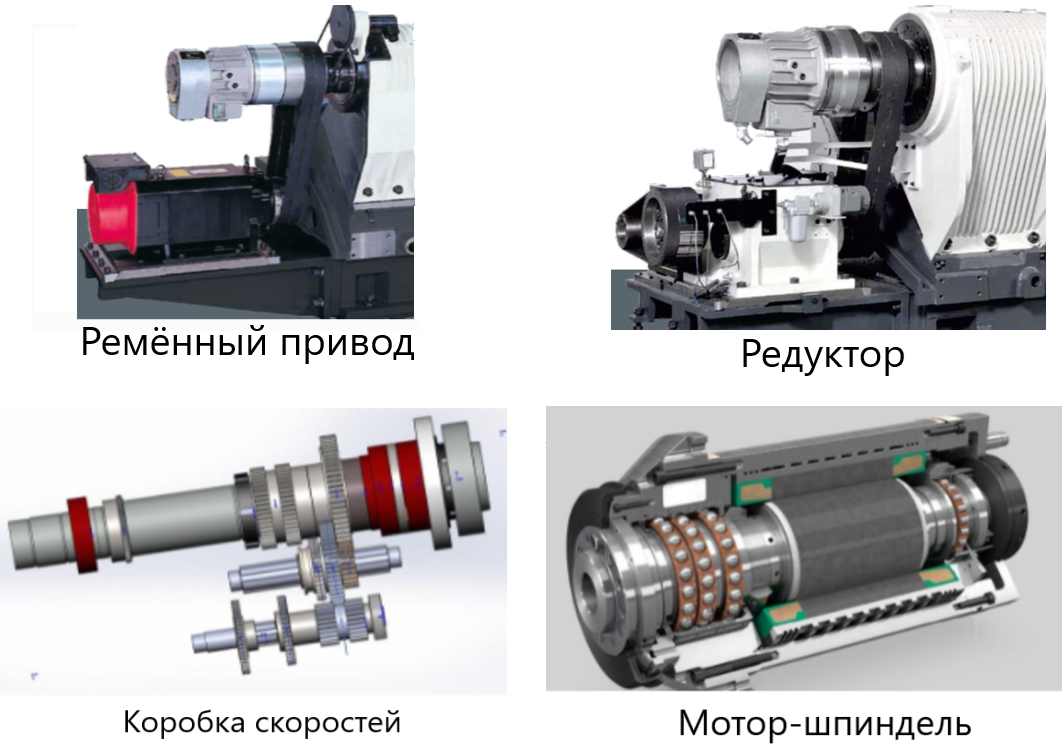
Ремённый привод
Наиболее распространенный и универсальный тип привода, обладает скоростными характеристиками и бесступенчатой регулировкой оборотов. Используются там, где нет высоких требований по точности и мала нагрузка на рабочий инструмент.
Плюсы:
- Наиболее бюджетный вариант из всех типов
- Хорошая ремонтопригодность
- Обеспечение плавного хода
- Позволяет избежать повреждений самого электродвигателя в случае аварии
- Виброустойчивость
- Простота установки и натяжения
- Возможна смена шкивов для изменения передаточного числа (изменяется крутящий момент)
Минусы:
- Наименьшая нагрузочная способность шпинделя, так как натяжение ремня создает постоянную радиальную нагрузку на его задние подшипники. С увеличением мощности и скорости шпинделя требуемое натяжение и радиальная нагрузка на подшипники также возрастают и тем самым исчерпывают радиальную нагрузочную способность подшипников
- Невысокий крутящий момент, ограниченный характеристиками двигателя.
- Необходимость постоянного контроля износа, частая замена при значительных нагрузках
Редуктор и коробка скоростей
В приводах этого типа для передачи крутящего момента используется зубчатая передача. В основном применяется для силовой обработки и только на прямой станине.
Тип привода через редуктор предназначен для работы с труднообрабатываемыми материалами, таких как нержавеющая сталь, жаропрочные сплавы, титан и другие.
Коробка скоростей рекомендуется для тяжелой обработки габаритных деталей, так как частота вращения у таких шпинделей невелика.
Плюсы:
- Большой крутящий момент
Минусы:
- Повышенный шум (для коробки скоростей)
- Низкая частота вращения, которая сильно снижает область их применения (для коробки скоростей)
Мотор-шпиндель
Это наиболее универсальный вариант привода, обеспечивающий хороший баланс мощности, крутящего момента и оборотов. Особенность этого шпинделя заключается в том, что наружная обойма шпинделя является статором электродвигателя, а вал шпинделя – ротором. В основном применяется для высокоскоростной обработки.
Этот тип привода является самым дорогим, т.к. технически сложнее других в изготовлении.
Плюсы:
- Работа на высоких оборотах
- Максимальный крутящий момент и заданные обороты доступны со старта шпинделя
- Жесткость конструкции
- Высокая точность позиционирования оси С
Минусы:
- Дорогостоящее обслуживание и ремонт в случае поломки
- Требует дополнительное оснащение станцией охлаждения
Фрезерные шпиндели
Ремённый привод
Наиболее распространенный и универсальный тип привода, обладает высокими скоростными характеристиками и бесступенчатой регулировкой оборотов.
Плюсы:
- Наиболее бюджетный вариант из всех типов
- Хорошая ремонтопригодность
- Обеспечивает плавность хода
- Позволяет избежать повреждений самого электродвигателя в случае аварии
- Простота установки и натяжения
- Виброустойчивость
- Возможна смена шкивов для изменения передаточного числа (изменяется крутящий момент)
Минусы:
- Невысокий крутящий момент, ограниченный характеристиками двигателя
- Необходимость постоянного контроля износа, частая замена при значительных нагрузках
Редуктор и зубчатая передача
В приводах этого типа для передачи крутящего момента используется зубчатая передача. Предназначен для работы с фрезами и расточными системами большого диаметра и для обработки с труднообрабатываемыми материалами, таких как нержавеющая сталь, жаропрочные сплавы, титан и другие. В основном применяется для силовой обработки.
В типе привода с редуктором (ZF, GTP) передача крутящего момента происходит от двигателя на редуктор и с редуктора при помощи ремня на шпиндель.
В зубчатом типе привода передача крутящего момента происходит от двигателя к шпинделю через зубчатую передачу внутри шпиндельной бабки.
Плюсы:
- Большой крутящий момент
Минусы:
- Повышенный шум (если редуктор встроен в шпиндельную бабку)
Прямой привод
Двигатель располагается непосредственно над шпинделем и соединяется через муфту. Такое устройство узла позволяет качественно и быстро выполнить чистовую обработку, когда не требуется снятие большого слоя материала (припуска) и не прилагаются большие боковые нагрузки. В основном применяется для высокоскоростной обработки при изготовлении пресс-форм или штампов.
Плюсы:
- Высокая скорость вращения шпинделя
- Момент двигателя без потерь передается на шпиндель
Минусы:
- Скорость и крутящий момент ограничен характеристиками двигателя
Мотор-шпиндель
Это наиболее универсальный вариант привода, обеспечивающий хороший баланс мощности, крутящего момента и оборотов. Особенность этого шпинделя заключается в том, что наружная обойма шпинделя является статором электродвигателя, а вал шпинделя – ротором.
Этот тип привода является самым дорогим, т.к. технически сложнее в изготовлении.
Плюсы:
- Работа на высоких оборотах
- Жесткость конструкции
Минусы:
- Дорогостоящее обслуживание и ремонт в случае поломки
- Требует дополнительное оснащение станцией охлаждения
Охлаждение шпинделя
Воздушное охлаждение
В шпиндель с системой охлаждения воздушным потоком в роли охлаждающей рубашки выступает сам корпус, внутри которого находятся каналы с воздушной прослойкой. Система воздушного охлаждения рассчитана на работу с несложными материалами, не вызывающими сильного разогрева подшипников шпинделя, например, композиты, пластик, обыкновенные стали. Частота вращения шпинделя – до 8000 об/мин включительно.
Плюсы:
- Компактность и отсутствие большого количества проводов и трубок
- Низкая стоимость
- Простой в установке и эксплуатации
Минусы:
- Низкая эффективность, есть риск перегрева на продолжительных высоких оборотах
- Эффективность охлаждения зависит от окружающей температуры
- Стружка и пыль будет забивать воздушные каналы
Жидкостное охлаждение
При жидкостной системе охлаждения в полость корпуса, в котором расположен шпиндель, под давлением подается дистиллированная вода, тосол, масло или антифриз. В качестве охлаждения нельзя использовать обычную воду из-под крана – она может зацвести и дать осадок. Нужно использовать дистиллированную воду. В комплект также входит насос, бак, РВД, радиатор охлаждения и штуцеры для отвода/подачи охлаждающего элемента. Важным требованием к эффективной работе жидкостного охлаждения является герметичность системы. Жидкостное/масляное охлаждение применяются для шпинделей с прямым приводом и мотор-шпинделей и скоростью вращения от 10000 об/мин.
Плюсы:
- Независимость от окружающей температуры
- Низкий уровень шума
- Стабильное и равномерное охлаждение шпинделя во всем диапазоне частоты вращения
Минусы:
- Большое количество дополнительного оборудования
- Высокая стоимость
- Вероятность возникновения коррозии при использовании воды
Подшипники шпинделя
Подшипники для шпинделей – это радиально-упорные подшипники, которые рассчитаны на повышенные радиальные и скоростные нагрузки. Некоторые оборудованы не простыми стальными, а гибридными керамическими подшипниками. Такие шпиндели стоят подороже, зато они надежнее и срок их службы выше.
Подшипники для шпинделя токарного станка, например, требуют более высокой жесткости нежели скорости, поэтому чаще подшипники для шпинделей токарных станков роликовые.
Подшипники для шпинделей фрезерных станков в большинстве своем шариковые радиально-упорные. В зависимости от класса станка подшипники для шпинделя также могут быть следующих классов:
Р5 – высокая точность изготовления подшипника
Р4 – прецизионная точность (самая популярная для шпинделей до 30000 об/мин)
Р2 – сверхпрецизионная точность (такие подшипники применяются для высокоскоростных мотор-шпинделей)
Торцы шпинделей токарных станков
Тип А1, А2, В1, В2
Торец шпинделя обеспечен коротким посадочным конусом.
Для А1, А2 крепление патрона осуществляется винтами. Это самый популярный вид торца шпинделя.
Для В1, В2 крепление осуществляется болтами через фланец шпинделя с затяжкой с задней стороны гайками. В современных станках практически не применяется.
Тип D (Camlock)
Торец шпинделя обеспечен коротким посадочным конусом, имеет определенное количество отверстий (3 или 6), в которые вставляется упорный штифт патрона. Повернув эксцентрик, патрон поджимается к фланцу шпиндельного узла и затягивается.
Тип DIN
Торец шпинделя обеспечен коротким посадочным конусом, имеет отверстия (3, 4 или 6), в которых вставляется упорный штифт патрона. После вставки упорного штифта, запорное кольцо на задней стороне торца шпинделя вращается и гайки затягиваются.
Конусы шпинделей фрезерных станков
Конус ISO и BT – имеет два паза на фланце, пазы вырезаны не до конца: верхнее кольцо шире нижнего. Закрепление фрезерной оснастки на шпинделе станка происходит благодаря резьбе на узком конце конуса. Обратная часть оправки используется для крепления режущий элементов – напрямую или через цанги. Конус 7:24 обладает большой площадью осевого упора, которая влияет на точность установки инструмента. Кроме того, с помощью конуса BTпроисходит центрирование оправки шпинделя фрезерного станка.
HSK – в переводе с немецкого аббревиатура HSK – «Hohl Shaft Kegel» – расшифровывается как «полый конический хвостовик». Так как конусы HSK полые и короткие, они значительно легче аналогов. Лёгкий, короткий и жёсткий узел крепления специально предназначен для работы с высокой скоростью вращения шпинделя.
Существует множество вариаций конуса HSK. Все они имеют буквенное обозначение от А до F (для фрезерной обработки) и T- тип (для токарной обработки на многофункциональных станках).
Тип A используется в общей механообработке. Его отличают высокие изгибающие нагрузки и умеренный крутящий момент. Для автоматической смены инструмента.
Тип B применяется для не вращающегося инструмента. Его отличают умеренные изгибающие нагрузки и высокий крутящий момент. Подходит для специальных видов обработки. Смена инструмента – автоматическая.
Тип C похож на тип A – высокие изгибающие нагрузки и умеренный крутящий момент, однако смена инструмента ручная.
Тип D аналогичен типу B, только применяется при ручной смене инструмента.
Тип E применяется в высокоскоростной обработке. Лёгкие и прочные шпиндели, низкие изгибающие моменты и крутящий момент, автоматическая смена инструмента, лёгкая балансировка.
Тип F подходит для обработки на умеренных скоростях. Обработка мягких материалов, средние изгибающие моменты и крутящий момент, автоматическая смена инструмента, лёгкая балансировка.
Тип T используется для вращающегося и не вращающегося инструмента с жёсткими допусками направляющего паза (для установки инструмента). «Шейка» не требуется, отсюда улучшенное сопротивление изгибающему моменту.
Capto – сконструированный компанией Sandvik Coromant. В настоящее время применяется на многочисленных производствах. Его сечение — это треугольник со скругленными краями и выгнутыми сторонами. Благодаря такой форме конус не проворачивается в гнезде. Сложный профиль поверхности обеспечивает надежную фиксацию в шпинделе и не дает проворачиваться для любых направлений приложения сил. Использование инструментальных модулей упомянутой марки позволяет реализовать ряд важных преимуществ:
- Возможность использования на разных типах металлообрабатывающих центров, что обеспечивает экономию времени и увеличение выработки;
- Интеграцией оснастки в шпиндель достигается высокая жесткость крепления и повышается точность обработки поверхностей;
- Модульная конструкция обеспечивает сокращение номенклатуры резцов и фрез, предусмотрена техническая возможность удлинения оправок.
Описываемая система крепления инструмента рассчитана на передачу повышенного крутящего момента и обладает устойчивостью к изгибающим нагрузкам. Модуль самоцентрирующийся, что обеспечивает высокую сбалансированность и соосность.
Инструментальный модуль выпускается в шести типоразмерах:
- Capto C3 (диаметр фланца 32 мм)
- Capto С4 (диаметр фланца 40 мм)
- Capto С5 (диаметр фланца 50 мм)
- Capto С6 (диаметр фланца 63 мм)
- Capto С8 (диаметр фланца 80 мм)
- Capto C10 (диаметр фланца 100 мм)
Обороты или номинальная частота вращения
Частота вращения шпинделя фрезерного станка зависит от скорости резания, которая определяется исходя из пути (обычно в метрах), пройденного режущими кромками зубьев фрезы за одну минуту. Скорость резания может различаться в зависимости от комбинации разных типов фрез и материалов, а ее значения определяются такими факторами, как тепловыделение при фрезеровке разных материалов и термостойкость самого инструмента.
Завод-изготовитель режущего инструмента обычно указывает рекомендуемые параметры обработки, включая скорость резания. Исходя из этой величины, можно также определить необходимую частоту вращения шпинделя путем деления скорости резания на длину окружности фрезы. В итоге выбор скорости вращения шпинделя зависит от материала, который подвергается обработке, а также от диаметра и термостойкости используемого инструмента.
Производительность шпинделя
Производительность обработки на станке зависит от мощности двигателя. Использование более мощного двигателя позволяет устанавливать большую скорость подачи материала, работать с фрезами большего диаметра и удалять материал быстрее.
Максимальная производительность станка достигается при работе на максимальных оборотах шпинделя. Если обороты шпинделя значительно снижаются, производительность станка уменьшается пропорционально. Производители шпинделей предоставляют графики зависимости полезной мощности от частоты вращения, которые могут различаться.
Иногда клиентам хочется иметь универсальный шпиндель, который позволяет работать как на высоких, так и на низких оборотах. Например, это может быть необходимо для обработки материалов высокой твердости или при использовании инструментов с большим диаметром. По графику выше видно, что при установке шпинделя на 1000 оборотов его полезная мощность будет настолько низкой, что станок будет фрезеровать очень медленно, что делает невозможным работу на нем. Поэтому для разных диаметров фрез и различных материалов необходимо подбирать оптимальное сочетание номинальной мощности шпинделя и скорости вращения.
Если не нашли ответ на свой вопрос, задавайте его в комментариях к этому материалу или в нашем Telegram-канале. Там мы анонсируем новые статьи, выкладываем видеообзоры, пишем об акциях на оборудование и оснастку, проводим розыгрыши призов и викторины, пишем о металлообработке и станках и многое другое.
Читайте также:
- Техподдержка: чем полезен поставщик после приобретения металлообрабатывающего оборудования?